基于PowerMILL編程的汽車內飾件銑切加工應用
2018-12-08 11:09:48徐先勇
汽車科技 2018年5期
徐先勇
摘 要:在中高檔汽車儀表板、門板生產中需要對其發泡件進行銑切加工,雙機器人自動銑切加工工藝生產效率高,逐漸被眾多汽車內飾件制造企業采用。運用PowerMILL編程軟件,對銑切產品3D數據進行機器人切割軌跡離線編程,應用于雙機器人銑切加工,實現了汽車儀表板、門板銑切工序自動化、柔性化、高效率生產。
關鍵詞:PowerMILL;雙機器人;銑切;汽車內飾件
中圖分類號:TP 文獻標識碼: 文章編號:1005-2550(2018)05-0102-04
Abstract: The foam product was cut by dual robots milling cutter in Medium-High Grade automotive instrument panels and door panels.The dual robots were high production efficiency and widely used by most of automotive interior company. Robots cutting path were programmed by PowerMILL with product 3D data.It made automotive instrument panels and door panels milling process automation, flexibility and high efficiency production.
Key Words: PowerMILL; dual robots; milling; automotive interior
引言
隨著我國人民生活水平和質量的提高,人們對汽車的需求量逐年增加,對于汽車內飾的舒適性、可靠性、安全性和功能需求更高,在設計方面還要求注重色調、色澤、手感、操控等方面的改善。因此,汽車內飾外觀設計和制造工藝已成為人們評價汽車性能和價值的重要標準[1]。在中高
檔汽車內飾件儀表板、門板生產中,對其發泡件銑切加工工序尤為重要。這里我們將重點介紹應用PowerMILL軟件在汽車內飾件儀表板、門板制造中銑切加工的完全解決方案。
1 儀表板、門板制造工藝流程
