人機交互調整金屬冶煉連鑄調度計劃
2018-12-12 07:50:58張曉宇
世界有色金屬 2018年19期
張曉宇,李 瑩
(蘭州城市學院,甘肅 蘭州 730000)
1 金屬冶煉連鑄的生產調度系統
金屬冶煉連鑄生產的流程,首先將金屬冶煉成液態,再進行如圖1的一系列操作。
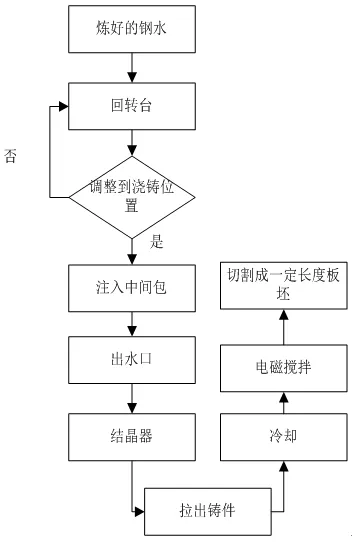
圖1 金屬冶煉連鑄操作流程圖
而生產調度系統是協調整個系統的,接收上一級的生產計劃指令,計算得出執行區域的生產作業計劃,并下發到下一級形成實施指令[1]。傳統的生產調度歸結為按爐次為單位進行劃分,通過人工調度的方式來進行,從效果上來講,生產效率偏低,而且要花費大量的人力資源,在生產中出現特殊情況時不能及時研究出應對方案,產生出大量殘次品,既浪費資源也增加了危險系數。解決這類問題也研究出用編制自動化的方式進行生產調度,但因為生產環境的多變導致該技術沒有最大程度的發揮它的作用。
1.1 生產調度的圖形化展示
人機交互是研究人、計算機以及它們相互影響的技術。從人為調度模式轉變成計算機界面控制的形式,人機交互技術實現了利用計算機實現人類思想的功能在生產過程中,計算機解決了人類精力有限、速度慢等身體因素限制的問題。將計算機中金屬冶煉調度計劃轉換成圖形來展示,煉鋼連鑄生產計劃可以利用GANTT圖的形式加以展現。GANTT圖以時間為橫軸,以各個處理設備為縱軸,直觀地反映出計劃在各工序的處理設備間的執行情況。需要特殊注意的控制點包括:連鑄機拉坯速度控制、結晶器振動頻率控制、定長切割控制。先將生產調度的過程在街面上圖形化展現如圖2所示。
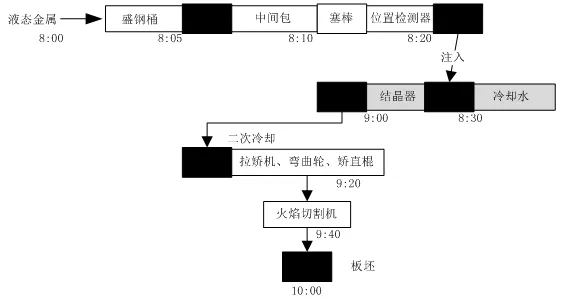
圖2 GANTT界面流程圖
采用GANTT圖的形式直觀的展現金屬冶煉連鑄的整個生產計劃,比起傳統的只能采用數據表格的形式更加便捷。將設備的內部工作放在Web界面上可以觀察到整個生產調度的流程,但當流程出問題時只能及時發現不能解決,所以對人機交互實施模式進行有效調整。
1.2 調整人機交互模式
煉鋼連鑄計劃調整成為人機交互的模式是將圖形話的模式進行動態調整,即讓計劃人員通過對人機界面圖形元素的操作來控制,達到修改計劃的目的。由圖2中可以看出,調度計劃大概分為時間調度和空間調度。
時間調度是指生產過程中某一步驟出現問題或由特殊情況發生的時候,可以通過人機交互控制生產的開始和結束時間。空間調度,就是某些金屬的冶煉過程與設備原本的操作過程不符,這時就可通過人機交互的方式進行控制,將設備位置進行交換或利用活塞控制液態金屬的走向。根據具體工藝流程提出了幾點具體的有效調整措施:
在工序中對處理設備的變動計劃,在GANTT圖上垂直移動煉鋼設備單元的位置,或啟動活塞運用,而在金屬冶煉連鑄工序上的起始時間不變;在工序中對整個生產流程的變動計劃,在GANTT圖上水平移動整個計劃,將整個生產計劃延遲進行;在工序中對某個生產步驟處理時間的變動計劃,在GANTT圖上只對要調整的設備延長或縮短工作時間,其后的流程水平銜接即可;在工序中對某兩個生產設備傳遞時間的變動計劃,在GANTT圖上對要調整的兩個設備之間的傳遞時間延長或縮短,其后的工作流程進行水平平移。
2 金屬冶煉連鑄計劃實現與實驗驗證
根據提出的有效模式,用C++開發圖形控制動態編輯系統,提供給工作人員一個具有交互性的調整生產調度計劃的工具,調度人員可以通過鼠標移動相關元素,精確的對計劃進行動態調整和控制。除了可以調整調度計劃以外,最好還具有保存計劃、刪除計劃等一系列實用功能。
為保證本文提出的人機交互調整金屬冶煉連鑄調度計劃的有效性,進行實驗論證,實驗論證采用相同處理設備,相同原料進行論證實驗。為保證實驗的嚴謹性,采用傳統調度方法,即人工調度的方式,和自動化方式,即為設備設定固定的參數值的方式,作為實驗論證對比,對生產效率進行統計分析。其實驗論證結果曲線如圖3所示。
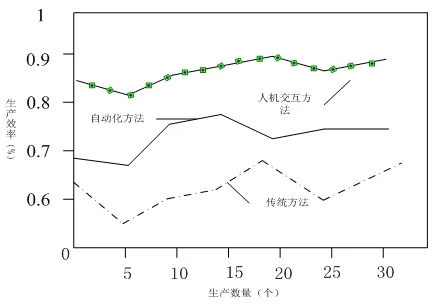
圖3 實驗論證結果曲線
由圖3曲線可以明顯看出,人工交互方法調整后的調度計劃在生產效率生遠遠高于傳統方法和機械自動化的方法,而且較為穩定。實驗證明該方法具有可行性和高效性,即節省了人力物力的開銷,同時安全的保證了生產的質量和速度,產生顯著地經濟效益。
3 結語
作為金屬冶煉制造執行系統的重要組成部分,煉鋼連鑄生產調度計劃系統一直是工業工程領域研究的熱門課題。人機交互調整的生產調度計劃方法人與計算機的優點有效地結合起來,可以充分提高生產計劃的效率,當因復雜環境產生突發情況時能夠做到快速響應,保證生產穩定安全的進行。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
工業設計(2016年12期)2016-04-16 02:52:00