核電機組堆內構件螺栓斷裂事故分析與改進研究
2018-12-28 06:08:22王慶田胡朝威吳水潔
中國核電 2018年4期
王慶田,胡朝威,李 燕,張 翼,李 浩,吳水潔,陳 忻
(中國核動力研究設計院 核反應堆系統設計技術重點實驗室,四川 成都 610041)
堆內構件是指反應堆壓力容器內除燃料組件及其相關組件、堆芯測量、輻照樣品監督管和隔熱套組件以外的所有堆芯支承構件和堆內結構件,安全等級為LS級,抗震類別為Ⅱ類,質量保證分級為Q1級。堆內構件分為上部堆內構件(含控制棒導向筒,對于 “華龍一號”、歐洲先進壓水堆EPR和AP1000堆型,還包括儀表套管組件)、下部堆內構件、壓緊彈簧和緊固件。堆內構件零部件多達上萬個,焊縫一萬三千余處,焊點近兩萬余處,現場焊點也多達兩千多處。由于緊固件多次在運行過程中出現事故,因此其原材料設計、防松措施等一直備受關注,現在廣泛采用的鎖緊帽和鎖緊桿點焊防松措施效果良好。
陽江核電站2號機組在熱態功能試驗期間出現的螺栓斷裂事故,導致包括蒸汽發生器、壓力容器筒體與下封頭、三個主管道回路、主泵和堆內構件多個零部件在內的一回路系統出現不同程度的劃痕、凹痕和磕碰損傷,其中蒸汽發生器一次側熱端水室出現大面積損傷,單點最大損傷深度為0.8 mm。此外,監察還發現SG1一次側熱段水室約有80%的傳熱管口密封焊存在不同程度的損傷,SG3一次側熱段水室的4474根傳熱管口密封焊幾乎均存在不同程度的損傷。損傷返修和后續處理前后共經歷半年之久,造成了較大的人力財力和物力損失。本文通過分析螺栓斷裂產生的原因,并從設計上和質量保證等方面提出了相應的改進措施。
1 螺栓斷裂及其造成的損傷
陽江核電站2號機組在熱態功能試驗期間,松動部件和振動監測系統 (KIR)先后監測到3號和1號蒸汽發生器 (SG3/SG1)出現振動報警信號,于是終止了熱態試驗。經過對3臺蒸汽發生器內部檢查,在SG1、SG3一次側熱端水室分別發現3個異物和2個異物,同時發現SG1和SG3一次側熱端水室的分隔板、管板密封焊縫、水室下封頭內表面堆焊層均有不同程度的撞擊痕跡。對壓力容器開蓋后的監察發現,下部堆內構件二次支承與儀表套管中L9位置I型儀表套管與小柵格板連接的4顆螺栓中缺失了2顆,位置為135°和225°方向,脫落的螺栓和鎖緊帽分別在蒸汽發生器熱端水室和控制棒導向筒內發現。其中,兩個螺栓已經在螺紋頭部和螺桿部位斷裂,鎖緊帽也沿著鎖緊壁撕裂。
為了評估螺栓斷裂以及鎖緊帽撕裂脫落對一回路設備造成的影響,確保一回路設備的完好無損且不影響其正常使用功能,對一回路設備進行了全面檢查,包括蒸汽發生器、壓力容器筒體與下封頭、三個主管道回路、主泵和堆內構件多個零部件在內的設備受損,受損情況如下。
