超厚板焊接質(zhì)量控制技術(shù)分析
2019-01-06 03:38:12董立李忠陽
中國建筑金屬結(jié)構(gòu) 2019年12期
關(guān)鍵詞:鋼結(jié)構(gòu)
董立 李忠陽


【摘要】本文通過對春之眼商業(yè)中心項目所使用的材質(zhì)為Q390GJC-Z25、Q390GJC-Z35鋼結(jié)構(gòu)厚板焊接質(zhì)量控制進(jìn)行分析、優(yōu)化和總結(jié),從而達(dá)到對類似工程焊接控制管理起到借鑒作用。
【關(guān)鍵詞】鋼結(jié)構(gòu);超高層;超厚板;焊接質(zhì)量控制
近年來,高層及超高層建筑越建越多,在高層及超高層建筑中,鋼結(jié)構(gòu)由于其結(jié)構(gòu)的優(yōu)越性,已經(jīng)在超高層整體結(jié)構(gòu)中占據(jù)主導(dǎo)地位,且國內(nèi)市場對厚板的需求一直保持增長趨勢,因此,如何控制厚板焊接質(zhì)量顯得愈發(fā)重要。
1. 工程概況
昆明春之眼商業(yè)中心項目鋼結(jié)構(gòu)工程位于昆明市東風(fēng)廣場工人文化宮以南,拓東路以北,盤龍江以東,北京路以西,周邊交通和市政設(shè)施較為成熟。本項目建筑面積達(dá)60.06萬m2,總重量約11萬t。地下室5層,埋深約23.1m,主要功能為酒店后勤、機(jī)電用房、停車場;主塔塔樓地上80層,建筑高度407m,主要使用功能為國際頂級寫字樓、國際一線頂級酒店、高端商業(yè)和公寓等,是一個集商務(wù)、購物、居住、觀光為一體的大型城市綜合體項目。主塔樓高度407m,建成后將是云貴高原多頻地震帶第一高樓。
主塔塔樓主體結(jié)構(gòu)采用巨柱鋼框架-核心筒體系。鋼結(jié)構(gòu)由筒外巨柱、外框鋼柱、樓層鋼梁、外框斜撐等組成外筒,由勁性鋼柱、連梁及鋼板剪力墻等組成內(nèi)筒,樓層采用鋼筋桁架組合樓板,其巨柱之間增設(shè)阻尼器增加地震作用下的能耗。構(gòu)件特性中巨柱由5邊形組成,內(nèi)設(shè)豎向分隔板,最大外截面707×4489×2880×2722×4811×100mm,
最厚鋼板100mm;外框圓管柱共計9根,隨樓層變化而斜度變化,其最大截面為 Φ2050×40mm;外框斜撐為箱型構(gòu)件,截面1400×1300×100mm;核心筒鋼柱主要為異型和H型鋼柱,典型截面為700×500×80×80mm 、H600×500×80×80mm;核心筒鋼板剪力墻通長布置,鋼板最厚為40mm。
2.焊接工藝
2.1材料特點(diǎn)
Q390鋼材綜合力學(xué)性能、焊接性能、冷熱加工性能和耐蝕性能均較好,C、D、E級鋼具有良好的低溫韌性。本工程厚板采用Q390GJC,Q390C是一種低合金高強(qiáng)度結(jié)構(gòu)鋼,抗拉強(qiáng)度σb為370~580MPa。
表1 ?化學(xué)成分
C Si Mn P S
≤0.2 ≤0.5 ≤1.7 ≤0.025 ≤0.02
Mo Cr Nb Ni Cu
≤0.1 ≤0.3 ≤0.1 ≤0.5 ≤0.3
碳當(dāng)量計算:國際焊接學(xué)會推薦的碳當(dāng)量公式CE(IIW)
公式(1) ? CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%)= 0.617%
2.2工藝準(zhǔn)備
