合金元素對新型Zn-Mg-Ni-V-Al合金鍍層可鍍性和耐蝕性的影響
2018-12-20 02:50:58劉燦樓于武剛張開雷江社明張啟富
腐蝕與防護 2018年12期
關鍵詞:質量
劉 昕,劉燦樓,于武剛,張開雷,江社明,張啟富
(1. 中國鋼研科技集團有限公司 新冶高科技集團有限公司 先進金屬材料涂鍍國家工程實驗室,北京 100081;2.棗莊市計量測試所,棗莊 277100)
輸變電鍍鋅鋼結構的服役壽命,除與其所處環境有關外,還與鋅鍍層的耐蝕性和厚度有關。根據GB/T 2694-2010《輸電線路鐵塔制造技術條件》,常規鋅鍍層厚度為460 g/m2或610 g/m2。在一般大氣環境中,現有鋅鍍層的耐蝕性和厚度可以滿足使用要求,但在比較苛刻的腐蝕環境中,如海洋大氣環境和工業污染大氣環境,常規鋅鍍層厚度難以滿足構件服役壽命的要求[1-2],而進一步提高鋅鍍層的厚度在工藝上也難以實現。因此,開發耐蝕性更好的鋅合金鍍層替代鋅鍍層以延長輸變電鋼結構件的服役壽命,成為了迫切需要攻克的課題[3-6]。
鍍層的耐蝕性主要取決于其成分,傳統鋅鍍層的主要成分為鋅,并添加了少量鋁(質量分數小于0.005%)。向鋅鍍層添加適量的合金元素形成鋅合金鍍層可提高鍍層的耐蝕性[7-15]。與鋅鍍層相比,鋅合金鍍層的耐蝕性提高,這使鍍層厚度可適當減薄,從而減少了鋅資源的消耗。
本工作以傳統熱浸鍍鋅為基礎,通過正交法設計鋅合金鍍層中各合金元素的添加量,并研究了不同成分鋅合金鍍層的可鍍性和耐蝕性,以期得到合金元素添加量較低且耐蝕性優良的新型鋅合金鍍層,從而滿足苛刻腐蝕環境中的使用要求。
1 試驗
1.1 鍍層制備
輸變電鋼構件主要為各種型鋼及焊接件,為了使試驗接近實際工業生產,選用3 mm厚Q235熱軋板作為基材。將Q235熱軋板切割成110 mm×65 mm的試樣,然后對其進行熱浸鍍,工藝流程為:堿洗→水漂洗→酸洗→水漂洗→助鍍→烘干→熱浸鍍→冷卻。試樣先在35~50 ℃的金屬清洗劑溶液中浸泡5 min,然后用刷子刷洗去除表面的油和污物,用清水漂洗后再放入添加緩蝕劑的鹽酸溶液(質量分數12%~18%)中室溫酸洗除銹;清水漂洗后將試樣放入60 ℃助鍍劑中浸泡一段時間,然后置于干燥爐中,待其表面助鍍液徹底烘干后,在450 ℃含不同合金成分的鍍液中進行熱浸鍍;出鍋后試樣先空冷,待表面鍍層完全凝固后再水冷至室溫。熱浸鍍采用傳統鋅氨助鍍劑,其成分為130 g/L NH4Cl和160 g/L ZnCl2,浸鍍時間為1.5 min。
鋅合金鍍層中鎂含量較低時(鎂質量分數小于0.5%),隨著鎂含量的增加,鍍層的耐蝕性提高較快[16]。由于鎂的高溫氧化特性,添加鎂的合金鍍層中必須加入一定量的鋁,考慮到高鋁鍍層與傳統鋅銨溶劑的相容性,批量鍍鋅時鋁添加量一般不能超過0.02%(質量分數,下同),為了研究鋁含量對鋅合金鍍層性能的影響,將鋁添加量控制在0.05%以內,在這個范圍內鎂含量也不能太高,控制在1%以內。鎳和釩的添加不僅可以解決活性鋼鍍鋅的問題,對提高耐蝕性也有一定的作用。但它們的價格較高,考慮到生產成本,鎳和釩的添加量分別控制在0.09%和0.04%以內。
為了考察各種合金元素之間的相互影響,根據上述合金元素添加量的控制范圍,采用正交試驗法設計鋅合金鍍層的成分,如表1所示,同時選擇傳統鋅(Zn)鍍層和Zn-Ni-V(Ecoznic)兩種鍍層作為對比試樣。
1.2 可鍍性測試
在熱浸鍍過程中評價各鋅合金鍍層的可鍍性。可鍍性主要表現在以下幾個方面:與傳統鋅銨溶劑的相容性、熱浸鍍過程中產生的鋅灰和鋅渣量、鍍液的流動性。

