精密彈簧片成型與校平工藝優化研究
2018-12-24 02:24:56高躍民黃川紅佟曉靜
裝備制造技術 2018年10期
關鍵詞:工藝
高躍民,黃川紅,佟曉靜,胡 軍,李 楊
(中國工程物理研究院電子工程研究所,四川 綿陽621900)
彈簧質量系統是慣性儀表的重要模塊,而彈簧片(Ni36CrTiAl合金)是彈簧質量系統的核心零件,其精度和質量直接影響彈簧質量系統的參數,進而影響慣性儀表的測量精度。且彈簧片的形位公差、平面度等要求高,更要求其具有較高抗疲勞性。傳統的工藝主要是線切割成形、手工校平、時效處理等,其加工工序多、零件合格率和生產效率低。本文主要在保證零件性能不降低的前提下,對成型與校平等工藝進行詳細分析,確定了更加高效的工藝路線。
1 成型與校平工藝優化方案
1.1 彈簧片的結構與尺寸
零件尺寸如圖1所示。該零件屬于薄片簧零件,零件厚度僅0.1 mm,外形為36 mm×14 mm的長方形,由多孔和兩個對稱的方腔組成。零件的形位公差要求較高,平面度要求小于等于0.1 mm.對表面質量要求較高,不允許有明顯劃傷、斑疤和銹蝕等表面缺陷。

圖1 彈簧片零件圖
1.2 傳統工藝方案設計
傳統的工藝方案主要包括線切割成形、手工校平、時效處理等,彈簧片加工的工藝流程見圖2.
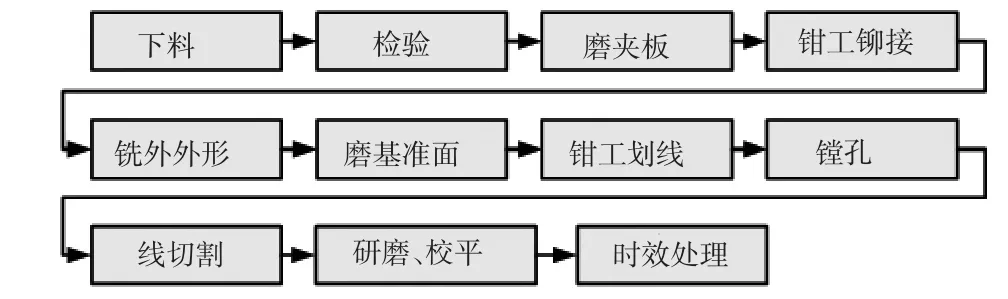
圖2 彈簧片工藝流程圖
從圖2可知,基于線切割成型的彈簧片工藝共計11道工序,該工藝方案可以靈活適應彈簧片形狀尺寸變化,可以很好的滿足產品設計初期優化調整需要。但隨著產品進入設計穩定階段,要求彈簧片具備短周期內批量生產能力,采用現有工藝方案的缺點逐漸暴露出來。在該方案中需將多片毛坯材料成組鉚接,然后用線切割加工外形,為了去除線切割過程形成的電蝕層,需采用研磨拋光,再將成組零件剝離成單片零件,但在剝離過程中易產生邊角折痕,翹曲和劃傷等質量問題,影響了零件加工的合格率。且線切割成形后,零件的平面度一般為1 mm~1.5 mm,不能滿足不大于0.1 mm的平面度要求,因此在零件剝離后,還需采用手工校平工藝進行修正零件平面度。在手工校平過程中,零件的彈性回彈較大,校平過程往往需要多次反復調整。統計數據表明,基于線切割成型的彈簧片加工合格率僅有21%.
1.3 改進后工藝方案設計
根據線切割成型的彈簧片加工工藝存在的問題及分析,擬采用沖裁加工工藝替代線切割加工工藝,工藝路線見圖3.
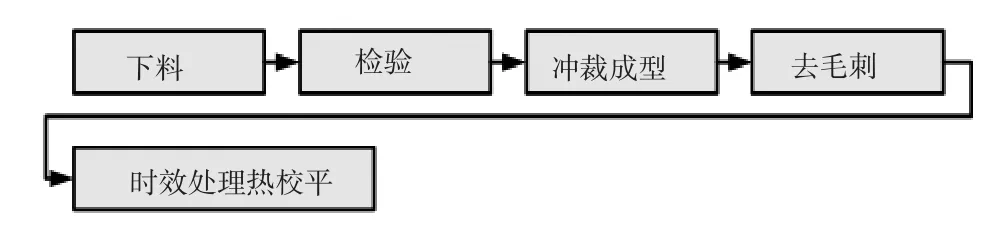
圖3 基于沖裁加工的彈簧片工藝流程圖
針對形狀、尺寸等設計參數固化的彈簧片,基于沖裁加工的彈簧片工藝方案具有流程少,生產周期短等優點,此外,精密沖裁加工外形尺寸一致性好,零件毛刺小,且工藝成熟,質量穩定。
針對傳統手工校平中易產生質量缺陷和效率低的問題,將手工冷校平改為材料時效熱處理過程中的熱校平,即在材料時效處理的同時,通過夾板壓平彈簧片,獲得零件良好的平面度要求,經統計,基于沖裁加工工藝的彈簧片加工合格率達到了92%,顯著高于線切割成型的彈簧片加工合格率。
2 工藝驗證試驗與分析
2.1 改進前后工藝路線對比分析
由圖2和圖3可見,兩種工藝路線有較大的差異,基于線切割成型的工藝方案有11道工序,而基于沖裁成型的工藝方案只有4道工序,減少了材料鉚接和基準加工等輔助工序,孔系和外形一次沖裁成形,去毛刺后熱校平與時效處理同時完成。對比加工100件彈簧片的定額工時,基于線切割成型的工藝方案需73 h,基于沖裁成型的工藝方案僅需25 h,沖裁加工縮短了加工時間,生產效率提高了近3倍。
此外,從零件的合格率方面,基于沖裁成型的工藝方案避免了成組鉚接后零件剝離過程折痕,翹曲和劃傷等質量問題;采用熱校平的方式替代手工校平,在減輕了手工勞動強度的同時,也減少了手工校平過程中易出現的質量問題。
2.2 兩種工藝方案斷面形貌的對比
線切割[1]是通過電火花放電的瞬時高溫(通道中心溫度可高達10 000℃以上),使金屬局部熔化、汽化,從而將工件材料不斷去除而成形。成形后的加工表面存在凹凸不平的電蝕層,如圖4所示。瞬時高溫和工作液的急劇冷卻會造成電蝕層產生拉應力。為消除表面電蝕層,改善微觀組織和表面應力分布,采用研磨的方式拉應力轉變為壓應力,一般電蝕層厚度范圍為0.01 mm~0.02 mm,故加工中要預留拋光余量。圖5為彈簧片拋光后斷面。
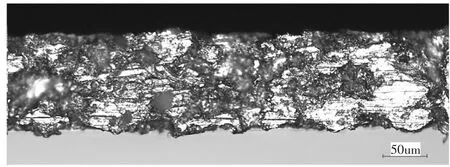
圖4 線切割斷面形貌(拋光前)

