簡(jiǎn)論西門子SST6-5000汽輪機(jī)汽封間隙調(diào)整工藝
2018-12-27 03:07:16中國(guó)電建集團(tuán)核電工程有限公司高文川董志飛趙秋田
電力設(shè)備管理 2018年12期
關(guān)鍵詞:測(cè)量
中國(guó)電建集團(tuán)核電工程有限公司 高文川 董志飛 趙秋田
1 常規(guī)汽封間隙測(cè)量問題的分析
汽封間隙測(cè)量常規(guī)方案包括“壓鉛絲”及“貼膠布”法等,測(cè)量低壓缸上、下部分的汽封間隙時(shí),將規(guī)格不同的鉛絲或膠布粘放在汽封齒上。吊放轉(zhuǎn)子到工作位置,鉛絲被壓出痕跡,或涂抹紅丹粉,盤動(dòng)轉(zhuǎn)子膠布就會(huì)留下接觸痕跡。吊出轉(zhuǎn)子,用測(cè)量鉛絲厚度或檢查膠布接觸情況,測(cè)量數(shù)據(jù)就是汽封對(duì)應(yīng)間隙;下半左右部分間隙用塞尺塞出,根據(jù)記錄進(jìn)行間隙調(diào)整,其特點(diǎn)為需要反復(fù)吊裝轉(zhuǎn)子。
西門子SST6-5000汽輪機(jī)由德國(guó)西門子設(shè)計(jì)制作并供貨,設(shè)置1個(gè)高中壓缸和一個(gè)低壓缸,機(jī)組容量300MW,2根轉(zhuǎn)子采用三瓦支持,機(jī)組中心線標(biāo)高為16.00m,其低壓內(nèi)缸貓爪承重在兩側(cè)的軸承箱探出的支撐臂上,低壓外缸由凝汽器剛性支撐。在汽封間隙調(diào)整工序,使用常規(guī)方案,不論壓膠布或鉛絲,都需要反復(fù)吊裝轉(zhuǎn)子,通常為十次左右,轉(zhuǎn)子吊裝機(jī)組通常使用汽機(jī)房行車完成,但該機(jī)型為露天布置,低壓轉(zhuǎn)子重65t,吊裝機(jī)械為600t履帶吊,機(jī)械租賃費(fèi)用昂貴,且履帶吊反復(fù)吊裝轉(zhuǎn)子穩(wěn)定性差,施工風(fēng)險(xiǎn)極高。
2 汽封間隙測(cè)量工藝實(shí)施
由于以上兩類問題,結(jié)合沙特吉贊項(xiàng)目安裝的實(shí)際情況,現(xiàn)場(chǎng)制定合理的汽封間隙測(cè)量調(diào)整方案,減少轉(zhuǎn)子吊裝次數(shù),通過精準(zhǔn)調(diào)整汽封間隙,實(shí)現(xiàn)汽封間隙中下限要求。
2.1 施工要求及工藝
表1為SST6-5000汽輪機(jī)低壓缸汽封間隙西門子廠家圖紙要求,在調(diào)整驗(yàn)收時(shí),由于頂軸油影響,頂部汽封間隙比底部汽封間隙大0.2mm。

表1 SST6-5000汽輪機(jī)低壓缸汽封間隙設(shè)計(jì)要求
汽封間隙測(cè)量及調(diào)整施工工藝采用多種方式組合,通過碰缸方式調(diào)整汽封間隙,左右汽封間隙驗(yàn)收采用塞尺檢查,頂部汽封間隙驗(yàn)收通過壓鉛絲測(cè)量間隙。
2.2 施工步驟
2.2.1 施工前須具備條件及準(zhǔn)備工作
低壓內(nèi)缸通過臨時(shí)貓爪墊片調(diào)整中分面標(biāo)高比設(shè)計(jì)值(16.00m)低10mm,左右中心以軸承座拉設(shè)鋼絲測(cè)量正反第五級(jí)隔板洼窩,調(diào)整至偏差0.10mm內(nèi),以防止轉(zhuǎn)子吊裝就位時(shí)損傷汽封齒。
