CO2激光切割亞克力板材的應用研究
2018-12-29 06:36:24曾俊皓
機械工程師 2018年1期
曾俊皓
(華南理工大學廣州學院,廣州 510800)
CO2激光切割亞克力板材的應用研究
曾俊皓
(華南理工大學廣州學院,廣州 510800)
激光切割由于切口光滑、速度快、精度高、能一次成型、無需二次加工,節約了大量的時間和工序流程,CO2激光器切割非金屬板材得到了廣泛的應用,再配合亞克力板的優良激光切割特性,可以快速地實現從圖樣設計到原型機制造。文中從實踐中出發,通過介紹優化亞克力零件的結構設計、提高激光切割下料利用率、選擇專用的亞克力膠水、亞克力板的切割參數設置、切割后亞克力邊角料重用、激光切割亞克力板制造原型機在大學生競賽和項目的良好效果等應用,給廣大工程人員提供一定的參考。
CO2激光切割;亞克力板;應用
0 引言
激光切割以其切割材料范圍廣、切割速度快、切縫窄、切割質量好、熱影響區小、加工柔性大等優點在現代工業中得到了廣泛的應用,激光切割技術也成為激光加工技術中最為成熟的技術之一。在中低型功率的切割機上,CO2激光器更是占了絕大部分的份額。
亞克力板就是聚甲基丙烯酸甲酯板材,也叫PMMA(Polymeric Methyl Methacrylate),它是一種可塑性高的分子材料,具有較好的透明性、化學穩定性和耐候性,易染色、易加工、外觀優美,激光切割性能優異。
筆者在指導本科生參加機械類競賽和項目實踐中體會到,想要快速地把圖樣中所設計的機構制作成實物原型機,可以采用以下的方法:設計圖樣的時候全部采取板材拼接的形式,用計算機平面軟件按照不同的板材厚度排版,把排版好的圖樣輸入到CO2激光切割機中,切割不同厚度的亞克力板,然后把切割出來的亞克力板零件通過粘接或者螺栓連接的形式裝配起來,就可以制造出一個原型機了。這種方法與傳統的機械加工(車、銑、刨、磨、鉆等)相比,大大縮短了原型機的制造時間,而且方便易用。本文介紹了CO2激光切割亞克力板材的方法與應用。
1 用于激光切割的亞克力零件結構設計
1)對于需要拼接的零件邊緣,設計成凹凸鋸齒狀,便于拼接時定位和擴大粘貼接觸的面積,如圖1所示。
2)常用于做結構件的亞克力板厚為3 mm、5 mm、6 mm、8 mm、10 mm、12 mm。推薦盡量使用厚度為3 mm和6 mm的亞克力板來完成設計,適當增加肋板支撐來提高原型機的剛度(如圖2所示),而不是只通過增加亞克力板材的厚度來增加剛度,避免材料浪費。厚度為3 mm和6 mm的亞克力板的性價比較高,而且板材越厚自重也越大,有時候選擇過厚的板材會因為自重過大,反而降低了原型機的剛度。
3)在零件中設計圓孔的時候,圓孔直徑d推薦值為

式中,D為板材厚度,D≤12 mm。
如果圓孔設計得太小,而板厚又較大時,圓孔的切割質量就會比較差。用最大輸出功率為120 W的CO2激光器,在厚度為12 mm的亞克力板上切割直徑為3 mm的孔,在不斷調整切割速度和切割能量后,都不能取得滿意的切割質量,出現了圓孔變形、圓孔底部出現熔融物等問題,把圓孔直徑擴大到10 mm時就能取得較滿意的切割質量。出現這種現象的原因,是因為在激光切割的過程中,激光能量是從板材的上表面傳遞到底部的,當板材比較薄的時候,能量的傳遞比較迅速,位于板材上表面和底部的材料都能夠幾乎同時地吸收足夠的能量而瞬間汽化;當板材比較厚又要切割小孔的時候,位于板材上表面的材料有足夠的能量可以直接汽化,但是位于底部板材吸收能量的時間要比上表面的長,再加上切割小孔導致熱量堆積在局部小范圍中,底部的亞克力沒來得及汽化,而是液化了,就成為熔融物并留在底部的邊緣。
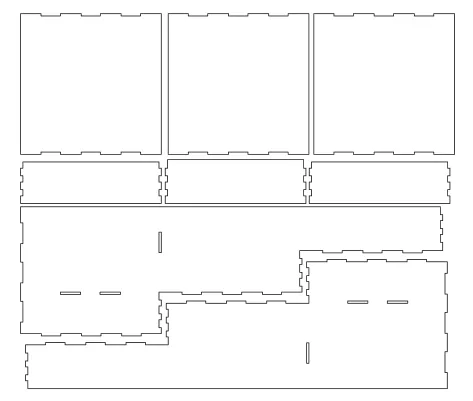
圖1 凹凸鋸齒狀排版便于拼接