施工前,對厚板焊接進(jìn)行前期工藝準(zhǔn)備,坡口形式采用單邊V型坡口。通過合理控制焊接間隙,鈍邊和坡口角度三個參數(shù),達(dá)到控制焊接質(zhì)量的效果。
2.2.1鈍邊和間隙
鈍邊是焊件開坡口時,沿焊件厚度方向未開坡口的端面部分。鈍邊的作用是防止根部燒穿,但鈍邊的尺寸又需保證第一層焊縫能焊透。鈍邊越大,越不易焊透,鈍邊越小或無鈍邊,打底焊越容易焊穿。
間隙是焊前在接頭根部之間預(yù)留的空隙。間隙的作用是在焊接打底焊道時,保證根部焊透。
鈍邊和間隙的尺寸能很好地配合,既可保證焊縫的焊透,又可避免燒穿、焊瘤和未焊透等缺陷。本工程根部間隙取6~8mm,鈍邊2mm。
圖1
2.2.2坡口角度
當(dāng)電流電壓一定的情況下,電弧的形狀不變,但會隨著坡口夾角的大小上下移動,不會發(fā)生左右的變化。很明顯,在電弧電壓不變的情況下,電弧熔化點(diǎn)到母材的距離相同。
坡口角度越小,電弧為保持原來形狀,電弧上移,電弧下坡口根部的距離就越大;反之,坡口角度越大,電弧為保持原來形狀,電弧下移,這個距離就越小。
由于電弧是由電壓控制,電弧長度與電壓成正比,隨著電壓的變化而變化。改變坡口角度,電弧所能到達(dá)坡口根部的距離明顯不同。
坡口角度達(dá)到45°時,雖能充分焊透,但焊絲填充量增加,未免浪費(fèi)材料。且施工周期增加明顯,恰到好處的坡口角度與達(dá)到理想焊縫質(zhì)量要求的坡口角度為35°~45°為宜。
3.厚板焊接質(zhì)量控制措施
3.1焊接方法
3.1.1CO2氣體保護(hù)焊
本工程焊接均采用二氧化碳?xì)怏w保護(hù)焊的焊接方法,二氧化碳?xì)怏w保護(hù)焊具有生產(chǎn)效率高、焊接成本低、焊接變形小、適用范圍廣、操作便捷等優(yōu)點(diǎn),常為施工現(xiàn)場焊接方法的首選。
3.1.2打底焊、填充焊、蓋面焊
打底焊:在厚板單面坡口對接焊時,為防止角變形或為為防止角變形或為防止自動焊時發(fā)生燒穿現(xiàn)象而先在接頭背面坡口根部所進(jìn)行的一條打底焊道的焊接 。
填充焊:主要的作用是焊口的金屬填充,在不影響焊口力學(xué)性能的條件下,要求盡快的填充效率和速度。
蓋面焊:指焊口最表面的一層焊層,要求成型美觀,均勻一致,無表面外觀缺陷,余高高度控制在0.5到3mm之間,與母材圓滑過渡。余高與母材過渡不好不但會造成應(yīng)力集中,且會影響防腐補(bǔ)口的密封。
針對本工程的厚板焊接,為了有效地保證焊接質(zhì)量,控制焊接變形,采用多層多道的焊接方法,針對65mm厚度以上的鋼板,采用打底焊一次,填充焊兩次,蓋面焊一次,完成焊接。
3.1.3分段退焊法
由于焊接時焊縫受熱,焊后焊縫又恢復(fù)常溫,在這個過程中由于熱脹冷縮的原理,焊接后一般會產(chǎn)生變形,變形的量和焊接的位置、焊接速度、焊縫熱量變化的速度均有關(guān)系。而采取分段焊接的方法是在焊接時可以減少較長焊縫的持續(xù)加熱時間,從而避免溫度過高引起變形;本工程施工前對三種分段焊接方法進(jìn)行分析。
圖2 ?分段退焊示意圖
圖3 ?分中段退焊法
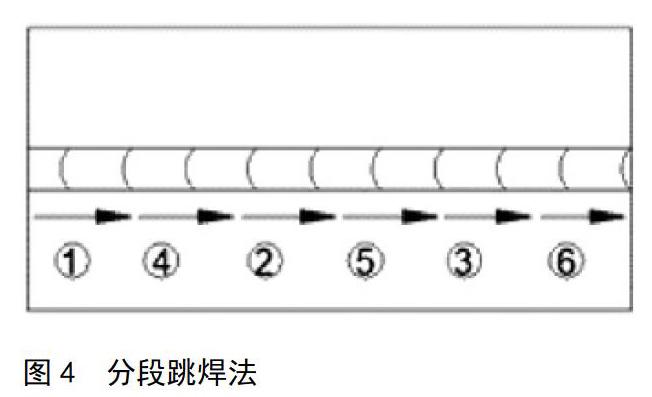
圖4 ?分段跳焊法
①分中段退焊法:它的優(yōu)點(diǎn)是中間散熱快,縮小焊縫兩端的溫度差。焊縫熱影響區(qū)的溫度不斷急劇增高,減少或避免了熱膨脹變形。這種方法特別適用于平焊和仰焊,橫焊一般不采用,立焊根本不能用。本工程存在大量對接立焊縫,因此,不予采用。
②分段退焊法:這種方法適用于各種空間位置的焊接。鋼材較厚,焊縫較長時都可以設(shè)擋弧板,多人同時焊接。其優(yōu)點(diǎn)是可以減小熱影響區(qū),避免變形。