表1 鋅合金鍍層的成分(質量分數)Tab. 1 Composition of zinc alloy coatings (mass fraction) %
與傳統鋅銨溶劑的相容性是指采用傳統的鋅銨助鍍溶劑能否鍍出合格的產品。其最主要的評價指標是各鋅合金鍍層的表面質量,鍍層表面平滑、光亮、無漏鍍、無鋅渣、鋅粒附著等缺陷,則表明與傳統鋅銨溶劑相容性好;若鋅合金鍍層表面出現漏鍍、鋅渣等缺陷則說明合金鍍液與傳統鋅銨溶劑不相容。
熱浸鍍鋅過程中會產生鋅灰和鋅渣,鋅渣又包括密度較小上浮的面渣和密度較大下沉的底渣。面渣和鋅灰量與鍍液的氧化和帶入的鐵元素有關,鍍液在熱浸鍍溫度下長時間暴露在空氣中,其表面會氧化形成面渣和鋅灰,熱浸鍍過程中助鍍劑分解時也會產生鋅灰。鍍層中添加了多種合金元素,這些元素之間及它們與鍋中的鋅、鐵等元素易形成中間化合物從而在合金鍍液中產生固體顆粒渣,漂浮在鋅液中或沉入鍋底;鎂易于氧化,使得面渣和鋅灰量增加。鋅液中固體顆粒會附著在鍍件的表面形成鋅渣顆粒,因此其對鍍液可鍍性的影響也體現在鍍層表面質量上。面渣和鋅灰的產生是鍍層金屬在熱浸鍍生產過程中損耗的主要原因,在工件進出鍍液時面渣和鋅灰都要撈干凈,因此在熱浸鍍試驗過程中需要記錄面渣和鋅灰的量。由于試驗中鋅鍋為小型坩堝,熔鋅量小且試驗過程中產生的底渣不能精確定量,而且面渣和鋅灰在撈出時不易分開,因此在試驗過程中記錄較易獲得的鋅灰和面渣生成的總質量來衡量合金元素對熱浸鍍質量的影響。
采用圖1所示的特殊形狀冷軋鋼板試樣進行熱浸鍍試驗,評價鍍液的流動性。熱浸鍍后,在試樣的尖端部位會形成鋅瘤,鋅瘤的大小反應了合金鍍液的流動性。在表面條件和工藝條件(鍍液溫度、保溫時間和升溫速率)相同情況下,形成的鋅瘤越大,說明鍍液的流動性越好。鋅瘤的大小以瘤體的厚度(T.N.值)來表征[17],每一種合金鍍層取三個試樣平均值。

(a) 表面 (b) 截面 圖1 鍍液流動性試驗用試樣Fig. 1 Sample for flowability test of plating bath: (a) surface; (b) cross-section
1.3 耐蝕性測試
采用中性鹽霧腐蝕試驗評價鋅合金鍍層的耐蝕性。試樣尺寸為100 mm×65 mm×3 mm,邊部用膠帶封閉。中性鹽霧試驗參照GB/T 10125-2012《人造氣氛腐蝕試驗 鹽霧試驗》標準進行,試驗時間720 h。中性鹽霧試驗后,按GB/T 16545-1996 《金屬和合金的腐蝕 腐蝕試樣上腐蝕產物的清除》去除試樣表面腐蝕產物,計算試樣腐蝕前后的質量損失。
2 結果與討論
2.1 可鍍性
2.1.1 鍍層表面質量
鍍層的質量主要包括外觀表面質量、鍍層的均勻性和鍍層附著性等幾個方面。其中表面質量又是最為基礎的指標,表面質量包括鍍層表面是否光滑平整,是否有漏鍍、粘渣現象,表面顏色是否均勻與光亮等。圖2和圖3分別為鋅鍍層、Ecoznic鍍層和不同成分Zn-Mg-Ni-V-Al合金鍍層的宏觀表面形貌。