低壓轉(zhuǎn)子應(yīng)具備軸系找中心完畢,低壓轉(zhuǎn)子吊裝軸封體膨脹節(jié)套入轉(zhuǎn)子兩側(cè),并用專用工具固定。確認(rèn)轉(zhuǎn)子能順利盤動(dòng),#1~#3瓦軸承箱頂軸油接口連接千斤頂油泵,同時(shí)向軸瓦內(nèi)壓油,并通過手動(dòng)盤車工具盤動(dòng)轉(zhuǎn)子,轉(zhuǎn)子盤動(dòng)順暢,無(wú)卡澀。

圖3 低壓轉(zhuǎn)子吊裝前準(zhǔn)備

圖4 低壓轉(zhuǎn)子吊裝就位
2.2 .2上下碰缸
通過在低壓內(nèi)缸貓爪底部的液壓千斤頂對(duì)汽缸移動(dòng)、調(diào)整,確定低壓內(nèi)缸下半汽封間隙。在貓爪和導(dǎo)向桿位置安裝6塊百分表,監(jiān)視汽缸移動(dòng)量。上下碰缸時(shí),首先將轉(zhuǎn)子持續(xù)盤動(dòng),4個(gè)千斤頂同時(shí)頂起內(nèi)缸,每次頂起0.1mm,并注意百分表讀數(shù),當(dāng)接近頂起數(shù)值時(shí),改為每次頂起0.05mm,直至轉(zhuǎn)子不能盤動(dòng)。這時(shí)通過精確控制液壓泵開關(guān),將內(nèi)缸整體落0.20mm,轉(zhuǎn)子可以順利盤動(dòng),再單獨(dú)對(duì)一側(cè)(調(diào)端)的2個(gè)千斤頂頂起內(nèi)缸碰缸,每次頂起0.05mm,直至轉(zhuǎn)子停止盤動(dòng),再將調(diào)端內(nèi)缸落0.2mm。
同理對(duì)另一側(cè)(電側(cè))單獨(dú)碰缸。最后整體碰缸一次,4個(gè)千斤頂同時(shí)頂起內(nèi)缸,每次頂起0.1mm,直至轉(zhuǎn)子停止盤動(dòng),記錄兩側(cè)百分表數(shù)值,缸體整體下落1.3mm,即達(dá)到了底部汽封間隙1.3mm的要求。
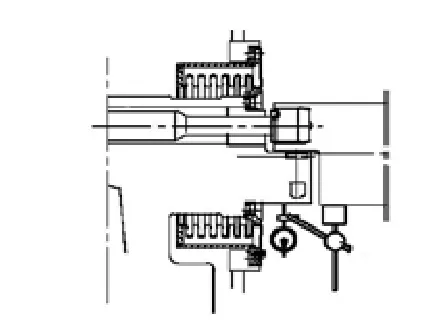
圖1 支撐壁位置百分表
制作合適的不銹鋼墊片,配置臨時(shí)貓爪墊片,最終各百分表讀數(shù)恢復(fù)記錄值。
需要注意的是,在千斤頂泄壓過程中,嚴(yán)格控制汽缸下降量,必要時(shí)使用頂絲防止汽缸下降過多,碰壞汽封齒。
2.2.3 左右碰缸,塞尺檢查左右汽封間隙
左右碰缸方式與上下碰缸基本一致,不同的是通過液壓千斤頂推動(dòng)汽缸左右移動(dòng),同理也需要單獨(dú)對(duì)調(diào)端和電端分別進(jìn)行碰缸檢查,以提高精度。碰缸前務(wù)必拆除導(dǎo)向桿位置汽缸左右定位鍵,最終完成左右碰缸時(shí),裝配汽缸導(dǎo)向桿位置左右定位鍵,防止汽缸左右竄動(dòng)。
左右碰缸效果可以直觀地通過塞尺檢查左右兩側(cè)汽封間隙得出,碰缸百分表活動(dòng)量應(yīng)與汽封間隙數(shù)值一致,可以更直觀精準(zhǔn)調(diào)整汽封間隙,調(diào)整左右汽封間隙至設(shè)計(jì)值。
2.2.4 前后碰缸,檢查軸竄及通流間隙
前后碰缸前,缸體左右定位鍵按照?qǐng)D紙要求裝配好,將2個(gè)液壓千斤頂分別放置于導(dǎo)向桿位置,進(jìn)行前后碰缸檢查,因竄動(dòng)量較大,建議使用50mm大量程百分表,避免使用小量程百分表反復(fù)換表產(chǎn)生誤差,此外在貓爪位置左右各架設(shè)百分表用于同步監(jiān)視汽缸活動(dòng)量。