1)蒸汽發生器的受損情況較為嚴重,如表1所示。
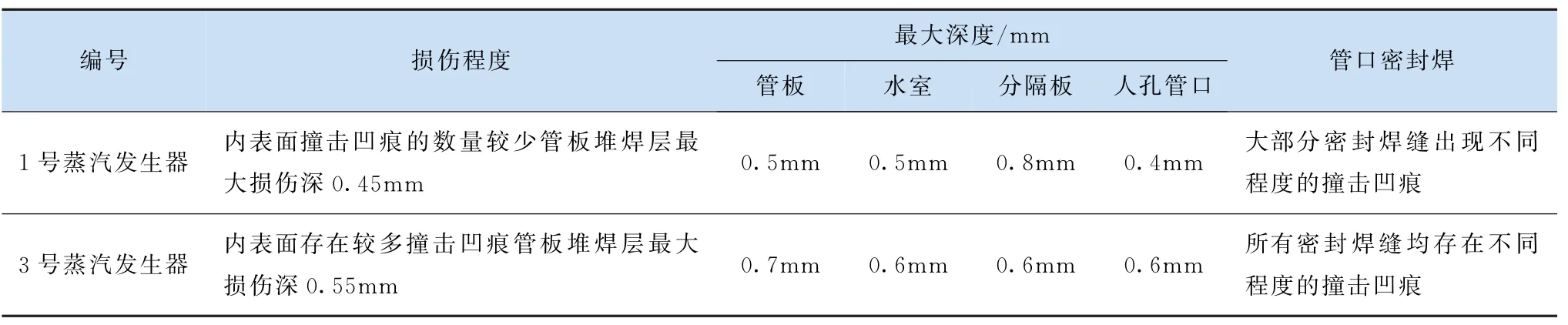
表1 蒸汽發生器損傷情況Table 1 Damage of SG
2)RPV頂蓋和穩壓器未發現損傷。
3)反應堆壓力容器 (簡稱RPV)筒體發現12處凹痕或劃痕,凹痕最大深度約為0.2 mm,劃痕長度最長約為200 mm;RPV下封頭發現19處凹痕或劃痕,凹痕最大深度約為0.4 mm,劃痕長度最長約為650 mm。
4)主管道和主泵的受損情況見表2。
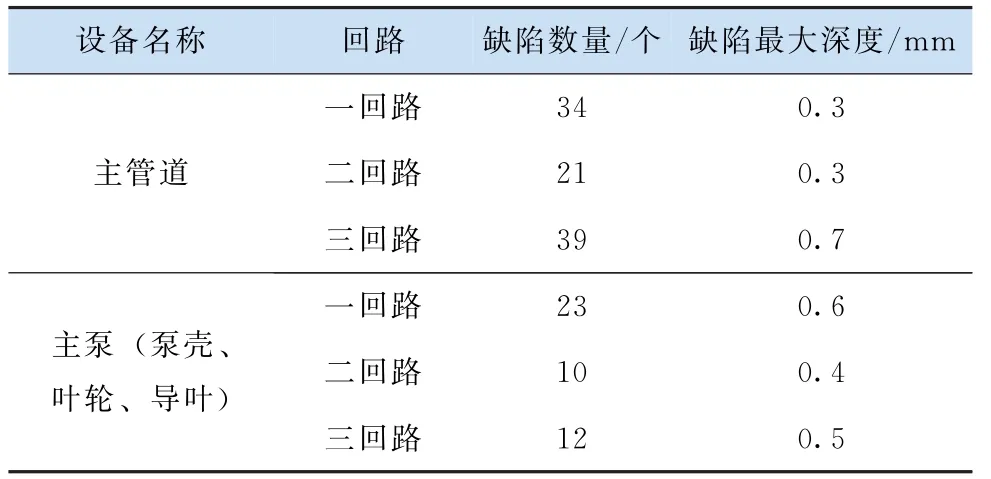
表2 主管道和主泵損傷情況Table 2 Damage of Primary Pipe and Pump
5)堆內構件筒體管嘴部位、二次支承與儀表套管組件,出現多處的劃痕和磕碰。
針對各一回路設備的受損情況,進行了全面評估,包括采取拋磨或者拋光處理,以去除劃痕或凹坑,之后進行尺寸檢查、目視和液體滲透檢驗,以及必要的超聲波側厚,以確保堆焊層厚度是否滿足要求,不滿足要求的部位進行評估或焊接返修等。針對蒸汽發生器傳熱管管口密封焊縫受損較嚴重的,進行重新焊接。部分受損嚴重的傳熱管,進行焊接堵管。由于堆內構件二次支承與儀表套管組件受損較為嚴重,進行了整體更換、重新組裝。后期的排查發現,控制棒導向筒現場鎖緊帽的焊接存在問題,61個控制棒導向筒,拆除了50個控制棒導向筒,鎖緊帽進行了重新焊接。整個返修和處理過程達半年之久。
2 螺栓斷裂原因分析
在陽江核電站2號機組之前,紅沿河核電站、嶺澳二期核電站以及陽江1號機組均已經安全運行,且未發生螺栓斷裂事故。在設計要求和制造單位均相同的情況下,為何陽江2號機組出現了螺栓斷裂事故,從設計、制造、安裝和熱試等各個環節進行了排查。
2.1 螺紋緊固件的現場安裝焊接的難點
M310堆型堆內構件現場焊縫共涉及13種焊接接頭,2500多處焊點,很多都是防松點焊。由于現場工作條件以及操作空間限制,空間狹窄到焊槍不能自由移動。再加上接頭形式復雜,環境條件如通風不暢,粉塵較大,施工環境較為惡劣,質保監察也容易出現疏忽。前期的核電站也曾經出現過鎖緊帽和鎖緊墊片的焊接,由于焊接工藝參數選擇不合理、操作空間限制或者引弧和熄弧控制不恰當,導致了鎖緊墊片焊接后的熔化、卷邊,鎖緊帽焊接后出現未熔合、焊穿、咬邊、焊瘤、焊縫尺寸不足、焊點數不滿足設計要求、焊點分布不均、母材弧傷等缺陷。如國內某核電站控制棒導向筒M22鎖緊帽現場焊接后,檢查發現超過一半的鎖緊帽焊接質量不合格,見表3。秦山一期300 MW核電站第4次大修期間,發現堆內構件儀表套管螺母防松焊點斷裂,螺母脫落,導致指套管斷裂、燃料棒包殼管被磨穿。