(a) 鋅鍍層(b) Ecoznic鍍層圖2 鋅鍍層和Ecoznic鍍層的宏觀表面形貌Fig. 2 Macrographs of surfaces of Zn coating (a) and Ecoznic coating (b)
由圖2可以看到:熱浸鍍獲得的鋅鍍層和Ecoznic鍍層都具有優良的表面質量。由圖3可以看到:與鋅鍍層和Ecoznic鍍層相比,新型Zn-Mg-Ni-V-Al合金鍍層表面光澤變暗;其中N7、N8、N9和N11鍍層試樣表面都有大塊漏鍍和鋅渣附著,表面粗糙不平,其余鍍層試樣表面基本完整連續,且光滑平整,但顏色隨著鎂含量增加而變得灰暗。
根據上述結果結合表1鋅合金鍍層成分可以得出以下規律:鋁質量分數為0.050%時,鍍層表面質量明顯變差,出現漏鍍、鋅渣顆粒等缺陷;隨著鎂含量的增加,鍍層表面顏色變暗變灰,表面質量變差。
2.1.2 鍍液流動性
鍍液的流動性是鍍層可鍍性的另一個重要指標。鍍液的流動性好,獲得的鍍層均勻性好;但鍍液的流動性增加也會使得鍍件出鍋時,鍍液更容易回流到鋅鍋內,不容易獲得厚鍍層。由表2可以看到: N1、N4、N8、N10、N11、N12和N16等新型 Zn-Mg-Ni-V-Al合金鍍液的流動性與傳統鋅鍍液相近,其余合金鍍液的流動性均好于傳統鋅鍍液的;N2、N6、N9、N13、N14和N15等合金鍍液中鎂質量分數不低于0.5%,其T.N.值相對于鎂質量分數小于0.5%合金鍍液的都要大,一般來說鎂含量越高的,T.N.值越大,鍍液的流動性越好。
2.1.3 面渣和鋅灰量
熱浸鍍過程中產生的面渣和鋅灰量與鍍液的氧化有關,鍍液在熱浸鍍溫度下長時間暴露在空氣中,其表面會氧化形成面渣和鋅灰。因此,鍍液高溫氧化越嚴重,面渣就越多。從鍍層表面形貌可知,鎂含量越高鍍液表面氧化越嚴重,而同等鎂含量下,鋁含量越高,表面氧化越輕,鎳和釩含量變化對鍍液表面氧化狀態影響不明顯。表3為16種合金鍍液熱浸鍍單片冷軋板試樣產生的面渣和鋅灰量。從表3中同樣可以看出,鎂含量越高產生的面渣和鋅灰越多,鋁含量越高產生的面渣和鋅灰越少。

(a) N1 (b)N2 (c) N3 (d) N4

(e) N5 (f) N6 (g) N7 (h) N8

(i) N9 (j) N10 (k) N11 (l) N12

(m) N13 (n) N14 (o) N15 (p) N16圖3 不同新型Zn-Mg-Ni-V-Al合金鍍層的宏觀表面形貌Fig. 3 Macrographs of surfaces of different new Zn-Mg-Ni-V-Al alloy coatings