③分段跳焊法:分段跳焊與分段退焊相似,但相較于分段退焊法可以分散焊縫熱量,更加利于應(yīng)力釋放,避免或減小變形。
通過分析以上三種焊接方法的優(yōu)缺點(diǎn)及綜合分析施工現(xiàn)場實(shí)際情況,本工程對厚板焊接采用分段跳焊的方法,每段距離約600mm。
3.2焊接電流和電弧電壓的選擇
焊接時流經(jīng)焊接回路的電流稱為焊接電流。焊接電流大小對焊條的熔化速度、母材熔深、焊縫內(nèi)在質(zhì)量、焊接接頭性能和生產(chǎn)效率均有重要影響。焊接電流太大,容易在母材金屬的兩側(cè)產(chǎn)生咬邊,甚至燒穿。焊接電流過小,則母材金屬未充分加熱,容易造成夾渣和未焊透等缺陷。焊接電流大,則熔深大,焊接電流小,則熔深小。且厚板焊接過程中,電流過大,焊后構(gòu)件變形明顯,因此,合理的選用電流參數(shù)對質(zhì)量控制效果明顯。
電弧電壓即焊接電壓,焊接電壓是決定熔寬的主要因素, 電弧電壓增大后,電弧功率加大,工件熱輸入有所增大,同時弧長拉長,分布半徑增大,因而熔深略有減小而熔寬增大。余高減小,這時因為熔寬增大,焊絲熔化量卻稍有減小所致。焊接電壓過大時,焊劑熔化量增加,電弧不穩(wěn),嚴(yán)重時會產(chǎn)生咬邊和氣孔等缺陷。焊接電壓過低時,電弧引燃困難,焊接過程不穩(wěn)定。只有電弧電壓與焊接電流較好的匹配,才能獲得較好的焊接過程,并且飛濺小,焊縫成型好。
本工程焊接電流、電壓參數(shù)選用見表2。
3.3焊接速度的選擇
焊接速度:單位時間內(nèi)完成的焊縫長度稱為焊接速度。
如果焊接速度過快,熔池溫度不夠,易造成未焊透、未熔合、焊縫成型不良等缺陷。如果焊接速度過慢,使高溫停留時間增長,熱影響區(qū)寬度增加,焊接接頭的晶粒變粗,機(jī)械性能降低,同時使變形量增大。通過大量試驗,焊接速度控制在30~35cm/min為宜。
3.4焊絲伸長度的選擇
干伸長度對焊機(jī)輸出的實(shí)際電流有很大影響,在焊接過程當(dāng)中,當(dāng)干伸長度大時,焊絲的電阻增大,實(shí)際電流減少所以很容易在送絲速度不變的情況下,出現(xiàn)熔深變淺,甚至根部未焊透。由于電阻增大,焊絲會因過熱而成段熔化,金屬飛濺嚴(yán)重,焊縫被空氣侵入形成氣孔缺陷幾率增大。當(dāng)干伸長度小時,焊絲的電阻減小,實(shí)際電流就增大,噴嘴與工件的距離縮短,會造成焊縫過高,成形不良,并且使得導(dǎo)電嘴過熱,燒壞導(dǎo)電嘴,造成焊絲堵死,還有造成的飛濺物粘住或堵住噴嘴,影響氣體流通,從而造成焊接有氣孔。
通常情況下,焊絲伸長距離宜為焊絲直徑的10倍,即伸長度取12mm。
3.5氣體流量
在焊接電流較大,焊接速度較大,焊絲伸出較長及室外作業(yè)等情況下,氣體流量要適當(dāng)增加,以使保護(hù)氣體達(dá)到足夠的挺度,提高其抗干擾的能力。當(dāng)氣體流量過大時,對焊縫熔池的吹力增加,冷卻作用加強(qiáng),會形成紊亂氣流,破壞氣體保護(hù),使焊縫產(chǎn)生氣孔等缺陷。因此合理控制氣體流量的速度可保證焊接后的質(zhì)量,本工程焊接過程氣體流量控制在15~20L/min。
3.6預(yù)熱溫度與層間溫度控制
碳當(dāng)量>0.5%時,鋼材的淬硬傾向增大,硬度增加,鋼材焊接熱影響區(qū)就容易產(chǎn)生冷裂紋。因此正式焊接工作開始前,對厚鋼板的焊縫區(qū)要進(jìn)行預(yù)熱,焊接時,由于局部的激熱速冷,預(yù)熱可緩解焊接區(qū)激熱,速冷的過程,減少焊接過程的收縮應(yīng)力,同時,可以排除焊接區(qū)的水分和濕氣。
