三軸多焊縫變電站接地扁鋼自動焊接系統
2018-12-06 02:26:40朱建春胡國飛張高超曹杰勇王冠華
機電工程技術 2018年10期
朱建春,胡國飛,張高超,曹杰勇,王冠華
(江西省送變電工程有限公司,江西南昌 330200)
0 引言
焊接自動化主要表現為焊接過程中控制系統的智能化、焊接生產系統的柔性化及一體化.焊接自動化系統不僅能降低勞動力成本,而且能夠提高生產效率、保證焊接質量的穩定性[1-2],自20世紀90年代后,我國焊接界把實現焊接生產機械化、自動化作為戰略目標,因此自動焊接逐步取代手工焊接成為制造業發展的必然趨勢。

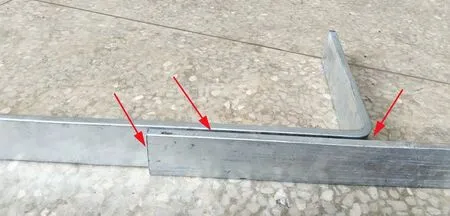
圖1 變電站接地扁鋼焊接的不同形式
基于位置反饋的伺服系統經常用于焊接系統的設計中[3-5],在這類系統中一般都采用單片機或PLC對焊槍的位置、焊槍運行的速度及傾角進行檢測,并將這些檢測量和控制量進行實時比較,以確定當前焊槍是否處于期望的位置。如鄒焱飚等[6-7]設計了直角坐標焊接機械手,通過伺服電機的旋轉編碼器對運動量進行檢測,實現了機械手對待焊工件的三軸移動焊接,但文中對系統的焊接流程介紹略顯單薄;徐鵬[8-10]等在系統中運用視覺位置檢測方法,研究了攝像機模型的建立和圖像處理技術,但對視覺處理部分的介紹不夠詳細;葉建雄等[11]采用超聲波傳感器檢測焊縫的形狀,利用運動控制卡實現系統的統一控制,對系統功能進行了描述,但對運動控制卡的控制實現方法介紹較少。
由于變電站接地扁鋼焊接時,存在著焊縫搭接形式多,同時需要對搭接的多條邊進行焊接,如圖1所示是其中的二種典型搭接,箭頭所指為焊縫所在,很明顯,無論是哪種形式,都不可能一次性焊完,中間存在著重新尋找起焊點的問題,此時焊槍必須要提起且移動到新的焊接點。這些特點對實現接地扁鋼的焊接自動化帶來挑戰,到目前為止,接地扁鋼的焊接工作均由人工完成。
針對上述情況,設計了圖2所示的三軸變電站接地扁鋼自動焊接系統。整體上是一臺架在寬幅萬向輪上的可移動焊接平臺,平臺上有特制的不粘型底板,在底板上安裝有快壓型壓力鉗,借助可活動擋塊的幫助,可將需要焊接的二條扁鋼按所需的搭接形式進行固定;焊槍固定在三維運動軸上的旋轉機構上,從而獲得至少四維的空間自由度,可以完成不連續焊縫,甚至是不同面的焊縫的焊接任務。所有的運動機構均由PLC進行控制,同時借助CCD攝像機的協助,在焊接前獲取焊縫的坐標信息,通過空間曲線的擬合,從而完成自動焊接任務。

