稻殼清潔化處理技術在白酒生產中的應用
2018-12-28 08:19:56張煜行李澤霞姚紅梅倪靖岳程宗志李蘇蕊安惠玲
釀酒科技 2018年12期
張煜行 ,李澤霞 ,王 豹 ,姚紅梅 ,倪靖岳 ,程宗志 ,李蘇蕊 ,安惠玲
(1.河北省固態發酵釀酒產業技術研究院,河北衡水053000; 2.河北衡水老白干酒業股份有限公司,河北衡水053000)
稻殼是稻米谷粒的外殼,是白酒生產普遍使用的優良輔料。利用其穩定的纖維結構、不參與或干擾微生物發酵活動的物性[1],在發酵過程中起到調整酒醅中的淀粉濃度、沖淡酸度、吸收酒精、保持漿水的疏松和填充作用,創造微氧環境,進而保障出酒率和酒質。在蒸餾過程中,稻殼使酒醅有適宜的疏松度,利于甑桶蒸餾效能的發揮,使發酵產生的乙醇和數百種微量香味成分得到理想的提取效果[2]。
釀酒過程中稻殼用量為投料量的20%~25%,由于稻殼容重僅為(粉碎)高粱的1/5.4,所以投入酒醅中的體積很大,檢測發現稻殼中含有一定數量的雜質、大量雜菌且帶有不同程度的異雜味,會嚴重影響酒的質量和產量。傳統工藝中,酒廠都采用平房倉儲存稻殼,庫房占地面積大,稻殼出、入庫塵土飛揚,撒漏嚴重,工人操作環境惡劣,勞動強度大、生產效率低,很難實現自動化作業,稻殼使用時只做簡單的清蒸處理,稻殼中的雜物也一并進入到酒醅中,會影響白酒質量。
為了從根本上解決問題,衡水老白干酒業公司研發了一套集稻殼除雜、儲存、清蒸等環節為一體的系統裝置,實現了機械化操作、自動化控制的生產方式,替代傳統方法對稻殼進行集中預處理,保證了稻殼的潔凈程度,提高了原酒質量,降低了生產成本,改善了工作環境,經濟和社會效益顯著,對促進行業科技發展有十分重要的意義。
1 材料與方法
1.1 材料
原料:稻殼。
設備:稻殼收儲、除雜除塵、清蒸、輸送一體化處理系統。
1.2 試驗方法
1.2.1 稻殼中雜質分析
稻殼中雜質含量檢測依據衡水老白干酒業股份有限公司《稻殼質量標準》Q/HJ.J 02.003—2009進行分析,稻殼密度檢測參照GB/T 5494—2008[3]。
1.2.2 稻殼中微生物分析