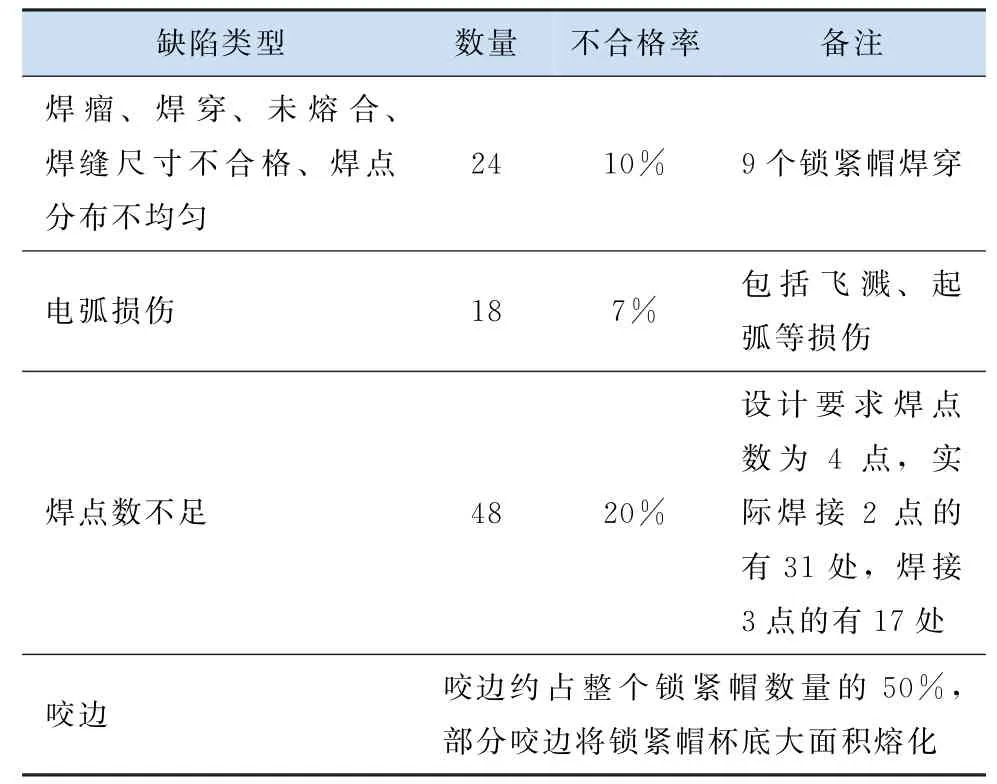
表3 焊接缺陷Table 3 Welding defect
2.2 現場安裝人因因素
螺栓斷裂松脫事故后,在對設計、制造、運行等方面的因素排查分析后,認為現場安裝存在人為疏忽和質保監察不到位的地方。
1)經核查,安裝操作規程中沒有螺栓緊固的流程和方法,設計要求螺栓進行二次擰緊,413個螺栓只有一份緊固力矩檢查記錄,無法保證所有螺栓均按順序進行了二次擰緊過程;
2)鎖緊帽防松焊接過程,安裝公司沒有相應的焊接操作、焊縫目視檢查和尺寸檢查記錄,無法有效證明焊接質量。現場檢查發現有部分鎖緊帽焊接不滿足設計要求,存在焊縫尺寸不夠、焊點數不足 (漏焊)、焊縫分布不均勻、未熔合等,焊工操作明顯存在不恰當的地方;
3)部分位置的鎖緊帽彎折后鎖邊不充分、鎖緊帽帽沿存在磕碰、部分儀表套管安裝位置與工廠預裝方位不一致等情況;
通過以上分析,現場螺栓緊固件和鎖緊帽安裝過程中,存在螺栓緊固順序不合理、安裝預緊不滿足要求、鎖緊帽彎折不到位、焊工操作不當、質保監察不力等人因因素。進一步的排查發現,61組控制棒導向筒現場焊接的244個M22螺栓鎖緊帽,設計要求每個鎖緊帽焊接4段防松點焊,實際上所有控制棒導向筒組件鎖緊帽只焊接了3段防松點焊,明顯存在不滿足設計要求、隨意施工操作的現象。
另一方面,現場質保監察不到位,也是出現焊接缺陷一個不容忽視的重要原因。由于現場施工環境惡劣、施焊周期較長,現場監察應嚴格到位,不能剛開始焊接時大家重視,而隨著焊接施工周期的延長,后期的監察往往流于形式,轉變為對焊接記錄的審查。這樣客觀上焊工也會產生松懈心理,施焊記錄也不按照要求,焊接后立即填寫,往往后期補齊,造成焊接質量隱患。
2.3 螺栓斷口和鎖緊帽形貌分析
通過對螺紋頭部、螺桿的斷口擴展區和心部區域以及鎖緊帽焊縫斷口的掃面電鏡分析以及低倍組織分析,如圖1~圖5所示。
1)螺栓擴展區微觀特征為輝紋形貌,且擴展區外環比內環碰磨明顯更嚴重;
2)螺栓心部區微觀特征為韌窩形貌;
3)鎖緊帽焊縫斷口宏觀上沒有明顯的塑性變形,斷口啟裂位置位于帽沿側熔合線附近;
4)鎖緊帽焊縫斷裂擴展區發現有輝紋形貌特征,終斷區為韌窩形貌特征;
5)鎖緊帽焊縫啟裂區位脆性斷裂特征,終端區位韌窩形貌特征。
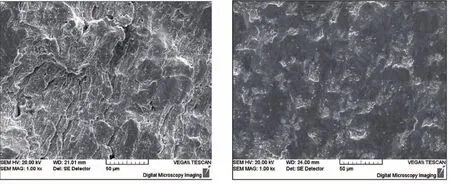
圖1 螺紋頭斷口擴展區微觀分析Fig.1 Micro-analysis of the fracture extension zone of the threaded head