針對不同儀表板,涉及的工藝及流程各不相同,可粗略把儀表板劃分為硬塑儀表板、半硬泡儀表板等[2]。硬塑儀表板制造工藝流程為:注塑——弱化——焊接——裝配;半硬泡儀表板制造工藝流程為:注塑、搪塑或真空成型——弱化——發泡——銑切——焊接——裝配。
門板制造工藝流程相比儀表板簡單,其中高檔門板應用了表皮包覆、縫紉和發泡工藝。
2 PowerMILL軟件離線編程
PowerMILL是Delcam公司開發的一款全球領先的專業CAM軟件,適用于具有復雜形體的產品、零件及模具的編程,被廣泛地應用在航空、航天、汽車、船舶、內燃機、家用電器和輕工業產品等行業[3]。在這里我們重點談談使用PowerMILL軟件對汽車儀表板、門板的銑切加工進行離線編程。
2.1 PowerMILL軟件操作界面介紹
PowerMILL軟件操作界面窗口如圖所示,它主要由菜單欄、工具欄、目錄樹、工作區域、狀態欄和機器人庫下拉菜單組成,如圖1所示:
2.2 導入模型
加工模型的導入是數控編程的第一步,它是生成數控代碼和機器人軌跡的前提與基礎[4]。汽車內飾件銑切編程導入模型包含產品3D數據導入、刀具創建和機床(機器人)模型導入。這些數據在導入的過程之前需要耗費較多時間把數據轉換為PowerMILL軟件可識別的dgk、igs等格式,其中dgk格式導入更快更方便。
2.3 創建毛坯、選擇刀路策略與設置
依據加工部位創建毛坯,產生的刀具路徑始終在毛坯內部。根據產品的加工特點,選擇相應的刀路策略,在使用PowerMILL軟件進行汽車內飾件銑切編程中,我們通常選擇SWARF精加工和線框SWARF精加工。
SWARF精加工即通常所說的“靠面加工”,利用刀具側刃加工已選曲面。由于刀具的側切削刃在切削范圍內與曲面完全接觸,因此這種加工策略只適用于可展曲面。實際加工中,如果使用SWARF精加工策略不能計算出正確的刀具路徑,可考慮使用線框SWARF精加工策略。這是因為被加工曲面的CAD模型往往不是如所要求的那么完美,在曲面上可能有一些小裂縫、不相連接的碎面等缺陷,在這種情況下使用SWARF精加工策略往往不能計算出所希望的刀具路徑,此時可采用線框SWARF精加工策略。兩種精加工的區別是:線框SWARF精加工是通過使用曲面的頂、底部兩條曲線創建刀具路徑的[4]。
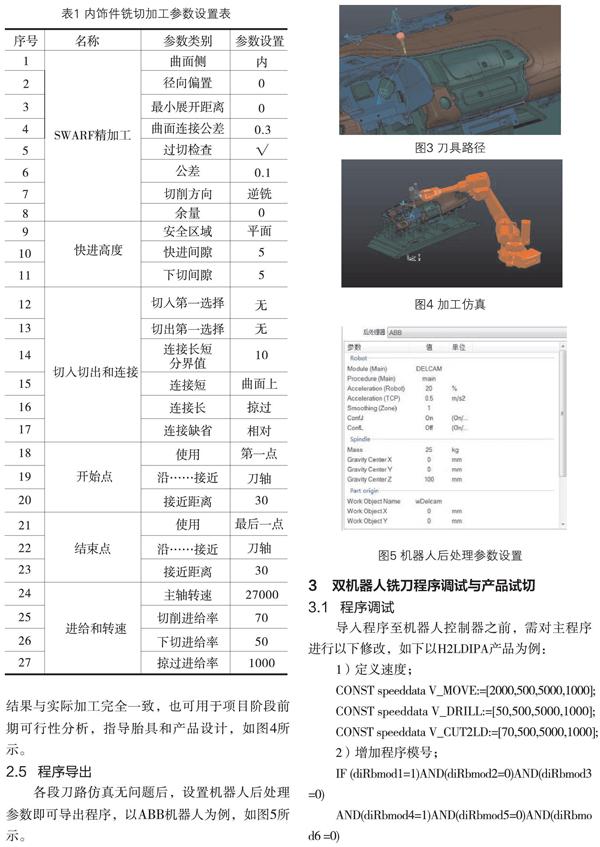