圖5 線切割斷面形貌(拋光后)
沖裁[1]是使用模具分離材料的一種工藝方法,沖裁時板料在凸凹模之間,由于壓力的作用,凸模壓向凹模使板料分離。沖裁過程是瞬間完成的,工件受力時從彈性變形開始,以斷裂告終。沖裁后,斷面平整(見圖6),且沖裁過程的加工硬化使零件斷面形成一個冷硬層,從而阻礙表層疲勞裂紋的出現,增強零件的疲勞強度。

圖6 沖裁斷面形貌
2.3 兩種工藝方案下抗振動性對比
本文研究對象為彈簧片零件加工工藝,由于缺少零件級疲勞強度的標準測試方法,因此,本研究中主要采用接近實際工作條件的隨機振動試驗評價零件疲勞性能。為了分析研究兩種工藝方案下零件疲勞性能,分別用線切割工藝和沖裁工藝加工的彈簧片按圖7所示的工裝裝配了三組試驗件(每組含線切割工藝和沖裁工藝加工的彈簧片各12片),然后在電磁振動臺上進行了0.13 g2/Hz隨機振動。

圖7 隨機振動試驗工裝及彈簧片斷裂位置示意圖
試驗過程將工藝改進前后彈簧片裝配成的試驗件同時進行試驗,共三組試驗,第一組進行了6次5 min和2次10 min隨機振動;第二組和第三組均按10 min進行振動試驗。試驗結果統計(見表1)表明:在同等隨機振動條件下,采用線切割加工的彈簧片出現了五片16處斷裂,采用沖裁加工的彈簧片出現了三片7處斷裂,整體來看,采用沖裁加工的彈簧片的抗振性略好于用線切割加工的彈簧片的抗振性。見表1.

表1 彈簧片振動試驗情況
隨機振動過程,在運動塊作用下,彈簧片受交變載荷,零件斷面缺陷處容易引起應力集中而產生疲勞裂紋,造成零件的疲勞破壞。減少零件斷面處缺陷可以提高零件的疲勞強度[2]。因此,無論是采用線切割加工還是采用沖裁加工均需對表面進行除毛刺處理。沖裁加工的沖切面由于冷作硬化效應形成硬化層,且表層殘余應力為壓應力,因此,具有更優的疲勞強度。
3 結論
采用沖裁成型與熱校平工藝進行精密彈簧片的加工,可以明顯提高產品合格率,生產效率達到了改進前的3倍。沖裁成型與熱校平工藝更有利于提升零件質量,避免了零件加工過程人工剝離零件和人工校平過程帶來的零件質量問題,降低了人工操作在零件表面性形成壓應力和加工硬化層,使得零件具有更優異的抗振動性能。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
