鋼—鋁連接技術與質量評價探討
2019-01-07 09:08:04鞠慧李鷹吳小龍
時代汽車 2019年19期
鞠慧 李鷹 吳小龍


摘 要:隨著汽車輕量化的發展,鋁合金在汽車車身上的應用日趨普遍,鋼-鋁混合車身是未來的發展趨勢。與之對應的連接技術也成為鋼-鋁車身制造必備的知識點。本文主要介紹了常用的5種鋼-鋁車身連接技術,闡述了其原理、應用及質量評價,為鋼-鋁車身制造評價提供參考。
關鍵詞:鋼—鋁車身;連接技術;質量評價
汽車輕量化是當前汽車發展的重要趨勢,鋁鎂合金因其密封低、比強度高,在汽車車身中得以應用。在一些豪華品牌中,甚至采用了全鋁車身以實現優良的減重效果。近年來,隨著碰撞法規的日趨嚴格,許多車企悄然改變看法,擯棄原先全鋁框架車身,引入鋼零件,典型的案例如奧迪A8。綜合考慮輕量化的成本和性能,把合適的材料用在合適的地方,通過鋼-鋁材料混用有效實現車身輕量化與成本的平衡。
然而,鋼-鋁混用對傳統鋼車身焊接技術提出了挑戰,不同材料在性能上存在較大差異導致傳統點焊工藝難以實現可靠連接。鋼-鋁連接技術也成為車身相關技術人員必備的知識點。為此,本文對車身常用的鋼-鋁連接技術的原理、應用及質量評價進行介紹和探討,為鋼-鋁車身的制造評價提供參考。
1 鋼車身與鋁車身連接工藝對比
由于鋁合金焊接性能遠低于低碳鋼,連接工藝也不同于鋼制車身。目前主流鋁連接工藝主要有三類:
(1)機械連接:無鉚連接Clinch、自沖鉚接SPR、熱熔自攻絲FDS、高速射釘鉚ImpAcT等。
(2)焊接:鋁點焊,攪拌摩擦焊FSW、激光焊、冷金屬過渡焊CMT等。
(3)粘接:與機械連接、焊接復合使用,與傳統車身基本相同。
圖1為某鋼-鋁車身連接工藝,其采用了十余種連接工藝,其中Clinch、SPR、FDS、CMT是鋼-鋁車身常用的連接技術,本文對此重點介紹。
2 主要鋁連接技術介紹
2.1 Clinch無鉚連接
無鉚連接工藝原理是通過材料局部冷成型將鈑金連接在一起,兩層或多層之間會產生互鎖壓鉚。其工藝過程為:首先通過沖頭將連接材料壓入底模內。當底層材料剛接觸到底模座時,在沖頭施加的壓力作用下,底模座開始向外側滑動。底模活動部分被向外推出,材料的流動形成了按鈕狀的壓鉚點,然后沖頭返回至起始位置,取出工件,底模的外側部分在彈簧的作用下退回,如圖2。
無鉚釘鉚接工藝工藝過程簡單、成本低,在汽車車身中廣泛應用。由于其靜態強度和疲勞強度都較低,通常只應用于行李箱蓋、發動機罩、后輪罩等非承載部位。無鉚連接的鉚點質量可通過外觀和金相兩種檢測方式。外觀檢測,目視檢查連接點數量、位置、裂紋、開裂、咬合方向、表面飛濺;利用游標卡尺測量咬合點位置、外徑d、對稱性;利用測厚儀測量咬合點底厚tb。金相檢測觀察剖切面,關鍵尺寸指標如圖2。要求徑部無裂紋、凸模側無裂紋、墩頭無開裂;底厚tb在產品圖紙或焊接工藝文件的理論底厚公差范圍內,外徑d在公差范圍(-0.5mm,+2.0mm)內等。