圖2 變電站接地扁鋼自動焊接系統結構圖
1 自動焊接系統的構成
變電站扁鋼自動焊接系統主要由傳感子系統、運動子系統、焊接子系統和可編程邏輯控制器PLC四部分構成,系統各組成部分既相互獨立又相互聯系,通過控制器實現模塊協同工作。系統整體構成如圖3所示。
各部分的功能介紹如下。
可編程邏輯控制器:在系統中處于中心地位,是控制系統的核心,包括大量的輸入和輸出元件。首先可以接收光電位置傳感器送來的位置信號,確保各軸運行在安全區域;其次可以通過MODBUS協議和圖像采集系統通信,獲取當前的焊縫信息,并據此規劃焊接路徑;此外,在輸出控制方面,可以啟動及停止焊接系統的送絲機構,完成軌跡規劃中的插補運算,并實現三軸聯動,通過脈沖頻率和脈沖數量多少的不同,實現各軸間不同速度、不同運動長度間的匹配,從而使焊槍能夠準確地沿著焊縫運行。為便于人工介入,PLC還能實時響應操作人員的手動控制按鈕的操作,如緊急停止,手動和自動方式的轉變等。程序設計質量的高低直接關系到系統功能的強弱和使用方便與否。
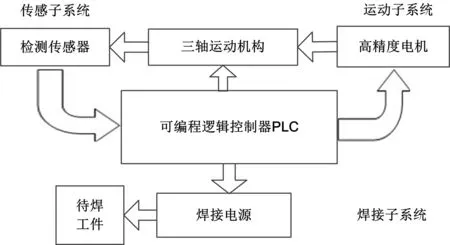
圖3 系統整體結構圖
傳感子系統:除光電式位置傳感器外,CCD傳感器在本系統中用于提供實時的焊縫信息,其通過圖像處理算法分析提取焊縫邊緣,獲得焊縫位置信息后將轉換后的焊縫坐標值傳入PLC。視覺圖像坐標和PLC所在的運動控制坐標的轉換是其中重要的工作,像素坐標 p′(u,v)變換為對應的三維運動坐標p(X,Y,Z)的數學關系如下[12]。

式中 ax=f∕dx, ay=f∕dy,M1由 ax、 ay、 u0、 v0四個參數決定,由攝像機的內部硬件屬性決定這四個參數的大小,所以稱為攝像機內部參數。M2為攝像機外部參數,表示攝像機在世界坐標系中的位姿變換。
運動子系統:此部分由圖2的三維滾珠絲桿構成,再加上用于焊槍旋轉的機構。所有這些機構均由高精度帶位置反饋的步進電機驅動,步進電機的分辨率設為20 000脈沖∕轉,所用三維絲桿X、Y、Z的節距為20 mm,所以一個脈沖對應的位移量為1μm。步進電機的驅動器與PLC的接線方法特別需要注意,因為高速輸出PLC所用的晶體管分為PNP和NPN二類,它們與驅動器的連接方式是不同的。實際所用的步進電機型號為86BYGH,PLC為支持4路高速脈沖輸出且具有運動插補功能的XDM型,它們之間采用圖4所示的共陰極接法。
焊接子系統:為方便在工地使用,采用具有一元化參數設置的單相焊接電源,內置式送絲機可縮小其尺寸,同時可以提供氣保焊、氬弧焊和手工焊等多種工作方式,增加使用的靈活性。焊機受PLC控制完成送絲、起焊和止焊等工作,焊接熔池的深度、飛濺的大小均連續可調。
2 焊接系統工作流程
首先由CCD傳感器獲取焊縫信息,經過坐標變換后通過485總線將相關坐標傳給PLC,控制器據此進行路徑規劃并控制各電機的驅動器,驅動X、Y和Z軸的電機協同動作,使焊槍移至焊接起點并始終沿著提取的焊縫軌跡運動。工作流程如圖5。

圖4 PLC與步進驅動器的接線

圖5 多焊縫扁鋼自動焊接工作流程圖
3 總結
本文以可編程邏輯控制器為核心,結合圖像傳感器和滾珠絲桿構建了一套三軸變電站多焊縫扁鋼自動焊接系統,實現了不同搭接形式下的扁鋼固定和多焊縫連續程序控制自動焊接的功能,進行了焊接測試,取得了良好的效果。正式投入使用后,可以顯著降低工人的勞動強度,提高接地扁鋼的焊接質量以及焊接效率。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2021年6期)2021-06-09 05:57:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
電子制作(2018年8期)2018-06-26 06:43:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年8期)2017-06-05 09:36:15
制造業自動化(2017年2期)2017-03-20 14:26:13
現代工業經濟和信息化(2016年5期)2016-05-17 05:35:57