本工程預(yù)熱采用電加熱或火焰加熱,通過火焰加熱預(yù)熱時,需保證焊道兩側(cè)各100mm范圍內(nèi)均勻加熱,預(yù)熱溫度控制在80℃~120℃為宜。
層間溫度是多道焊縫及母材在施焊下一焊道之前的瞬時最高溫度,層間溫度過高會引起熱影響區(qū)晶粒粗大,使焊縫強(qiáng)度及低溫沖擊韌性下降。如低于預(yù)熱溫度則可能在焊接過程中產(chǎn)生裂紋。本工程的層間溫度控制在120℃~250℃。
溫度的監(jiān)測采用紅外線激光測溫儀,測溫時,激光點(diǎn)應(yīng)在焊縫兩側(cè)100mm處。
3.7焊接過程約束措施
厚板焊接過程中,除需控制合理的焊接參數(shù),考慮理論數(shù)據(jù)與實(shí)際操作的差異,仍需增加外部物理約束措施。
本工程厚板均采用單邊V型坡口,在坡口正面兩端處增加兩塊約束鋼板,在坡口背面每600m設(shè)置一道約束鋼板,減少坡口側(cè)焊接接頭數(shù)量,約束板的規(guī)格300×150×20mm。大量試驗明,焊接冷卻過程中外部約束板對焊縫附近的塑性變形區(qū)的收縮等效于反向拉伸,可減小殘余應(yīng)力應(yīng)變, 采用合理的約束板布置可以有效的控制撓度變形與鼓曲度變形。
4.分析及總結(jié)分
本工程100mm厚板對接焊縫均為一級焊縫,經(jīng)超聲波無損檢測探傷,一次探傷合格率均為99.5%,經(jīng)一次返修后,合格率達(dá)到100%。
通過焊前充分準(zhǔn)備及大量實(shí)驗結(jié)果表明,調(diào)節(jié)C02氣體保護(hù)焊相關(guān)焊接參數(shù),及合理的設(shè)置焊接前的約束措施,可有效的控制厚板焊接引起的整體變形,且大大提高了勞動生產(chǎn)率,降低了成本,取得了較好的經(jīng)濟(jì)效益。同時也為類似工程提供了寶貴的經(jīng)驗,可大力推廣。
參考文獻(xiàn)
[1] 鋼結(jié)構(gòu)焊接規(guī)范(GB50661-2011)
[2] 張耀林,李可軍等.高建鋼及厚板在天津高銀117大廈項目中的應(yīng)用.建筑技術(shù)開發(fā),2015.
[3] 龔雪群.Q390厚板的CO2氣保焊全熔透焊接技術(shù)的應(yīng)用.焊接技術(shù),2007.
[4] 許宏.高層鋼結(jié)構(gòu)厚板焊接質(zhì)量控制管理.江西建材,2016.
(作者單位:中建二局安裝工程有限公司)
【中圖分類號】TU391
【文獻(xiàn)標(biāo)識碼】A
【文章編號】1671-3362(2019)12-0049-03
猜你喜歡
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:10:58
石油化工建設(shè)(2018年1期)2018-07-10 09:49:50
電站輔機(jī)(2017年3期)2018-01-31 01:46:40
中國公路(2017年15期)2017-10-16 01:31:54
物流技術(shù)與應(yīng)用(2017年3期)2017-05-17 05:29:07
發(fā)明與創(chuàng)新(2016年33期)2016-08-21 13:22:16
中國工程咨詢(2016年4期)2016-02-14 07:28:44