2.2 SPR自沖鉚接
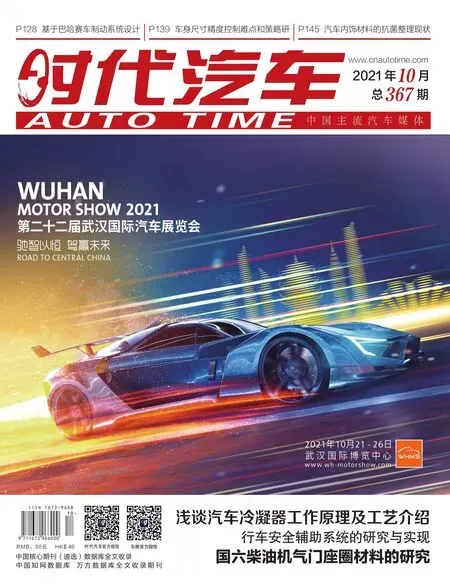
SPR(Self-Piercing Riveting)的原理是半空心鉚釘在沖頭的作用下,穿透上層板材并在底層板材形成互鎖,鉚釘在沖棒的作用力和底模的反作用下,在板材中間延展發生永久性塑性變形的鉚釘連接過程。其工藝過程主要分為定位、預壓、夾緊、沖裁、擴張和成型6個階段,工藝過程及檢測標準示意,如圖3。
SPR鉚接力學性能優良,疲勞壽命較高,被廣泛應用于鋁/鋼等異質材料以及多層板的連接。在應用中有以下特點:(1)適用于鋁-鋁連接、鋼鋼連接、鋼-鋁連接等不同組合連接。(2)板材搭接原則是“從薄到厚,從硬到軟”,具體要求為:兩層板搭接時,下層板的厚度至少為總厚度的1/2以上;三層板搭接時,下層板的厚度至少為總厚度的1/3以上;強度高的材料要位于沖模側,強度低的材料要位于凹模側。不同材質、不同厚度的接頭需使用不同的鉚釘、底模組合。
SPR接頭的質量檢驗主要有外觀檢驗、金相檢驗、強度檢驗、CT檢驗四種方式。外觀主要有:數量、連接方向、位置、剩余底部厚度、模具壓印;卡尺測量鉚釘至邊界距離和至圓弧距離以及頂厚。金相主要評價指標:(1)互鎖值a1/a2不能過小,對于不同直徑的鉚釘,最小互鎖值不同。比如直徑為5mm的鉚釘,一般要求a1/a2值>=0.12mm。(2)鎖鉚的頂厚K(高出板材的厚度)不可過高亦不可過低(低于板材的厚度)。同樣以5mm鉚釘為例,K>=-0.2mm<=0.3mm。(3)下板材剩余底厚不能過薄或被鉚釘穿透,對于5mm鉚釘,tmin>=0.15mm。(4)板材和鉚釘的裂紋檢查,鉚釘腿部不能有裂紋,板材中裂紋不能穿透。(5)鉚接底部的旋轉對稱性檢查等。以上數值依鉚釘直徑和具體圖紙而定。此外,還可以進行拉拔力、剪切力、剝離力測試。
2.3 FDS熱融自攻釘連接
FDS(Flow Drill Screw)熱融自攻釘連接技術,也稱自旋鉆孔螺絲連接技術。其工藝原理是專用自攻釘高速旋轉軟化被連接材料,同時在巨大的軸向壓力下擠壓并攻絲旋入實現螺紋連接。其工藝過程分為6個
步驟:定位預熱-熱熔穿透-錐孔成型一螺紋形成一螺釘擰入一緊固落座,如圖4。
FDS工藝在應用中有以下特點:(1)單面可達即可完成連接,降低了對鉚接空間的需求,適用于板材與型材等管狀封閉結構的連接。(2)連接可拆卸,不合格的連接點可以更換更大直徑的螺釘進行返修。(3)可結合涂膠工藝,實現異種材料的連接。FDS在工藝應用中也存在一些挑戰:(1)強度,當下層連接板材料較薄時,下層板與FDS螺釘相接觸可能僅有1~2圈螺紋,從而導致接頭正拉強度較低。