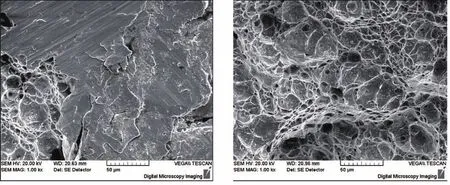
圖2 螺紋頭斷口心部區微觀分析Fig.2 Micro-analysis of the fracture center section of the threaded head

圖3 螺桿斷口擴展區微觀分析Fig.3 Micro-analysis of the fracture extension zone of the screw
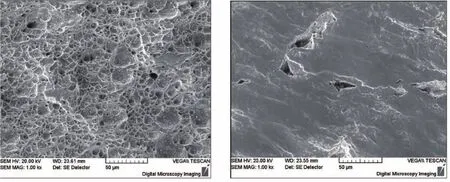
圖4 螺桿斷口心部區微觀分析Fig.4 Micro analysis of the fracture center zone of screw
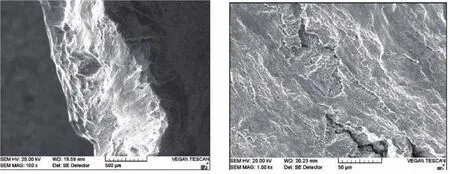
圖5 鎖緊帽焊縫低倍形貌和斷口微觀分析Fig.5 Micro-analysis of the weld cap low profile and the fracture surface
通過對螺栓和鎖緊帽焊縫斷裂區的宏觀和微觀進行分析,斷口是從外邊緣多源啟裂,由外向內疲勞擴展,心部終斷,斷裂模式為疲勞斷裂。螺栓疲勞斷裂產生可能的原因包括螺栓強度不足和預緊力矩不夠。結合原因排查、現場檢查和相同設計機組的成功運行經驗,以及從材料、螺栓尺寸、結構設計、制造和運行工況等方面的排查情況,認為螺栓通孔與螺紋孔之間的對中偏差以及安裝過程中擰緊力矩不足是導致螺栓斷裂的主要因素。螺栓斷裂松脫的過程可解釋為:螺栓在安裝階段如果出現諸如咬死、預緊力不足、鎖緊帽彎折不到位等異常,在熱試運行工況的流致振動作用下連接螺栓會出現松動,隨著時間增加,螺栓出現疲勞斷裂。螺栓松動后,會出現旋轉振動。螺栓頭和鎖緊帽發生往復摩擦和裝機,鎖緊帽產生交變載荷。由于225°方位鎖緊帽焊縫存在局部未熔合,在外力載荷下出現疲勞斷裂。當鎖緊帽發生斷裂后,斷裂的螺栓頭部和螺桿部分相繼出現脫落。225°方位螺栓松脫后,儀表套管的剛度出現變化,振動加劇,從而導致135°方位的螺栓和鎖緊帽出現疲勞斷裂和脫落。
3 經驗反饋與改進措施
陽江核電站2號機組二次支承與儀表套管組件M20螺栓與鎖緊帽斷裂脫落事故,雖然發生在熱態功能試驗階段,沒能造成影響范圍更大的核故事,但其產生的原因依然應引起重視與思考。設計要求執行不到位、擅自改變點焊焊縫數量,沒有按照設計要求在熱態功能試驗階段安裝過濾網組件,焊工和檢驗人員責任心不強,安裝焊接程序設計不合理、不規范,監管不到位等,存在一系列需要吸取經驗并改進的地方。