稻殼中微生物檢測采用平板菌落計數法,即將樣品經一系列梯度稀釋后與培養基混合制成平板,經過培養進行菌落計數。
1.2.3 釀酒試驗
在衡水老白干酒業公司選相同生產工藝的不同班組進行連續生產對比試驗,在試驗組使用清潔化處理的稻殼,在對照組使用傳統清蒸的稻殼(兩種稻殼的清蒸時間一樣),分別取原酒進行理化指標、微量成分、感官品評分析。
1.2.4 原酒感官品評
依據衡水老白干酒業股份有限公司《酒水質量控制標準》Q/HJ.J 04.005—2009對釀酒試驗班組所產原酒進行品評分析,為保證品評效果,請國家評委和省評委組成品評小組,見表1。
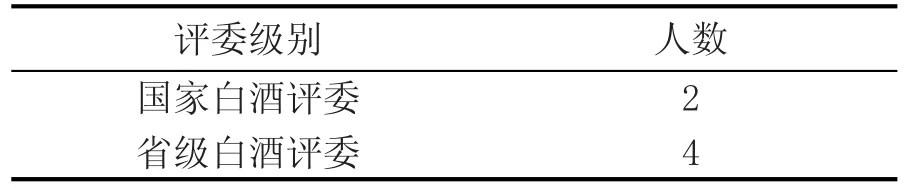
表1 原酒品評評委列表
1.2.5 原酒檢測分析
依據GB/T 10345—2007《白酒分析方法》檢測酒中總酸、總酯、微量成分。
氣相色譜儀:安捷倫7820A,色譜條件:載氣(高純氮),流速0.5 mL/min,分流比50∶1,尾吹20 mL/min;氫氣,流速40 mL/min;空氣,流速400 mL/min;檢測器溫度220℃;進樣器溫度220℃;柱溫,起始溫度60℃,恒溫3 min,以3.5℃/min程序升溫至180℃,保持10 min[4]。
2 結果與分析
2.1 色澤、外觀、氣味
對進廠稻殼、傳統清蒸稻殼和經過清潔化處理稻殼的色澤、外觀、氣味進行對比,結果見表2。
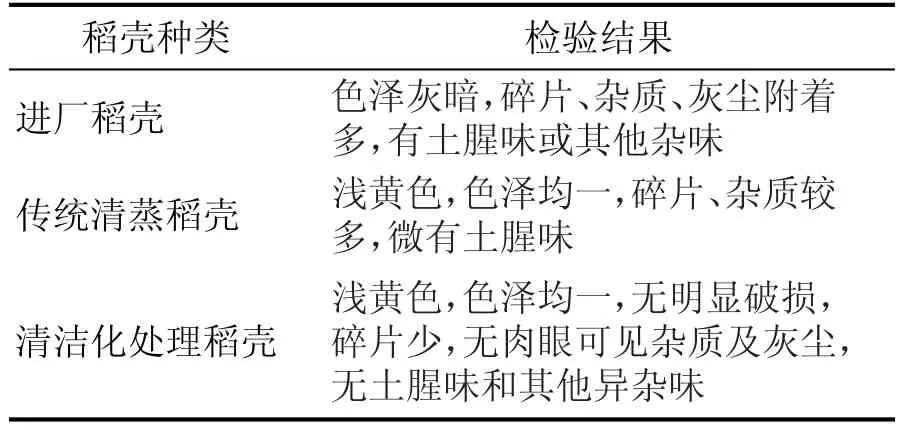
表2 稻殼色澤、外觀、氣味檢測比較
2.2 雜質檢驗分析
稻殼是稻谷加工的副產物,其質量不被人重視,礱谷后隨意堆放增加了雜質進入,稻殼中有一定數量的土、砂、稻草、麻繩頭、玻璃繩等雜質。以2017年采購稻殼檢驗結果為例,對比進廠稻殼、傳統清蒸稻殼和清潔化處理稻殼雜質,檢驗結果見圖1。
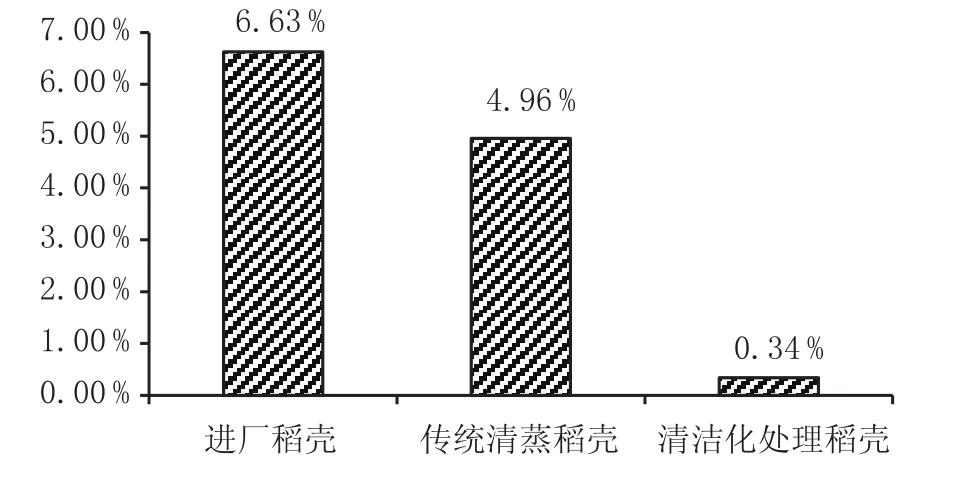
圖1 稻殼雜質檢驗結果
傳統清蒸稻殼的方法,不經除雜處理,土、砂、稻草、麻繩頭、玻璃繩等大小雜質還在其中,而經過除雜再清蒸的清潔化稻殼中這些雜質除掉了90%以上,肉眼觀察沒有可見雜質,稻殼的蓬松度也增大。
