再造煙葉預(yù)壓打包稱重系統(tǒng)的改進(jìn)設(shè)計(jì)與應(yīng)用
2019-01-06 02:19:22崔傳寶劉加樹
中國科技縱橫 2019年22期
崔傳寶 劉加樹
摘 要:為解決再造煙葉預(yù)壓打包超重故障以及導(dǎo)致的堵料停機(jī)、設(shè)備器件損壞、能耗增加等問題,造成打包稱重系統(tǒng)不穩(wěn)定,生產(chǎn)維保費(fèi)用高。通過機(jī)械、電氣的軟、硬件改造等方式,改進(jìn)設(shè)計(jì)了一種更加結(jié)構(gòu)合理、位置合理、維護(hù)方便的新型稱臺(tái)檢測(cè)裝置。每個(gè)生產(chǎn)周期節(jié)省電能3萬kW·h左右,節(jié)省零備件損耗費(fèi)用15萬元、委外維修資金3萬元。有效提高了預(yù)壓打包機(jī)的工作效率,大大降低了預(yù)壓打包超重的故障停機(jī)率。實(shí)現(xiàn)了再造煙葉預(yù)壓打包稱重系統(tǒng)的穩(wěn)定性、準(zhǔn)確性、可靠性的全面提升。
關(guān)鍵詞:再造煙葉;預(yù)壓打包;堵料停機(jī);稱重檢測(cè)
中圖分類號(hào):TS43 文獻(xiàn)標(biāo)識(shí)碼:A 文章編號(hào):1671-2064(2019)22-0096-02
0 引言
在煙草行業(yè)再造煙葉的生產(chǎn)過程中,成品再造煙葉經(jīng)過預(yù)壓打包機(jī)按一定重量進(jìn)行裝箱和預(yù)壓處理,再經(jīng)過復(fù)秤進(jìn)行復(fù)核,重量在合格范圍內(nèi)后進(jìn)行復(fù)壓,最后由捆扎機(jī)進(jìn)行捆扎運(yùn)輸、貯存。
由于再造煙葉粉塵的特殊性在實(shí)際生產(chǎn)中無法避免,原稱重檢測(cè)裝置安裝在稱臺(tái)底部,易受其影響,出現(xiàn)誤動(dòng)作或不動(dòng)作現(xiàn)象。造成超重,引起擠壓變形,破壞軌道上的光電管、行程開關(guān)以及稱臺(tái)上方的壓頭、移動(dòng)料箱和紙箱定位器等,造成一系列的設(shè)備損壞。打包機(jī)故障率逐年增加,平均故障停機(jī)率高達(dá)1.82%,嚴(yán)重影響正常生產(chǎn)。另外,再造煙葉稱重的準(zhǔn)確性和可靠性降低也會(huì)影響其進(jìn)入煙廠制絲線后的煙絲配比、卷煙配方的精準(zhǔn)性,造成卷煙內(nèi)在質(zhì)量的波動(dòng)。
1 超重檢測(cè)裝置設(shè)計(jì)
1.1 技術(shù)研究