3.1 增強人員核安全意識、改善現場環境、加強質保監察
陽江核電站2號機組二次支承與儀表套管組件M20螺栓與鎖緊帽斷裂脫落事故,最后原因分析排查的主要因素歸結于現場安裝焊接存在不按設計要求執行、操作不規范、記錄不完整、焊工操作不當以及質保監察不到位等方面,應該說部分人員責任心不強,應加強再教育,尤其是樹立核安全文化意識,充分考慮核事故發生可能造成的嚴重后果,端正態度,增強責任感。正式安裝前,制定合理可行的安裝操作規程,細化每一個操作工序。另一方面,核電站現場安裝階段工作環境惡劣,安全殼內的粉塵污染、通風和施工條件不佳等方面也需要改善。施焊前,應確保操作環境的通風,采用烘干機、除濕機控制環境濕度,并確保待焊表面無水、氧化皮、銹跡、油污等。炎熱環境下,應對焊工提供充足的防暑降溫用品,選擇優秀的有責任心的焊工、檢驗和質保監察人員進行施焊、檢驗和監督。
加強現場質保監察,并貫穿現場安裝和焊接的整個過程。嚴格按照操作規程和焊接工藝施工卡的要求進行安裝、焊接,詳細、如實、實時的記錄各種施工作業和焊接工藝參數,杜絕事后補齊的象限發生,并建立必要的獎懲制度和措施。
3.2 設計改進措施
通過陽江核電站2號機組二次支承與儀表套管組件M20螺栓與鎖緊帽斷裂脫落事故故障樹排查,可以排除設計存在問題的可能性,因為相同的設計已經成功運用在其他核電站并可靠運行多年。但從源頭改善現場施焊的難度,確保焊工工藝參數的正確性,迫使焊工提高施焊水平與技能,約束現場焊接質量等方面,設計上依然存在空間。
首先,現場鎖緊帽防松點焊較容易出現問題,除了現場施工環境不佳、空間狹窄的客觀因素外,鎖緊帽的結構設計也可以進一步優化。目前設計的鎖緊帽杯底厚度為2 mm,焊縫的尺寸為1.6 mm,若操作不當,焊接起弧和引弧較容易出現問題。設計上,適當增加鎖緊帽杯底厚度,起弧和引弧等相對較為方便,可有效改善焊接咬邊、焊穿等缺陷的發生。
堆內構件現場防松點焊涉及的鎖緊帽多達661個,涉及M22、M20和M12三種規格的螺栓鎖緊帽。在正式施焊前,針對三種規格的鎖緊帽,根據產品焊接的實際焊接位置,制定焊接工藝評定技術要求,以確保焊接工藝參數的正確性。此外,為了驗證鎖緊帽現場焊接質量的一致性,并保證實際產品焊接工藝參數與制定的焊接工藝評定參數相一致,設計上應在鎖緊帽焊接之前、焊接過程中以及焊接結束施分別增加焊接見證件,確保鎖緊帽的焊接質量滿足設計要求。