(2)防腐,由于下層板被穿透,材料鍍層被破壞,下層板與FDS 螺釘間的空隙容易使腐蝕介質進入,導致接頭容易出現電化學腐蝕問題。FDS的檢測一般通過外觀檢測和金相檢驗兩種。外觀主要有:數量、連接方向、位置、螺釘頭高出板材量(一般要求低于0.05mm),邊距等。金相主要評價指標:(1)不能有損壞螺紋(2)有效螺紋長度足夠(3)濕區有效覆蓋(4)連接板材的間隙不能過大,一般<=0.2mm(5)鉚釘對稱不偏心等。
2.4 CMT冷金屬過渡焊
CMT(Cold Metal Transfer)冷金屬過渡技術是MIG焊的一種特殊形式,工作原理是通過數字化協調送絲與熔滴過程實現,其工藝過程可分為4個步驟:電弧引燃、送絲一熔滴短路、電弧熄滅一焊絲回抽、熔滴脫落一向前送絲繼而循環,如圖5。
CMT冷金屬過渡焊設備成本相對低,整個焊接過程冷熱交替循環往復,可大幅降低焊接過程的熱輸入,方便實現無飛濺焊接,且在焊接夾具的作用下,鋁工件熱變形量小,并且可實現鋁合金與鍍鋅鋼板間的異種金屬混合連接。CMT工藝比較成熟,一般通過表面質量進行檢查。但CMT由于其工藝特點,焊縫表面質量不太美觀,經常伴有夾渣、咬邊、氣孔等外觀缺陷的存在,因而其一般不作為汽車外覆蓋件連接的首選工藝,一般用于地板、車身骨架、結構件的連接。有的主機廠在側圍落水槽也采用了該項技術。
3 FSW攪拌摩擦焊
除以上四種,FSW攪拌摩擦焊也是當前應用比較廣泛和成熟的鋁-鋁、鋼-鋁連接工藝。工作原理是高速旋轉的硬質攪拌頭壓入待焊母材,與被焊金屬摩擦生熱,使其加熱至塑性軟化區,在熱-機聯合作用下形成致密的組織結合,最終冷卻形成緊密連接的一種固相連接工藝,如圖6。攪拌摩擦焊的焊接質量比較穩定,焊接截面金相檢測組織結構致密。攪拌摩擦焊強度基本上可以達到與母材相一致,具備高的抗拉強度;焊縫熱變形小、熱應力小,焊縫表面平整;焊縫中不存在氣孔、疏松,氣密性及水密性好;無需外加熱,生產中易控制,尺寸公差小,適合自動化操作;可以焊接長直的焊縫和復雜的樣式。攪拌摩擦焊主要用于型材或者較厚板材類零件間的連接,如高鐵車身、電動車電池托盤等。
4 結語
隨著汽車輕量化和電動化的發展,鋁合金的應用日趨廣泛。新的連接技術服務于車身材料及結構設計隨之應用,當前多數主機廠的連接技術應用還不是很成熟。只有加快連接工藝的探索和研究,克服工藝實現及質量檢驗的難點,才能使新材料的應用更加廣泛。
參考文獻:
[1]李永兵,馬運五,樓銘,雷海洋,林忠欽,輕量化多材料汽車車身連接技術進展,2016-09-20.
[2]張林陽,全鋁及鋼-鋁混合車身輕量化連接技術. 汽車工藝與材料,2018(7)1-14.
[3]韓杰,鋼鋁混合車身連接工藝的應用與發展.研究與開發,2018(7)53-56.
[4]崔穎,周林柱,于琪明,鋼鋁混合車身連接技術及發展趨勢.汽車工藝師,2018(9)56-61.