因軸竄量較大,在推動(dòng)千斤頂時(shí)可快速移動(dòng),計(jì)算活動(dòng)量,至接近間隙時(shí)減小移動(dòng)量,記錄軸竄量,最終推至k值位置,并進(jìn)行k值外引,驗(yàn)收通流及軸竄。
2.2.5 全實(shí)缸狀態(tài)上下碰缸,最終復(fù)測(cè)
就位低壓隔板及隔板套上半,緊固中分面螺栓,重復(fù)進(jìn)行上下碰缸,復(fù)測(cè)、調(diào)整頂部和底部汽封間隙至設(shè)計(jì)值。
2.2.6 低壓內(nèi)缸隔板上半汽封間隙壓鉛絲檢查
將合適規(guī)格的鉛絲粘貼于轉(zhuǎn)子葉頂和葉根位置上,就位通過導(dǎo)桿就位各級(jí)隔板及隔板套,緊固螺栓至中分面間隙為0mm后,打開螺栓,取出鉛絲,用自制的鉛絲測(cè)量工具測(cè)量頂部汽封間隙,從表中可以看出壓鉛絲測(cè)量間隙與碰缸數(shù)據(jù)基本吻合,汽封間隙驗(yàn)收完成。

表2 SST6-5000汽輪機(jī)低壓缸頂部汽封間隙壓鉛絲數(shù)值對(duì)比
2.2.7 低壓轉(zhuǎn)子末級(jí)葉片與內(nèi)缸間隙檢查
該機(jī)組末級(jí)葉片位置的排汽導(dǎo)流環(huán)為精加工面,末級(jí)葉片汽封間隙為質(zhì)量驗(yàn)收點(diǎn),使用內(nèi)徑量表及外徑千分尺等量具測(cè)量出低壓轉(zhuǎn)子末級(jí)葉片與汽缸間隙,需要注意的是只測(cè)量最長(zhǎng)葉片,盤動(dòng)一圈測(cè)量6個(gè)位置,每個(gè)位置測(cè)量最長(zhǎng)葉片e、d、c三個(gè)點(diǎn)(e為葉片排氣側(cè)邊緣,d為最小間隙點(diǎn),c為葉片進(jìn)汽側(cè)邊緣),分別電端(葉片編碼3051925)和調(diào)端(葉片編碼3052774)并記錄測(cè)量數(shù)值,從表中可以看出末級(jí)葉片最小點(diǎn)數(shù)值d與內(nèi)缸的同心度和碰缸數(shù)據(jù)也是基本吻合,末級(jí)葉片汽封間隙驗(yàn)收完成,汽封間隙整體驗(yàn)收完成。
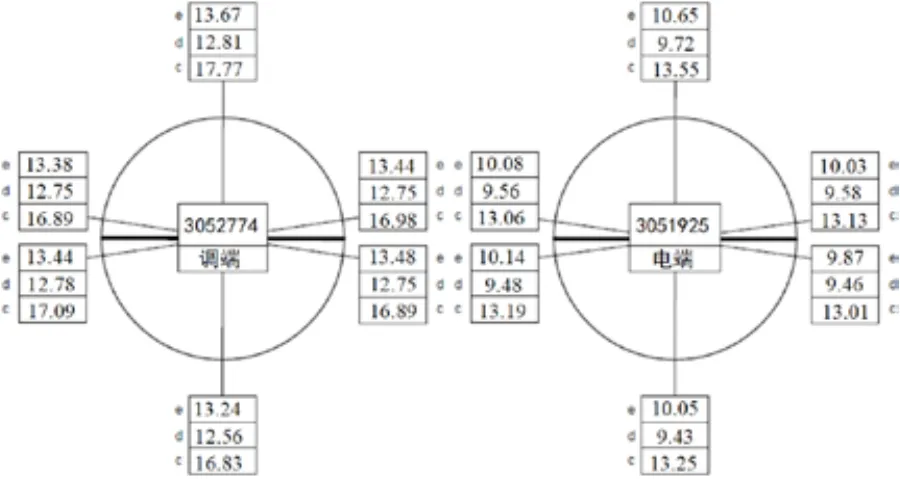
圖7 低壓轉(zhuǎn)子末級(jí)葉片間隙數(shù)據(jù)
3 結(jié)束語(yǔ)
采用碰缸結(jié)合壓鉛絲等常規(guī)方法測(cè)量汽封間隙的創(chuàng)新技術(shù)方案后,實(shí)現(xiàn)了快捷、精準(zhǔn)調(diào)整徑向汽封間隙。沙特吉贊項(xiàng)目1-5號(hào)機(jī)安裝實(shí)踐證明了使用本方法能有效提高精準(zhǔn)調(diào)節(jié)汽封間隙,極大減少了吊裝轉(zhuǎn)子次數(shù),保障了大件吊裝安全性,節(jié)省了設(shè)備租賃費(fèi)用,并相應(yīng)縮短了施工工期,提高了施工工藝,對(duì)于國(guó)內(nèi)其它同類型機(jī)組安裝具有巨大的示范意義和推廣價(jià)值。
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級(jí))(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級(jí)版)(2015年4期)2015-04-29 00:00:00
