鈮鎢合金表面酸洗工藝研究
2018-12-10 00:49:24王立斐周小軍
世界有色金屬 2018年18期
關鍵詞:工藝
梁 斌,王立斐, 周小軍,趙 剛
(1.寧夏東方鉭業股份有限公司,寧夏 石嘴山 753002;2.稀有金屬特種材料國家重點實驗室,寧夏 石嘴山 753000;3.國家鉭鈮特種金屬材料工程技術研究中心,寧夏 石嘴山 753000)
鈮鎢合金是航天飛行器發動機高溫部件使用的重要材料,這些部件對尺寸的精度要求很高。由于部件使用于高溫部位,因而合金部件表面需制備高溫抗氧化涂層。在制備涂層前,需對合金加工部件表面進行活化處理,活化處理方法采用酸洗,在研究鈮鎢合金酸洗工藝時,一方面要保證去除部件表面油污和氧化皮,增加部件表面活性的目的,另一方面又要盡量減少鈮鎢合金試件尺寸的變化[1]。通過研究,控制鈮鎢合金部件酸洗前后尺寸變化在10μm以下能夠滿足鈮鎢合金部件酸洗的表面狀態要求[1]。
1 實驗內容和方法
1.1 酸洗用酸的選擇
根據不同的產品要求,一般鈮鎢合金的酸洗工藝可分為:普通酸洗、光亮酸洗和光亮腐蝕等不同的酸洗工藝[2]。不同的酸洗工藝選用的酸不同,而且不同的酸對鈮鎢合金的腐蝕狀況不同。通過分析不同酸洗工藝,本試驗選用氫氟酸、硫酸和硝酸來配制酸洗液,通過在鈮鎢合金試片上進行酸洗試驗來研究最佳的鈮鎢合金試件酸洗工藝[3]。
1.2 酸洗試片的測量方法
通過酸洗前后試片的厚度變化,驗證酸洗工藝對鈮鎢合金試件的尺寸影響,試驗采用鈮鎢合金標準隨爐試片(簡稱標準試片)和寬片兩種試驗片進行酸洗前后試片尺寸變化情況的研究。將標準試片在長度方向每隔10mm取一點進行厚度測量,用千分尺在試片寬度的中間部位測量6個點,求其平均值并做好記錄。在寬片需要測量區域用圓規畫上圓圈來標定測量位置,確保測量前后位置的一致性,具體如圖1和圖2所示。
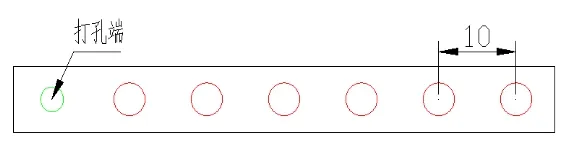
圖1 標準試片測量定位方式
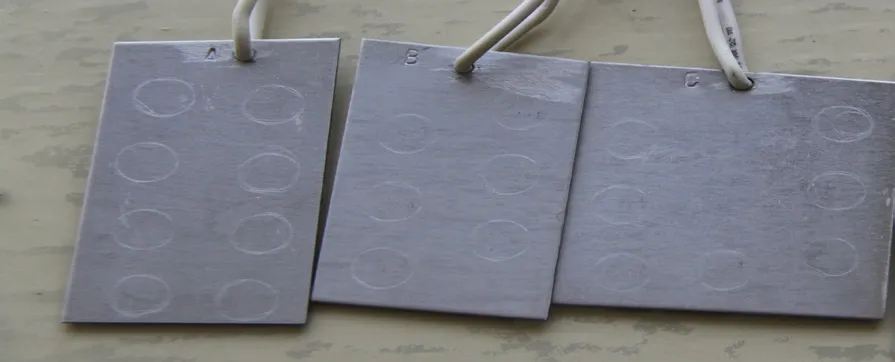
圖2 寬片測量定位方式
2 酸洗工藝的研究
酸洗工藝的控制點主要是酸洗液的濃度和酸洗的時間,因此在研究最佳酸洗工藝時必須將酸洗液的濃度和酸洗時間綜合考慮,既要保證酸洗的質量,又要確保酸洗時間的可操作性[4]。第一輪酸洗試驗以配比為:H2O:HF:H3NO3:H2SO4=2~2.5:3~3.5:9~10:6~6.5的酸洗液對標準試片進行不同時間的酸洗試驗,酸洗后試片表面干凈、光亮,滿足酸洗后試件的表面狀態要求,具體尺寸變化數據如表1所示。