mm
2.2 耐蝕性
鹽霧試驗期間,每間隔一段時間對鍍層表面的腐蝕形貌進行觀察并記錄。結果表明:鹽霧腐蝕240 h后,Zn、Ecoznic與N8、N10和N16等鍍層試樣表面局部開始出現較厚的疏松白銹;鹽霧腐蝕480 h后,上述鍍層試樣表面白銹的覆蓋面積進一步增加,Zn和N16鍍層試樣開始出現明顯的紅銹點,N1、N4、N5、N7、和N12等鍍層試樣表面也出現較大面積的疏松厚白銹;鹽霧腐蝕720 h后,Zn、Ecoznic與N8和N16鍍層試樣表面幾乎全部被厚厚的疏松白銹覆蓋,Zn和N16鍍層試樣表面出現多處紅銹點,N1、N8和N10鍍層(鎂質量分數均為0.1%)試樣表面也出現明顯的紅銹點,N4、N5、N7、和N12鍍層試樣表面局部被疏松白銹層覆蓋,表面狀態與鹽霧腐蝕480 h后的相比差別不大, N11、N13、N2和N14鍍層試樣表面均勻覆蓋有一層白銹,個別點出現疏松厚白銹,N3、N6、N9、和 N15等鍍層(鎂質量分數均為1.0%)試樣從240 h開始表面就被一層均勻的薄薄白銹覆蓋,到720 h,表面狀態變化不大。從上述描述可以看出,多數新型合金鍍層的耐蝕性要優于傳統鋅鍍層和Ecoznic鍍層的,而且合金中鎂含量越高,耐蝕性越好。
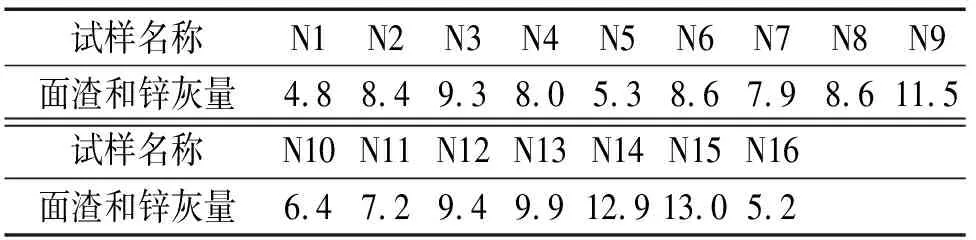
表3 16種合金鍍液熱浸鍍單片冷軋板試樣產生的面渣和鋅灰量Tab. 3 Amount of dross and zinc ashes produced by hot-dip galvanizing single cold rolled sheet in 16 kinds of alloy plating bath g
由圖4可以看出:經720 h鹽霧腐蝕后,鎂質量分數為1.0%的N3、N6、N9和 N15等合金鍍層的質量損失相對較小,耐蝕性較好,這與腐蝕試樣表面形態分析得到的結論基本一致。
2.3 正交試驗分析
分別以可鍍性和耐蝕性為指標對上述正交試驗結果進行分析,結果見表4。其中,可鍍性選擇鍍層表面質量為指標,這是因為表面質量是鍍后產品的最基本指標。為了方便統計分析,以傳統鋅鍍層試樣(Zn)的外觀為滿分10分標準,對16種Zn-Mg-Ni-V-Al合金鍍層試樣的外觀質量進行評分。耐蝕性以腐蝕質量損失為指標。
由表4可以看出:各合金元素對于鍍層可鍍性影響的順序為Al>Mg>V>Ni,而對耐蝕性影響的順序為Mg>Ni>V>Al。
其中,鋁對于鍍層可鍍性的影響最為顯著,是最主要的影響因素。鋁質量分數在0.020%以內,鍍層的可鍍性隨鋁含量的增加而變差,但變化不是很明顯,鍍層的表面質量總體較好;當鋁質量分數增加到0.050%,可鍍性急劇變差,鍍層表面出現漏鍍、粘渣等缺陷,產品質量差。上述結果與文獻[18]的論述相一致,即傳統鋅氨助鍍劑對鋁質量分數超過0.020%的鍍液會失效。鎂對鍍層可鍍性的影響僅次于鋁,從表4中可以看出,鍍層可鍍性隨著鎂含量的增加不斷變差。從前面的分析可知,鎂對鍍層質量的影響主要表現為在鍍層表面形成流痕,使表面變得不平滑,而且隨著鎂含量增加鍍層表面顏色變得灰暗。相對于鋁和鎂元素,釩和鎳對鍍層可鍍性的影響較小,因此可以認為,在試驗范圍內鎳和釩含量對于鍍層可鍍性的影響不明顯。
鎂對于鍍層耐蝕性的影響最為顯著,由表4可以看出:鎂質量分數為0.3%時,合金鍍層的耐蝕性比傳統鋅鍍層的耐蝕性提高了約1倍,當鎂質量分數達到1.0%時,合金鍍層的耐蝕性是傳統鋅鍍層的3倍左右;鎳對鍍層耐蝕性的影響次之,不過與鎂相比,鎳對耐蝕性的影響小很多,隨著鎳含量的增加,耐蝕性變化缺乏明顯規律性,這可能與元素之間的交互作用及鍍層質量對耐蝕性的影響有關。在試驗范圍內,鋁和釩對耐蝕性的影響相對較小,因此可以認為影響不顯著。
綜合考慮鍍層的可鍍性和耐蝕性兩項指標可以發現:耐蝕性和可鍍性是一對矛盾的指標,要想獲得高耐蝕性,鎂含量要高,而鎂含量的增加對合金鍍層的可鍍性有害。對于輸變電鋼結構防護鍍層來說,可鍍性是基礎,耐蝕性再好,若鍍件質量不好仍不能滿足要求,特別是當鍍件表面存在大塊漏鍍、粘渣和氧化膜等缺陷時,鍍層在鋼鐵基體表面不能形成連續完整的致密保護層,基體因局部發生腐蝕而損壞,導致鋼鐵構件破壞,從而影響整個鋼結構的使用壽命。綜合上述分析,平衡考慮可鍍性和耐蝕性,在不改變傳統鋅銨溶劑的前提下,新型Zn-Mg-Ni-V-Al合金鍍層中鎂、鋁合金成分的優化水平組合為: 0.3%~0.5% Mg,≤0.02%Al。由于鎳和釩含量對合金鍍層的可鍍性和耐蝕性影響不大,但鎳和釩是活性鋼鍍鋅的有益元素,因此其含量應該控制在0.06%Ni、0.04%V。

