典型異形零件在機械加工中的裝夾方案研究
2018-12-17 09:13:24鐘璞孫國慶
中國設備工程 2018年22期
關鍵詞:設計
鐘璞,孫國慶
(常州紡織服裝職業技術學院,江蘇 常州 213164)
在常見的機械加工中,異形零件的裝夾一直是影響零件質量的最主要因素之一。異形零件通常是不規則的,不可以使用通用夾具對其進行裝夾與定位。經過長時間的實踐與探索,我們逐步積累了一定的經驗與技巧。本文將對幾種常見的典型異形零件進行裝夾方案研究,并闡述了可行的解決方案。
1 三角翼零件的裝夾方案
裝夾難點:該類異形零件毛坯一般為板材,但由于結構不規整,通常在銑床上加工時需要用壓板對其進行固定,每次裝夾繁瑣,產量、質量都很難保證。如圖1所示。

圖1 三角翼零件
解決方案:
(1)在整塊板材上重新設計零件的數量,從而提高產品產量,如圖2所示,分為了2個三角翼零件。類似的零件,根據情況和機床行程,一般盡可能設計為零件數量的最大值,最常見的是異形墊片、異形鑲塊等,通常會使用激光切割、沖床加工、銑削、線切割等方法從1個板材上一次加工出幾十個零件。如圖3所示。
(2)如果底面為平面且必須在銑床上加工時,一般可采用膠水把整塊板材粘在床身上,加工完所有零件后(零件底面留0.1mm余量),最后用刀片取下各個零件。

圖2 二合一三角翼

圖3 異形墊片
2 空調渦旋動盤零件的裝夾方案
裝夾難點:該零件一般為鑄件,由于存在鑄造誤差以及需要多次裝夾的原因,在批量零件生產時,裝夾難度大,相對位置公差無法保證。如圖4所示。

圖4 空調渦旋動盤
解決方案:此類零件通常會設計一些專用的工裝對其進行裝夾,如圖5所示為一個氣動專用工裝,裝夾時間僅為3s,并且由于兩銷定位設計,其相應的各個形位公差,都得到了較好的保證。

圖5 氣動專用工裝
3 曲面類異形件的裝夾方案
通常該類零件,我們可以通過設計輔助支撐來解決。首先通過避開支撐桿、支撐架進行切削加工(支撐桿設計直徑、寬度盡可能小),然后根據具體情況手動鋸下或切削下支撐桿,再進行支撐桿斷點處的修復。如圖6、7所示。

圖6 剃須刀模型加工

圖7 電機模型加工
4 圓周不規則零件的裝夾方案
(1)圓周類不規則零件,最佳的方法是選有四軸(或多軸)數控機床對其進行切削,切削表面質量好,效率高。類似裝夾如圖8如示。

圖8 四軸數控轉臺
(2)在不具備多軸數控機床或有些特殊場合,我們還可以選擇手動分度盤,通過把零件圓周方向分為多個不同度數的區域,然后使用三軸數控銑床等設備進行切削加工。具體案例如圖9所示。
5 吸式工裝裝夾方案
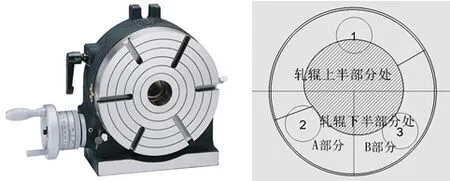
圖9 不規則軋輥三軸銑裝夾方案
在通常情況下,吸式工裝一般是加工薄板或者底面平整的零件,但在實際生產中研究發現,在一些不規則異形零件的加工中可利用設計輔助壓塊,配合吸盤使用,特別是在一些切削力要求不是很高的場合。常用的吸式工裝分為真空吸式底盤和磁力吸式臺面。
5.1 真空吸式裝夾
對于非鐵質材料的輔助壓條,可選用真空吸盤式的夾具對其進行固定。如圖10所示。

圖10 真空吸式夾具
5.2 磁力吸式裝夾
磁力吸式臺面適用于各種鐵質材料的壓條如圖11所示。

圖11 磁力吸式臺面
6 結語
本實驗室長期對異形不規則零件進行切削加工研究,文中列舉了幾種有代表意義異形件的加工方法,其中各零件的裝夾方案均是通過實驗所得,在實驗加工中均得到了滿意的加工效果,證明其是切實有效的,方案是可行的。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