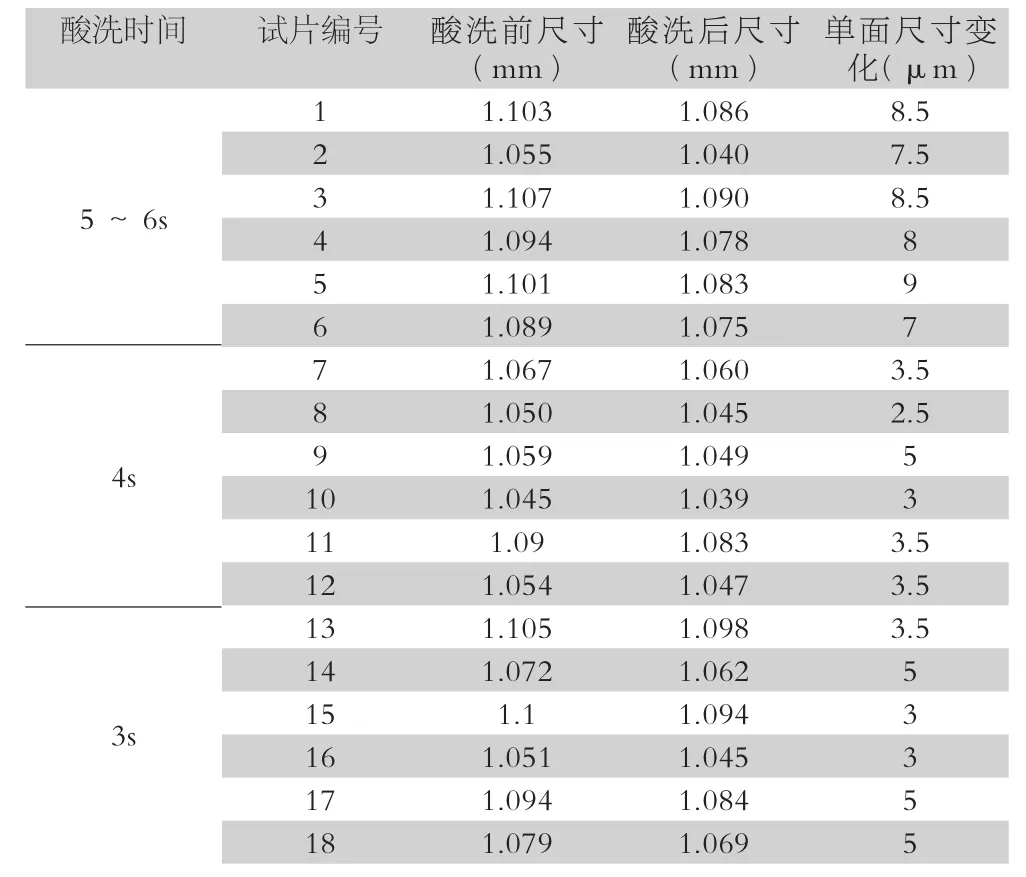
表1 第一輪試片酸洗過程具體數據統計
從表1可以看出,用配比為:H2O:HF:H3NO3:H2SO4=2~2.5:3~3.5:9~10:6~6.5的酸洗液對標準試片進行酸洗,酸洗時間越長,試片被腐蝕的越厲害,酸洗前后試片的尺寸變化越大[5]。用配比為:H2O:HF:H3NO3:H2SO4=2~2.5:3~3.5:9~10:6~6.5的酸洗液對標準試片進行酸洗,控制酸洗時間在4s以內可以保證試片酸洗前后單面尺寸的變化在5μm以內。
通過第一輪酸洗試驗可以看出,配比為:H2O:HF:H3NO3:H2SO4=2~2.5:3~3.5:9~10:6~6.5的酸洗液可以滿足酸洗后對試片的表面狀態要求,但4s的酸洗時間在實際部件酸洗過程中很難控制,可操作性不強。因此需要進一步的工藝改進研究,以增加酸洗的控制時間,方便實際操作。經過反復試驗,一般在實際酸洗操作過程中酸洗時間大于30秒可以很好的完成酸洗過程。
因此在保證酸洗效果的前提下,必須對酸洗液的配比和濃度進行調整。根據HF、H3NO3和H2SO4對鈮鎢合金的腐蝕性,將酸洗液的配比調整為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2。
用新的酸洗液進行第二輪酸洗試驗,將標準試片酸洗40s后觀察試片表面狀態并進行尺寸測量,之后再酸洗20s觀察表面狀態并進行尺寸測量。酸洗40s和60s后試片表面均干凈、光亮,滿足酸洗后表面狀態要求,具體試片尺寸的變化情況見表2。
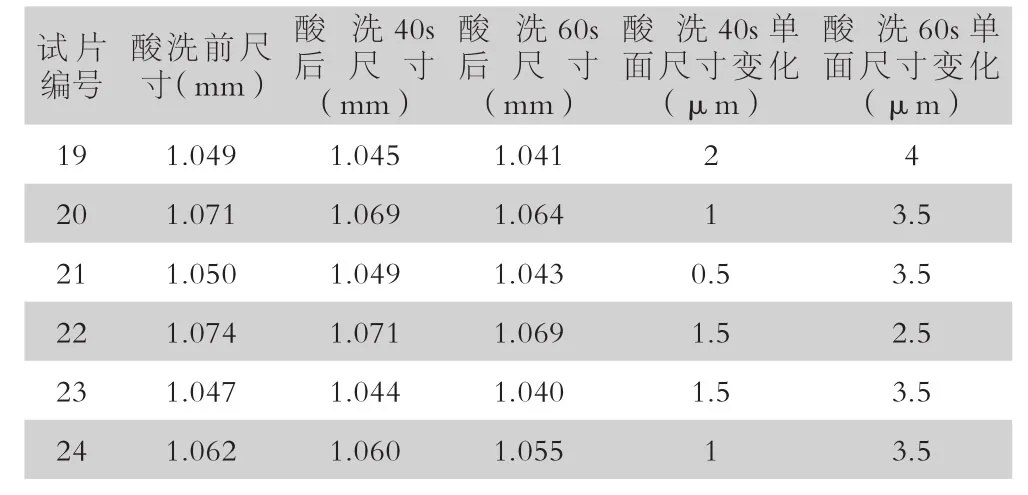
表2 第二輪試片酸洗過程試驗數據統計
從表2可以看出,用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對標準試片酸洗40s后試片單面尺寸變化在2μm以下,酸洗60s后試片單面尺寸變化在4μm以下,滿足酸洗工藝的試件尺寸變化要求,并且40s~60s的酸洗時間便于操作。