圖2
2 激光切割前對圖樣進行排版優化,提高亞克力板材下料利用率
1)零件之間的距離盡可能窄,爭取在一個幅面內盡可能地多排版零件,但是零件之間又不能排得過于緊密,否則激光切割時候的熱影響區會影響臨近待切割的零件。零件之間的距離L推薦值為

式中:D為板材厚度,D≤12 mm;k取值范圍是0.25~0.5,k值的取值隨著板材增加而變小,根據具體的切割情況來調整。
一般板材為3 mm的板,零件之間的距離為1.5 mm較為合適,如圖3所示。
2)小零件與大零件放在一起套料切割。在原型機的制造中,肯定有大小不一的零件。由于零件自身的特點,許多大零件的內部需要去掉材料的,如果將小零件盡可能地套在大零件要切去的地方進行切割,可大大提高亞克力板的利用率。如圖3所示。
3)當切割非常規則的零件時候,如矩形、三角形等,可以采取共線排版,讓零件邊緣之間共享一條線,切割的時候只需要走刀一次,就能夠同時切割兩條邊,減少走刀次數,也使得零件之間的距離減少到零,達到節省材料、節省加工時間的效果。如圖4所示。但是共線排版也有自身的缺點,就是隨著切割板材厚度的增加,會導致切割質量的下降,這是因為隨著板厚的增加,切縫寬度會增加。這里推薦的能做共線排版的板厚≤6 mm。