選擇合適的刀路策略后,需要分別對精加工參數、公差、快進高度、切入切出和連接、開始點、結束點、進給和轉速等加工參數進行設置,如表1所示。
2.4 刀具路徑生成與仿真
針對內飾件產品各加工部位,選擇相應的加工策略,分段生成軌跡。對于非連續加工面且位置距離較大的加工面被劃分為一段。因此,一個內飾件產品加工一般由多段刀具路徑組成。
通過產生刀具路徑,選擇分段加工面和創建
坐標系、刀具、毛坯和精加工參數設置,可自動生成刀具路徑,如圖3所示。若無法產生刀具路徑,需要對加工面進行補面和修改,直至生成理想的刀具路徑。
刀具路徑生成后,可通過機器人庫,將機器人模型調入至建立的坐標系位置進行仿真。仿真結果與實際加工完全一致,也可用于項目階段前期可行性分析,指導胎具和產品設計,如圖4所示。
2.5 程序導出
各段刀路仿真無問題后,設置機器人后處理參數即可導出程序,以ABB機器人為例,如圖5所示。
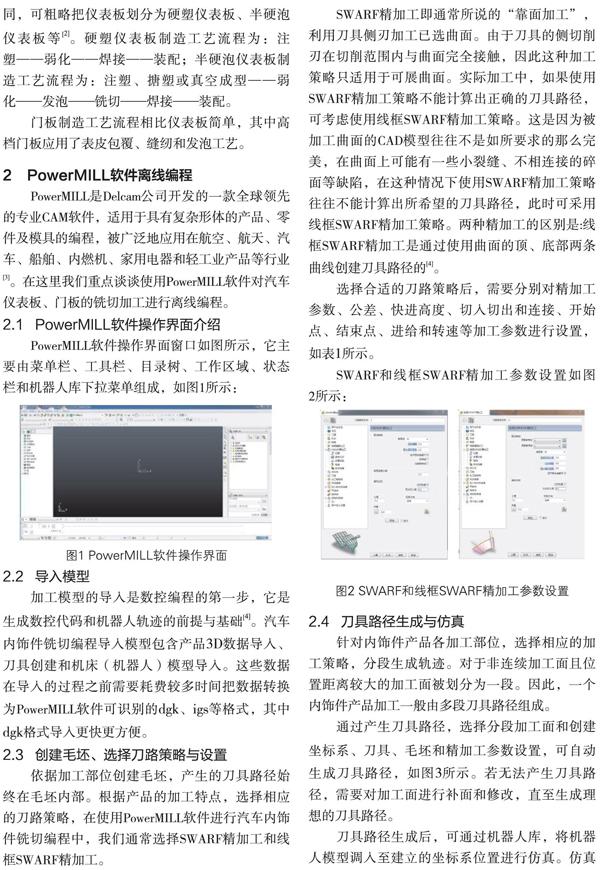
3 雙機器人銑刀程序調試與產品試切
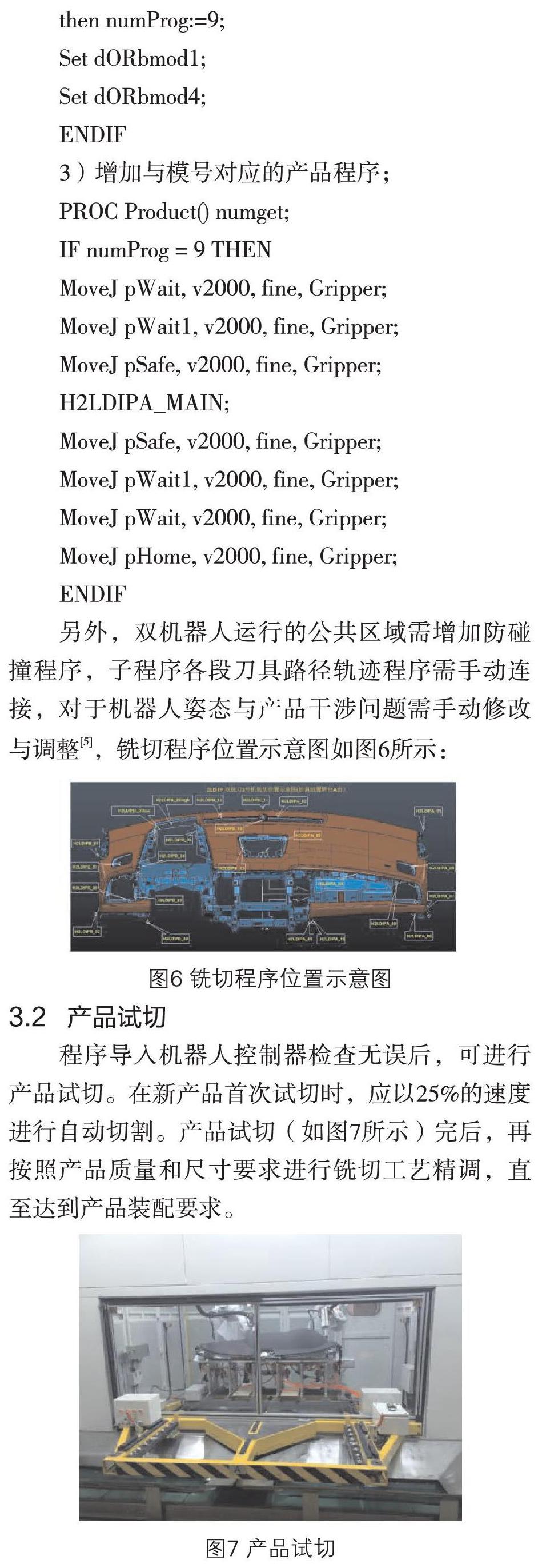
3.1 程序調試
3.2 產品試切
程序導入機器人控制器檢查無誤后,可進行產品試切。在新產品首次試切時,應以25%的速度進行自動切割。產品試切(如圖7所示)完后,再按照產品質量和尺寸要求進行銑切工藝精調,直至達到產品裝配要求。
4 結束語
本文闡述了PowerMILL軟件在汽車內飾件儀表板、門板制造中銑切加工應用,詳細介紹了應用該軟件進行離線編程的方法,并歸納出內飾件銑
切加工參數表和程序修改經驗。通過銑切產品案例分析,總結出雙機器人銑刀程序調試與產品試切需要修改和注意的問題。為使用PowerMILL軟件在汽車內飾件銑切加工的廣泛應用提供了案例與基礎。
參考文獻:
[1]陳通,賀鳳雷.汽車儀表板設計和制造工藝研究[J].技術討論,2016(3):第6卷第8期.
[2]趙濤,柴黎明.汽車儀表板設計及制造[J].客車技術與研究,2010(6):34-36.
[3]蔣厲昧,牟志軍.PowerMILL軟件在汽車內飾件中的應用及優勢[J].CAD,CAM與制造業信息化, 2007(7):88-89.
[4]劉江,李萬全,王金鳳,黎勝容. PowerMILL2012數控高速加工實例詳解教程[M].北京:機械工業出版社,2014.2.
[5]譚景春,藺任志.機器人銑削系統的研究[J].機械工程師,2016(3):105-106.