為進一步驗證40s~60s的酸洗時間對試片尺寸變化的影響,進行了第三輪酸洗試驗。第三輪試驗將11片標準試片分成兩組,用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對其中一組酸洗40s后觀察表面狀態并進行尺寸測量,另一組酸洗60s后觀察表面狀態并進行尺寸測量。酸洗后兩組試片表面均干凈、光亮,滿足酸洗后試件表面狀態要求,具體試片尺寸變化情況見表3。

表3 第三輪試片酸洗過程數據統計表
從表3可以看出,用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對標準試片分別酸洗40s和60s,試片的尺寸變化量與第二輪試驗中先酸洗40s后再接著酸洗20s試片的尺寸變化量基本一致。因此酸洗時間控制在40s~60s試件尺寸的變化量滿足酸洗工藝的部件尺寸變化要求,并且變化幅度很小。
為驗證同一酸洗工藝對不同尺寸試片的影響,進行了第四輪酸洗試驗。第四輪試驗用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對70x50mm和70x30mm的兩種寬片進行了酸洗,先將試片酸洗40s觀察試片表面狀態并進行尺寸測量,之后再酸洗20s觀察表面狀態并進行尺寸測量。酸洗后兩種寬片表面均干凈、光亮,滿足酸洗后試件表面狀態要求,具體試片尺寸變化情況見表4。
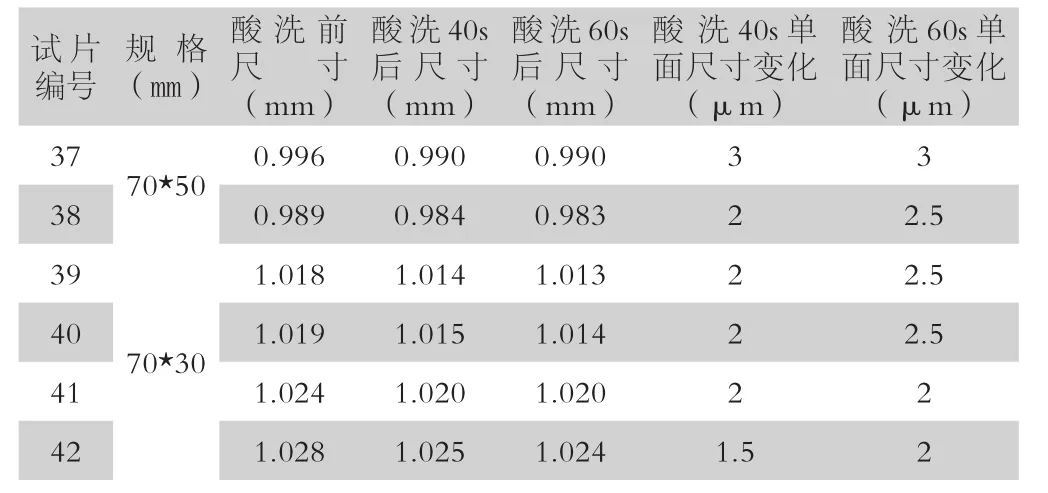
表4 第四輪寬片酸洗過程數據統計
從表4可以看出,用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對70x50mm和70x30mm的兩種寬片進行酸洗,酸洗40s和60s后試片的尺寸變化量均在3μm以下,滿足酸洗工藝的部件尺寸變化要求。
經過四輪的酸洗試驗,可以初步確定酸洗工 藝, 其 酸 洗 液 配 比 為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2,酸洗時間為40s~60s。
鈮鎢合金部件酸洗的一個目的就是去除試件表面的油污,為驗證酸洗工藝對油污的去除效果,進行了第五輪酸洗試驗。第五輪試驗將70x30mm的寬片表面涂上油污后在配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液中先酸洗40s觀察試片表面狀態并進行尺寸測量,之后再酸洗20s觀察試片表面狀態并測量尺寸。酸洗40s和60s后試片表面均干凈、光亮,滿足酸洗后試件表面狀態要求,具體試片尺寸變化情況見表5。