圖4 中性鹽霧試驗后合金鍍層的質量損失Fig. 4 Weight loss of alloy coatings after neutral salt spray test

編號MgNiAlV可鍍性耐蝕性N111119.5120.64N233137.097.47N344146.589.28N422128.5101.58N524319.0109.70N643216.061.35N732415.0120.08N814434.0145.73N941423.056.46N10133210.0121.95N1123444.076.39N1221238.596.44N1331345.078.37N1434227.090.53N1542336.566.30N1612249.5148.70K1537.02351.91408.96411.78--K2384.11436.66397.03370.52--耐蝕性K3386.45357.16376.32405.94--K4273.4435.24398.67392.75--極差R263.6284.7532.6441.26--因素主次Mg>Ni>V>Al--K1332631.529.5--K23029.53128.5--可鍍性K3242730.530.5--K42426.51625--極差R93.515.55.5--因素主次Al>Mg>V>Ni--
3 結論
(1) 鎂對于耐蝕性的影響最為顯著,與傳統鋅鍍層相比,當鎂質量分數達到1.0%時,合金鍍層的耐蝕性為傳統鋅鍍層的3倍左右。鎳對耐蝕性的影響次之,鋁和釩含量在試驗范圍內對耐蝕性影響不顯著。
(2) 鋁和鎂元素對合金鍍層可鍍性的影響最大:鎂能夠改善鍍液的流動性,鎂質量分數不低于0.5 %時,鍍液流動性明顯提高;鎂含量增加,鋅灰、鋅渣增多;鋁含量增加,鋅灰和鋅渣減少。
(3) 鋁對鍍層的表面質量影響最大,其次是鎂;當鋁質量分數增加到0.05%時,鍍層表面出現漏鍍、粘渣等缺陷,產品質量劣化;隨著鎂含量增加,鍍層表面出現流痕,表面不平滑,顏色變得灰暗。在試驗范圍內,鎳和釩含量對合金鍍層可鍍性的影響不顯著。
(4) 綜合平衡考慮可鍍性和耐蝕性,若不改變傳統熱浸鍍鋅生產工藝,使用傳統的鋅銨溶劑助鍍,新型高耐蝕性合金鍍層中各元素的優化水平組合為:0.3%~0.5% Mg,≤0.02% Al,0.06% Ni,0.04% V。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