圖3 密集的排版和小零件嵌套在大零件中切割

圖4 共線排版
3 亞克力板的切割參數設置
對于切割參數的設置,主要就是兩個:切割速度,切割能量。這兩者需要配合好才能夠產生好的切割質量。激光切割能夠把亞克力板切割穿透,就是在單位時間內板材吸收了足夠的能量從而汽化,所有這兩個參數的配合大體有以下兩種思路:1)低切割功率,慢切割速度;2)高切割功率,高切割速度。如果采取第一種切割思路,板材是可以切割穿的,但是采取這種切割參數的時候,會導致熱量在局部聚集時間過長,導致熱影響區增大,切割質量不好,亞克力板上容易產生熔融物。所以這里推薦第二種切割思路,在切割機的功率允許下,盡可能地把切割功率調到最高(由于各個廠家生產的激光發生器的最可允許值都不一樣,參照廠家提供的建議值為準),再調節切割速度,從高速度開始嘗試切割,過快的速度不能切穿板材,調節到能切割穿板材的為好。
4 用于亞克力板材粘接的膠水選擇
切割出來的亞克力板零件,一般是通過膠水來粘接在一起從而形成裝配體。市面上可以選擇的膠水非常多,這里推薦使用亞克力專用膠水,而不是使用萬能型的502膠或AB膠等。亞克力專用膠水所用的是溶劑型黏合劑,其粘接原理是依靠腐蝕亞克力表面使二表面熔接在一起,所以此種膠水粘接后的粘接面是非常牢固的。選擇好合適的亞克力板粘接膠水很重要,因為切割出來的零件大部分都是依靠膠水粘接在一起的,如果粘接強度差就會影響整個構件的強度。
5 切割后亞克力板邊角料的回收與重用
每次激光切割加工完后,剩下的邊角料要及時回收和整理,以便下次加工時候能夠重用。亞克力板材除了有透明之外,還有其他不同的顏色,所以邊角料可以按照板材厚度和顏色來做不同的歸類擺放。擺放的時候要注意板材的平放,不要倚靠墻邊斜放,否則會因為板材自身重力而導致板材彎曲,影響切割加工質量。而且邊角料必須和完整的板材擺放在同一個區域,下次加工的時候要求優先考慮領取邊角料,以增加邊角料的重用率。
6 激光切割亞克力板制造原型機在大學生競賽和項目中取得良好效果
筆者指導大學生參加機械類競賽時,發現使用激光切割亞克力板制造原型機是個很好的方法,學生能較好較快地掌握激光切割的方法和技巧,加工難度比傳統的機械加工要低,加工速度快,大大縮短了原型機的制造時間,方便易用。特別對于大一的機械類專業的學生,許多積極踴躍的學生都會參加各種校內外的競賽和項目,他們自己有許多好的想法和點子,計算機三維建模設計之后希望能夠物化,使設計成為實物,那就需要加工,要他們在短時間內掌握各種傳統機械加工機床是不太可能的,但是掌握使用激光切割機就比較適合了。最主要的是學生快速做出實物之后,能有很大的自我滿足感,給予了他們很大的鼓勵,也促進了他們在競賽中走得更遠,走得更好。而且操作激光切割機床的危險性也較低,也很適合在大專院校推廣使用。
激光切割亞克力板所制造原型機在大部分情況下強度是足夠的,可以滿足競賽的要求,經過若干次設計優化迭代之后,亞克力板拼接起來的機構可以直接作為競賽的正式作品來參賽。如果亞克力板的強度不足夠,可以在快速制造原型機驗證功能之后,重新用金屬或其他材料去制造最終的參賽作品,可以達到更好的效果。激光切割亞克力板制造的原型機,無論是否最終以這種結構形式作為參賽的正式作品,在設計加速過程中都起了很大的作用。
7 結語
激光切割由于切口光滑、速度快,精度高,能一次成型,無需二次加工,節約了大量的時間和工序流程,再配合亞克力板的優良激光切割特性,可以快速地從圖樣設計到制造原型機。本文通過介紹優化亞克力零件的結構設計、提高激光切割下料利用率、選擇專用的亞克力膠水、切割后亞克力邊角料重用、激光切割亞克力板制造原型機在大學生競賽和項目的良好效果等應用,給廣大工程人員提供一定的參考。
[1] 張小康,周建忠,葉云霞.激光加工技術[M].北京:化學工業出版社,2004.
[2] 趙紅艷,董自強,王燕.關于提高機車激光切割下料鋼板利用率工藝研究[J].機械工程師,2012(1):114-115.
[3] 余震,繆憲文,文藝,等.采用CO2激光器進行激光雕刻工藝研究[J].機械工程師,2006(6):41-43.
[4] 崔承云,崔熙貴,石貴峰.激光雕刻非金屬固體材料的表面形貌[J].紅外與激光工程,2014(12):3932-3936.
[5] 余嵩.淺談激光切割板材技術[J].裝備制造,2014(增刊2):37,40.
[6] 史麗雯,馬玉祥,王選遙.淺談三維模型技術在數字解剖模型中的應用[J].數字技術與應用,2014(4):229.
[7] 李日步.低碳鋼厚板CO2激光切割工藝研究[D].武漢:華中科技大學,2013.
[8] 王星罡,周明,狄建科,等.CO2激光切割電子強化玻璃過程的有限元模擬與實驗[J].激光與光電子學進展,2012(9):113-118.
[9] 華建民,匡余華.高功率工業CO2激光切割工藝技術參數分析[J].南京工業職業技術學院學報,2011(4):11-13.
[10] 李大生,陳文,田新紅.不銹鋼板的CO2激光切割工藝研究[J].機械工程師,2011(4):23-25.
[11]冉險生,林立.產品設計中同步建模技術與傳統建模技術的對比分析[J].制造技術與機床,2010(6):69-72.
[12] 司立眾.大功率CO2激光切割國產化關鍵技術研究[D].南京:南京理工大學,2009.
[13]謝小柱,魏昕,胡偉.CO2激光切割模切板的表面質量[J].激光技術,2009(1):71-73.
[14] 焦俊科,王新兵,李又平.雙束CO2激光切割玻璃的實驗研究[J].中國激光,2008(11):1808-1812.
[15] 鄧前松,唐霞輝,秦應雄,等.中厚鋼板小圓孔的高功率CO2激光切割工藝研究[J].激光技術,2008(5):554-557.
[16] 謝小柱,李力鈞,方石銀,等.中低功率CO2激光切割非金屬板材[J].光電子·激光,2005(2):236-239.
[17] 崔懷洋,陳鎧,左鐵釧.適于鍍鋅鋼板激光焊接的CO2激光切割[J].焊接學報,2004(6):107-110,133,134.
[18]張飛霞.CO2激光切割的參數優化[J].新技術新工藝,2003(1):31-32.
[19]楊國云.CO2激光切割非金屬材料工藝分析[J].激光雜志,1988(3):162-166.
[20] 楊銘.數控CO2激光切割加工機的研制[J].中國機械工程,1987(4):44.
[21] 陳傳梁.大功率CO2激光切割技術的發展[C]//第五屆全國電加工學術年會論文集(特種加工篇與綜合性論文篇).北京:中國機械工程學會電加工學會,1986:11.
[22] 佚名.CO2激光切割玻璃杯[J].復旦學報(自然科學版),1976(增刊1):197-200.
Study on the Application of CO2Laser in Cutting Acrylic Sheet
ZENG Junhao
(Guangzhou College ofSouth China UniversityofTechnology,Guangzhou 510800,China)
Laser cutting has a wide range of applications because of its smooth notch,high speed and high precision process.It can realize one-step forming which can save a lot of time and process flow.So CO2laser is widely used to cut non-metallic sheet.Excellent laser cutting characteristics of acrylic sheet can shorten the processing time from design to prototype manufacturing.This paper introduces the optimal design of the acrylic parts structure to improve the utilization rate of laser cutting.The special acrylic glue and acrylic plate cutting parameters are selected.After cutting,the acrylic scrap is reused.Laser cutting acrylic board manufacturing prototypes are used in college students competitions,and the project works well.This provides a certain reference for engineers.
CO2laser cutting;acrylic sheet;application
TG 665
A
1002-2333(2018)01-0112-03
(編輯立 明)
曾俊皓(1990—),男,工程碩士,助理實驗師,主要從事機械工程及自動化技術的實踐教學。
2017-04-25