再造煙葉預(yù)壓打包段的生產(chǎn)過程中,每箱成品再造煙葉利用左、右兩個(gè)秤臺(tái)分別進(jìn)行稱重打包,因?yàn)槭艿綄?shí)際生產(chǎn)環(huán)境及其檢測(cè)元器件性能變化等因素影響,時(shí)常會(huì)出現(xiàn)預(yù)壓打包超重故障的現(xiàn)象。由于再造煙葉連續(xù)生產(chǎn)的特殊性,不能頻繁超重,長時(shí)間堵料停機(jī),這樣嚴(yán)重影響整線生產(chǎn),損壞設(shè)備。因此,需要改進(jìn)設(shè)計(jì)一種更加結(jié)構(gòu)合理、位置合理、維護(hù)方便的新型稱臺(tái)檢測(cè)裝置,降低預(yù)壓打包停機(jī)故障率,且發(fā)現(xiàn)超重故障能及時(shí)通過網(wǎng)絡(luò)通信中斷預(yù)壓打包機(jī)秤臺(tái)之前的設(shè)備運(yùn)行,同時(shí)便于技術(shù)人員發(fā)現(xiàn)問題、維修處理和計(jì)量校秤,從而有效避免堵料停機(jī)、設(shè)備器件損壞,能耗增加等。
1.2 機(jī)械設(shè)計(jì)
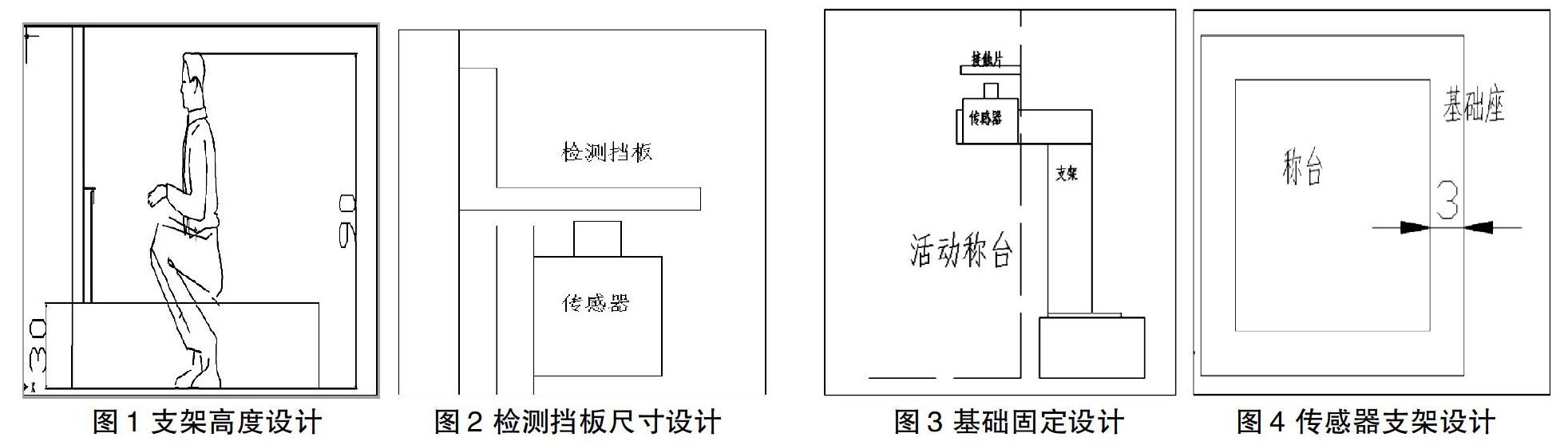
成年人蹲下時(shí)的平均身高一般在70-90cm之間,便于操作的高度在50-65cm左右,選取設(shè)備機(jī)架作為安裝位置,可以安裝高度的范圍在30-80cm,傳感器長度5cm左右。綜合上述因素,確定傳感器的高度65cm,支架高度60cm時(shí),最便于安裝維修和日常觀察保養(yǎng),同時(shí)傳感器周圍空間較大,不易積累再造煙葉和粉塵等雜物,并且安裝后不會(huì)對(duì)設(shè)備運(yùn)轉(zhuǎn)產(chǎn)生影響,如圖1所示。
現(xiàn)場測(cè)量傳感器厚度2cm;傳感器支架厚度0.5cm;傳感器支架距稱臺(tái)間隙0.5cm;傳感器觸頭距稱臺(tái)約2-2.5cm。為滿足擋板對(duì)傳感器的有效觸動(dòng),則擋板中心位置和傳感器觸頭應(yīng)對(duì)應(yīng)。選用50*50*5角鋼,則檢測(cè)擋板中心位置約為2.5cm,滿足實(shí)際要求。為保證傳感器受力均勻,設(shè)計(jì)檢測(cè)擋板尺寸為長度為50mm的50*50*5的Q235角鋼,如圖2所示。
根據(jù)現(xiàn)場測(cè)量基礎(chǔ)座高30cm傳感器寬4cm高6cm厚2cm設(shè)計(jì)支架高30cm使用50*50*5角鋼地腳使用50*70*5 Q235鋼板,安裝傳感器底板使用50*110*5 Q235鋼板。安裝孔距5cm,孔徑3mm,機(jī)架間距3cm,與支架焊接長度3-5cm,可選長度范圍為11-13cm,選取50*110*5 Q235鋼板。對(duì)應(yīng)位置打孔選3.5mm轉(zhuǎn)頭,使用M3螺栓固定傳感器,所述內(nèi)容如圖3、圖4所示。
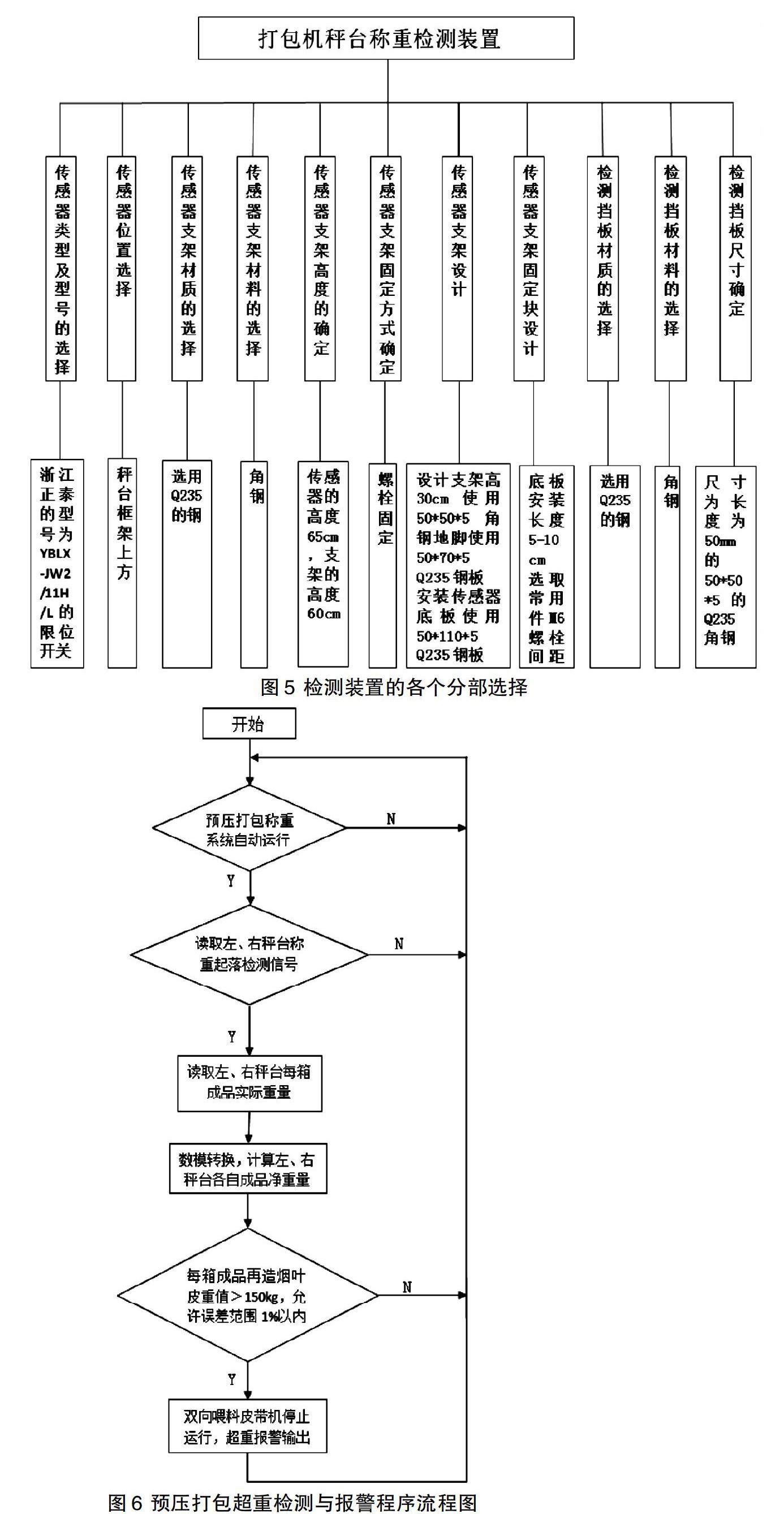