2.3 稻殼中微生物檢測
經檢測,稻殼中含有大量的微生物,細菌以金黃色葡萄球菌為主,該細菌耐受青霉素能力較強,為典型致病菌;霉菌主要以青霉、黃曲霉為主,還有少量的黑曲霉、梨頭霉等;酵母菌主要是以不產酒精和不產酯酵母為主[5]。進一步檢測發現這些雜菌有很多存在于雜質中,說明了通過有效的除雜方法可以去除掉大部分的雜菌。結果見表3。
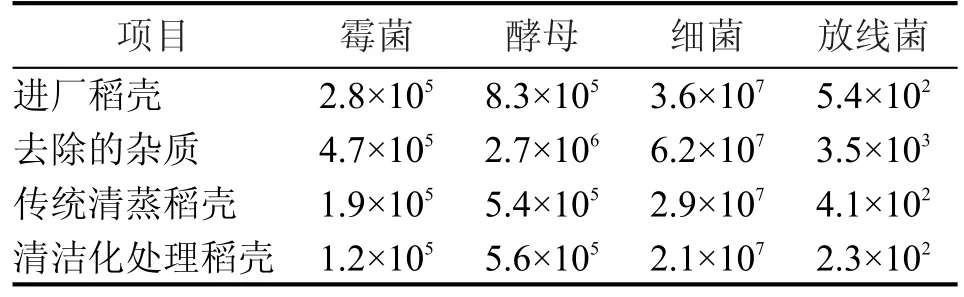
表3 不同狀態稻殼中雜菌檢測結果 (CFU/g)
2.4 原酒品評結果
白酒品評是判斷酒質優劣的重要檢測技術,具有快速、準確的特點,到目前為止,還不能被分析儀器所替代[6]。由公司的2名國家評委和4名省評委組成原酒質量鑒評小組,對試驗組和對照組的118個酒樣進行品評分析,品評結果見表4。由表4可知,使用清潔稻殼所產原酒具有醇厚干凈,糠味、土腥味、澀味、霉味等異雜味小的共性特點,其質量普遍優于對照酒樣,實驗組原酒質量評分比對照組高11.64%。
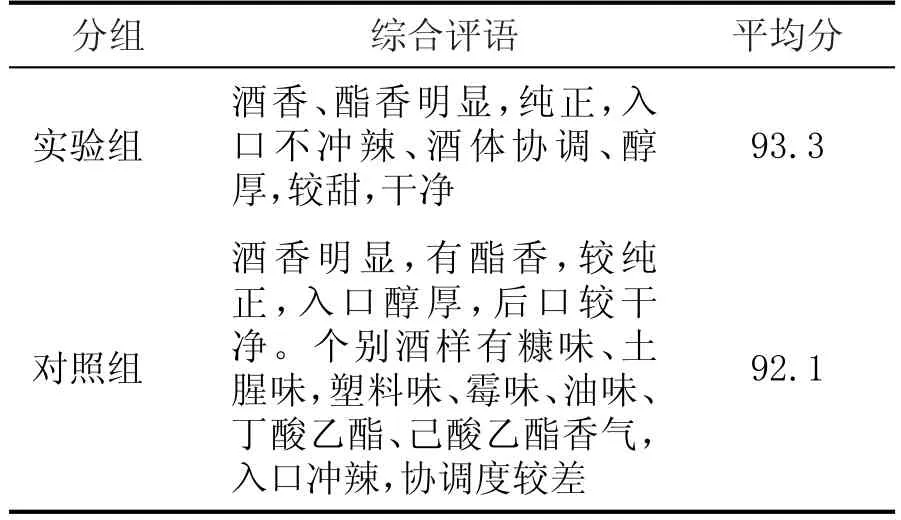
表4 原酒特征評語
進一步分析實驗組和對照組酒樣的質量差別,發現主要表現在放香的純正度、入口柔和度、酒體協調度、醇厚度、后口干凈程度5個方面,對這5個分項的評分進行了系統性分析,結果見圖2。
稻殼清潔化處理新技術在衡水老白干酒業公司全面推廣以后,對一個廠區應用清潔稻殼與傳統釀酒生產前后各10個月的原酒質量進行了對比,見表5。需要說明一點,除了稻殼質量不同之外,無其他差別。
以上數據表明,經過清潔化處理的稻殼應用于釀酒生產,可明顯提高原酒質量,尤其利于保持原酒醇厚、豐滿、干凈的特點;未經過清理的稻殼其攜帶的雜質會將土腥味、澀味等雜味帶入酒醅,進而帶入原酒中,影響原酒質量。清潔稻殼疏松度好、密度低,疏松和填充作用更顯著,因此可以減少稻殼用量,進一步降低原酒中的糠味[7]。
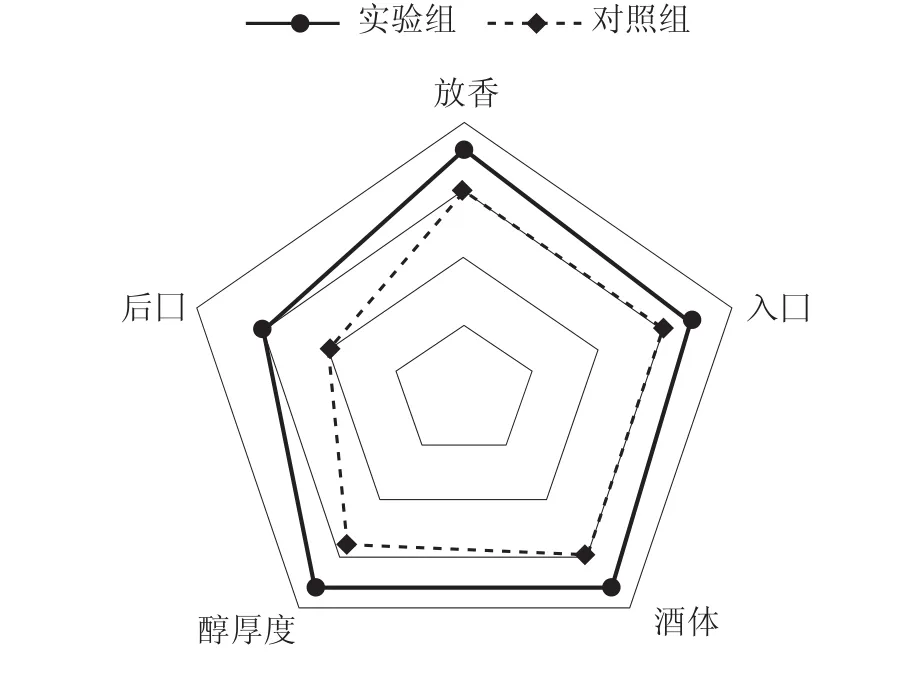
圖2 稻殼質量對原酒品質影響比較

表5 使用清潔稻殼前后原酒質量統計
2.5 原酒微量成分分析