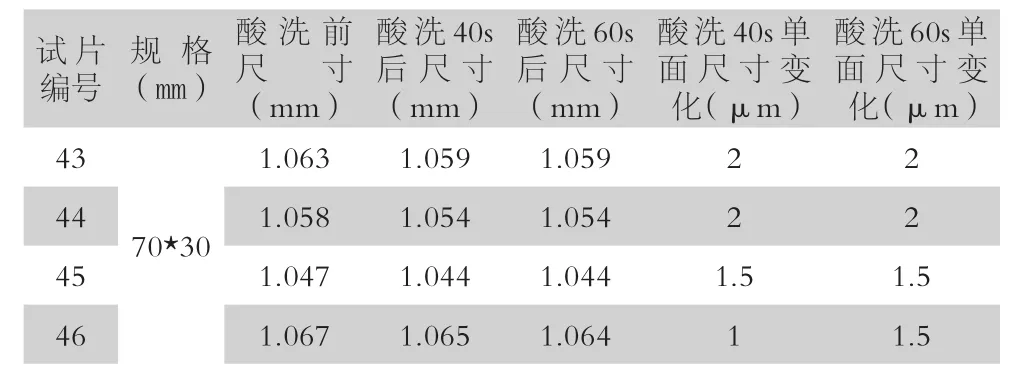
表5 第五輪涂油后寬片酸洗過程數據統計
從表5可以看出,用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對沾油的寬片酸洗40s和60s后試片尺寸變化量均在2μm以下,滿足酸洗工藝的部件尺寸變化要求。
通過五輪的酸洗試驗,酸洗液配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2,酸洗時間為40s~60s的酸洗工藝滿足鈮鎢合金部件的酸洗要求。
為進一步驗證酸洗工藝的穩定性,進行了第六輪酸洗試驗。本輪試驗用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對70x50mm和70x30mm的兩種寬片和標準試片進行了酸洗試驗,將寬片先酸洗40s觀察試片表面狀態并進行尺寸測量,之后再酸洗20s觀察表面狀態并進行尺寸測量;將標準試片酸洗50s觀察試片表面狀態并進行尺寸測量,具體試片尺寸變化情況見表6和表7。
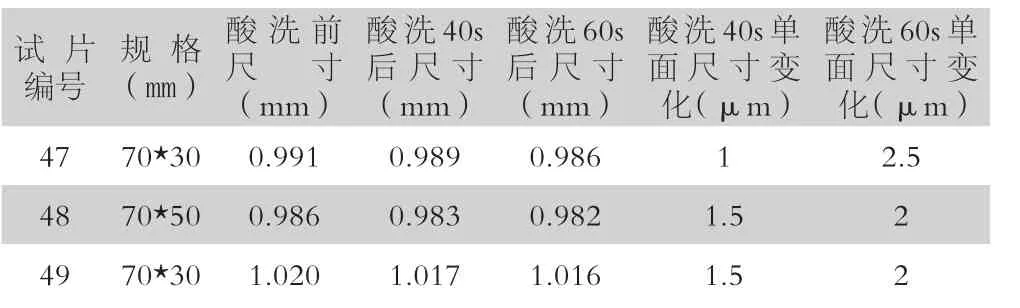
表6 第六輪寬片酸洗過程數據統計

表7 第六輪試片酸洗過程數據統計
從表6可以看出,用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對70x50mm和70x30mm的兩種寬片酸洗40s和60s后試片尺寸變化量均在3μm以下,滿足酸洗工藝對部件尺寸變化要求。從表7可以看出,用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對標準試片酸洗50s后試片尺寸變化量在3μm以下,滿足酸洗工藝的部件尺寸變化要求。
3 結論
經過酸洗試驗研究得出,用配比為:H2O:HF:H3NO3:H2SO4=5~6:1~1.2:2~2.5:1~1.2的酸洗液對鈮鎢合金部件酸洗40s~60s,可以實現鈮鎢合金部件表面去除油污和氧化皮,增加鈮鎢部件表面活性的目的,并且可以嚴格控制酸洗前后部件尺寸的變化量在10μm以內。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52