最終,使用手工電弧焊和螺栓固定的方式,充分考慮實(shí)際生產(chǎn)、工作環(huán)境、日常保養(yǎng)、維修計(jì)量等因素,將選定的限位開關(guān)傳感器、支架、檢測(cè)擋板及固定塊,按照設(shè)計(jì)選取的位置、高度、材質(zhì)、選型等分別進(jìn)行精準(zhǔn)安裝,固定在左、右秤臺(tái)側(cè)上方,并增加易損部位的保護(hù)。卷簾門打開后,形成空氣對(duì)流,減少粉塵對(duì)元器件的影響。具體分部選擇設(shè)計(jì)內(nèi)容如圖5所示。
1.3 電氣系統(tǒng)設(shè)計(jì)
1.3.1 檢測(cè)報(bào)警裝置組成
包括:限位傳感器、數(shù)字量輸入輸出模塊、轉(zhuǎn)換開關(guān)、中間繼電器、報(bào)警燈。限位傳感器通過信號(hào)連接到PLC數(shù)字量輸入,PLC與稱臺(tái)稱重系統(tǒng)通過DP網(wǎng)進(jìn)行稱重的數(shù)據(jù)傳輸,超重信號(hào)連接到PLC數(shù)字量輸出,通過信號(hào)傳給報(bào)警燈,發(fā)現(xiàn)超重后人為控制轉(zhuǎn)換開關(guān)停止報(bào)警。
1.3.2 元器件選型
數(shù)字量輸出模塊選用型號(hào)為西門子DO8xDC24V/0.5A 6ES7 132-4BF00-0AA0,限位傳感器選用浙江正泰型號(hào)為YBLX-JW2/11H/L,報(bào)警燈選用型號(hào)為浙江南州科技的LTE- 1101J旋轉(zhuǎn)式警示燈,電壓AC 220V,中間繼電器選用型號(hào)為歐姆龍的MY2N-J, 24VDC,轉(zhuǎn)換開關(guān)選用型號(hào)為伊頓穆勒的M22-WRK/K11,并按電氣原理圖相應(yīng)接線,安裝固定位置。
1.3.3 軟件設(shè)計(jì)
根據(jù)預(yù)壓打包稱重檢測(cè)及超重報(bào)警裝置實(shí)現(xiàn)控制功能,畫出其邏輯程序控制圖如圖6所示。
2 控制原理
2.1 電控控制原理
PLC程序開始運(yùn)行后,PLC判斷稱重系統(tǒng)運(yùn)行狀態(tài),當(dāng)稱重系統(tǒng)處于手動(dòng)或停機(jī)狀態(tài)時(shí)不進(jìn)行下一步。當(dāng)稱重系統(tǒng)處于自動(dòng)運(yùn)行狀態(tài)時(shí),讀取左、右秤臺(tái)稱重起、落檢測(cè)信號(hào),當(dāng)秤臺(tái)檢測(cè)信號(hào)升起時(shí),表明成品再造煙葉正在生產(chǎn)下料,預(yù)壓打包機(jī)稱重系統(tǒng)正常稱重計(jì)量。當(dāng)秤臺(tái)檢測(cè)信號(hào)落下時(shí),表明成品再造煙葉已經(jīng)達(dá)到規(guī)定重量或者正在進(jìn)行下一步出箱工序,屬于正常工作流程。