中國白酒以醇甜、酯香為主要特點,輔以眾多的酸類、醛酮類及其他物質,分析原酒中的微量成分可在很大程度上揭示發酵過程中微生物的代謝狀況及原酒質量狀況[8]。
檢測分析發現,應用兩種不同稻殼所產原酒的乙酸乙酯、乳酸乙酯、總酸、總酯含量均有所差異,使用清潔稻殼,原酒中微量成分含量均有所提高,其中乙酸乙酯提高8.53%,乳酸乙酯提高7.29%,總酸提高6.76%,總酯提高8.96%,見圖3。
以上差別,應該與糧醅發酵過程中稻殼帶來的雜菌、雜質等因素相關,清潔稻殼攜帶雜菌少,可有效降低雜菌生長和減少對功能菌正常生長的影響,保證功能菌生長繁殖所需的資源,利于形成功能菌的群體優勢[9],從而提高了衡水老白干原酒中乙酸乙酯、乳酸乙酯、總酸、總酯含量和酒體的干凈程度[10],也利于提高原料的有效利用。
3 結論
衡水老白干酒業公司開發的稻殼清潔化處理系統可以高效去除稻殼中的雜質,直接去除雜質中攜帶的大量金黃色葡萄球菌、黃曲霉、青霉等釀酒有害菌和土腥味、霉味等異雜味,有效地提高了稻殼的質量。清潔稻殼應用于衡水老白干酒業公司兩種生產工藝,原酒的優級率分別提高2.63%和1.56%,主要香味成分乙酸乙酯提高8.53%,乳酸乙酯提高7.29%,總酸提高6.76%,總酯提高8.96%。

圖3 原酒微量成分分析
應用該套系統,減少操作工14人,年節約蒸汽14900 t,耗電增加39.5萬度,合計年可節支450萬元以上,經濟效益顯著;全過程實現了操作工和稻殼的隔離,從根本上改善了工人的工作環境,優化了稻殼儲存環境,杜絕了揚塵污染和散落,實現了生產環境友好。
稻殼清潔化處理新工藝,大大降低了工人勞動強度,顯著提高了生產效率,提高了傳統固態白酒釀造生產的機械化、自動化、標準化程度,具有創新性和示范性,對于推動行業技術進步有一定意義。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
產品可靠性報告(2017年7期)2017-09-05 09:49:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12