螺栓緊固件在運行過程中多次出現斷裂和松動事件,如1972年意大利某壓水堆核電站在預運行后發現多達21件儀表管嘴和4件儀表管嘴發生脫落和破裂;1988年秦山一期下部堆內構件二次支承與儀表套管組件出現了數根儀表套管斷裂,多根儀表套管與格架板及堆芯支承板間連接螺釘松脫和斷裂的現象,現場檢查發現儀表柱頂部與雙頭螺母的鎖緊焊縫為虛焊,根部有裂紋未焊透的現象。1998年,巴基斯坦C1項目熱態功能試驗后,發現堆內構件吊籃上有5顆螺栓出現松脫現象[1-2]。鑒于螺栓緊固件多次出現斷裂事故,因此在堆內構件下部流量分配結構設計上選擇更可靠的結構設計,以減少或取消緊固件的應用,如采用球形結構、流量分配裙結構等,是之中值得探索的方向。
3.3 制定合理的操作規范和施工程序文件
針對現場焊接出現的螺栓預緊順序、儀表套管安裝方位與預裝不一致以及螺栓與螺栓孔對中偏差等問題,應制定更為合理和詳細的操作規范和程序文件。針對未熔合、焊縫尺寸不夠等焊接問題,應采取恰當的焊接工藝措施[3-5]。未熔合產生的原因包括運絲速度過快,焊槍角度不當,焊接電流過小,電弧太長,待焊面存在銹跡等因素。焊縫尺寸不夠,也與焊接工藝參數偏小以及運絲速度過快有關。
為了防止現場焊接缺陷的產生,焊接之前應進行焊接工藝評定,并選擇合適的焊接工藝參數。現場施焊過程中,嚴格按照焊接工藝卡確定的工藝參數進行焊接,避免由于焊縫數量過多導致的運絲速度過快,加強焊縫尺寸檢查和目視檢查。焊接前,用丙酮清晰待焊表面,擦除銹跡等。焊工施焊時,盡可能選擇恰當的施焊位置,正確操作,必要時,可探討開展有限空間的焊接工藝評定。
4 結束語
陽江核電站2號機組堆內構件二次支承與儀表套管組件螺栓與鎖緊帽斷裂松脫事故,對一回路主設備造成了不同程度的損傷,事故原因分析、設備損傷檢查和評估、設備更換和修復花費了大量的人力財力和物力,且導致陽江核電站2號機組滿功率運行時間滯后達半年以上。本文通過對螺栓及鎖緊帽斷裂松脫事故的原因分析,提出了如下措施:
1)增強人員核安全意識、改善現場環境、加強質保監察:包括現場操作人員和監管人員的核安全意識需要加強,開展必要的核安全知識培訓等;現場的清潔度控制、必要的通風和除濕措施;貫穿整個過程的質量管理和質保監察措施等。
2)設計改進措施:探討改變堆內構件下部流量分配結構,以減少緊固件的數量;改進鎖緊帽的結構設計、增加鎖緊帽的焊接工藝評定要求、增加現場安裝焊接整個過程的焊接見證件要求等;
3)制定合理的操作規范和施工程序文件:制定合理且詳細的操作規范和程序文件,選取合理的焊接工藝參數,并確保待焊表面的清潔度;焊接后加強目視和尺寸檢查。
以上經驗反饋與設計改進已經應用到福清核電站5、6號機組、巴基斯坦K2、K3核電站項目中,效果較為理想。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13