秤臺(tái)檢測(cè)信號(hào)升起后,通過Profibus-DP網(wǎng)進(jìn)行數(shù)據(jù)傳輸讀取左、右秤臺(tái)每箱成品再造煙葉的實(shí)際重量值,PLC程序進(jìn)行相應(yīng)的數(shù)模轉(zhuǎn)換,計(jì)算出左、右秤臺(tái)各自成品再造煙葉的去皮凈重量。此時(shí),當(dāng)每箱成品再造煙葉皮重值>150kg時(shí),雙向喂料皮帶機(jī)停止運(yùn)行,同時(shí)超重報(bào)警信號(hào)輸出。技術(shù)人員進(jìn)行維修處理和重新校秤后,重新復(fù)位返回至預(yù)壓打包超重檢測(cè)裝置,PLC開始下一個(gè)程序循環(huán)。
2.2 防誤報(bào)警措施
因?yàn)殡p向喂料皮帶機(jī)來回下料的過程中,稱重達(dá)標(biāo)信號(hào)存在相對(duì)的滯后性,可能會(huì)存在再造煙葉的零散飄落現(xiàn)象,導(dǎo)致成品再造煙葉的皮重值>150kg,從而出現(xiàn)誤報(bào)警狀態(tài)。所以,當(dāng)實(shí)際每箱成品再造煙葉皮重值與設(shè)定的每箱成品再造煙葉重量150kg比較,其誤差范圍在1%以內(nèi)時(shí),認(rèn)為并不屬于超重故障,預(yù)壓打包機(jī)正常工作運(yùn)行。
3 結(jié)語
通過重新設(shè)計(jì)后的秤臺(tái)稱重檢測(cè)裝置,使用后預(yù)壓打包機(jī)生產(chǎn)中平均無故障運(yùn)行時(shí)間提升了75.2%,故障停機(jī)率降低至0.3%以下,工作效率大幅度提高。零備件設(shè)備損耗費(fèi)用節(jié)約15萬元,委外維保資金節(jié)約3萬元。每個(gè)生產(chǎn)周期節(jié)省電能3萬kW·h左右,實(shí)現(xiàn)了再造煙葉預(yù)壓打包稱重系統(tǒng)的穩(wěn)定性、準(zhǔn)確性、可靠性全面提升,大大降低了打包超重的故障停機(jī)率,有效提高了打包機(jī)的實(shí)際工作效率,也保證了進(jìn)入煙廠制絲線后的煙絲配比、卷煙配方的精準(zhǔn)性以及卷煙的內(nèi)在品質(zhì)。有利于企業(yè)提質(zhì)提量、節(jié)能降耗、控本增效。
參考文獻(xiàn)
[1] 王平,高莉莉.鉗工工藝[M].北京:航空工業(yè)出版社,2014.
[2] 陳定方.現(xiàn)代機(jī)械設(shè)計(jì)師手冊(cè)[M].北京:機(jī)械工業(yè)出版社,2014.
[3] 繆常初.S7-300/400 PLC應(yīng)用技術(shù)[M].北京:機(jī)械工業(yè)出版社,2016.
[4] R系列和IND780稱重使用說明書[Z].梅特勒-托利多集團(tuán)中國公司,2012.
