淺談簡化指令在數(shù)控銑削加工中的應(yīng)用技巧*
2018-12-06 02:26:34劉才志
機電工程技術(shù) 2018年10期
關(guān)鍵詞:指令
劉才志
(長沙航天學(xué)校,湖南長沙 410205)
在數(shù)控銑削手工編程中,采取常規(guī)指令雖然可以順利加工出一般零件,但比較繁瑣,程序量也會很大。特別是對于一些局部具有對稱、旋轉(zhuǎn)、縮放等特征的零件,如果合理地采用數(shù)控銑削簡化指令,可以大大降低編程難度,減少編程計算,縮短編程長度,有效避免出錯率,提高編程效率[1]。本文以實例為牽引,采用華中數(shù)控數(shù)控銑床簡化指令進(jìn)行編程技巧探討,以期取得舉一反三、事半功倍的效果。
1 數(shù)控銑削簡化指令功能、格式及使用注意要點
數(shù)控銑削簡化指令主要有鏡像、旋轉(zhuǎn)、縮放三類構(gòu)成[2]。
1.1 鏡像指令G24/G25
(1)功能:當(dāng)工件上具有對稱結(jié)構(gòu)時,可以只對其中一部分進(jìn)行編程,就能加工出對稱部分[3]。
(2)格式:
G24 X Y Z
M98 P
G25 XY Z
其中:G24、G25分別表示建立鏡像和取消鏡像;(X Y Z)表示鏡像軸的坐標(biāo)。
注意:(X Y Z)表示鏡像軸的坐標(biāo),而非鏡像軸。如相對于X軸對稱,指令后需寫Y0,而非X0。
1.2 旋轉(zhuǎn)指令G68/G69
(1)功能:當(dāng)工件上具有相同結(jié)構(gòu)形狀而擺放位置呈一定角度關(guān)系時,可以只對其中一部分進(jìn)行編程,就能加工出其他部分。
(2)格式:
G68 X Y ZP
M98 P
G69
其中:G68、G69分別表示建立旋轉(zhuǎn)和取消旋轉(zhuǎn);其后的P表示旋轉(zhuǎn)角度;(X Y Z)表示旋轉(zhuǎn)中心的坐標(biāo)。
(3)注意:旋轉(zhuǎn)角度P的取值范圍為“-360°~360°”,逆時針旋轉(zhuǎn)為正,反之為負(fù)[4]。
1.3 縮放指令G51/G50
(1)功能:用于比例縮放,即使程序制定的圖形按比例大小放大或者縮小[5]。
(2)格式:
G51 XY ZP
M98 P
G50
其中:G51、G50分別表示建立縮放和取消縮放;其后的P表示縮放倍數(shù);(X Y Z)表示縮放中心的坐標(biāo)。
(3)注意:縮放倍數(shù)P的取值為P=非基本體軸長÷基本體軸長。基本體是指編程者指定的縮放前的工件形狀,用于子程序編程。非基本體是在基本體的基礎(chǔ)上進(jìn)行縮放的圖形。軸長通常是多邊形的邊長、圓的的半徑或直徑[6]。
2 加工實例及編程策略
如圖1所示零件,為多個復(fù)合內(nèi)腔構(gòu)成。零件圖例分析可以看出,其中四個邊角的內(nèi)六邊形,是以中心軸線對稱,同時按一定比例做了縮放處理,以左上角的內(nèi)六邊形為基本體,通過計算可以發(fā)現(xiàn)它們的比例是左下角圖形為0.7、右上角圖形為0.6、右下角圖形圖像為1,中間的5個腰型槽是以坐標(biāo)原點為中心旋轉(zhuǎn)而成。按照零件特點初步制定編程方案為六邊形按照鏡像后再縮放完成,腰型槽則按照旋轉(zhuǎn)完成。
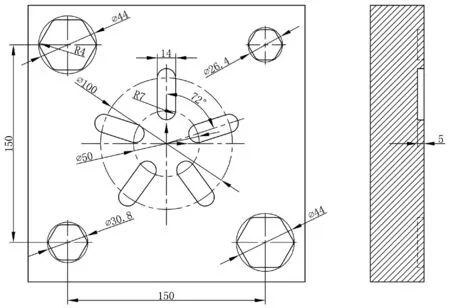
圖1 零件圖例
(1)編程策略
正是該零件在結(jié)構(gòu)上有鏡像、縮放、旋轉(zhuǎn)的特點,可以綜合采用“G24+G51”的模式來編程,首先把左上角內(nèi)六邊形編程一個子程序,選用直徑8的平底刀,一次下到加工深度平面,本文主要目的是介紹簡化指令的運用,在下刀就采用垂直下刀,從型腔的中心向邊角位移建立刀補,同時因選用刀具半徑與圓角相同,所以編程中可以不編寫圓弧。
(2)編程過程
%0001(主程序)
G54
M03S1000
M08
G00X0Y0Z10
M98P2000(加工左上角六邊形)
G24Y0(按X軸鏡像)
M98P1000(加工左下角六邊形)
G25Y0(鏡像取消)
G24X0(按y軸鏡像)
M98P4000(加工右上角六邊形)
G25X0(鏡像取消)
M98P2000(加工右下角六邊形)
G25X0Y0(鏡像取消)
G00Z10
M98P3000(加工腰型槽)
G68X0Y0P72(以原點為中心旋轉(zhuǎn)72°)
M98P3000
G69(旋轉(zhuǎn)取消)
68X0Y0P144(以原點為中心旋轉(zhuǎn)144°)
M98P3000
他的妻子覺得奇怪,問他:“這是你的家,你怎么還不進(jìn)來呢?”那人說:“門口沒有掛鞋,這不是我的家。”他的妻子無奈地問:“你難道也不認(rèn)識我了?”那個人仔細(xì)地看了看妻子,這才恍然大悟。
G69(旋轉(zhuǎn)取消)
68X0Y0P216(以原點為中心旋轉(zhuǎn)216°)
M98P3000
G69(旋轉(zhuǎn)取消)
68X0Y0P288(以原點為中心旋轉(zhuǎn)288°)
M98P3000
G69(旋轉(zhuǎn)取消)
G00Z100
M30
%1000(加工左下角六邊形子程序)
G51X-75Y-75P0.7(縮放0.7倍)
M98P2000
G50(縮放取消)
M99
%4000(加工右上角六邊形子程序)
G51X75Y75P0.6(縮放0.6倍)
M98P2000
G50(縮放取消)
M99
%2000(加工左上角基本體子程序)
G00X-75Y75(定六方中心)
G01Z-5F30(垂直下刀)
G41G01X-53Y75D01F100(建立左刀補)
X-64Y94.1(以下5行是六方的走刀軌跡)
X-86
X-97Y75
X-86Y55.9
X-64Y55.9
G40X-75Y75(回六方中心,取消刀補)
G0Z10(提刀)
M99
%3000(腰型槽基本體子程序)
G00X0Y37.5Z10(定腰型槽中心)
G01Z-5F30(垂直下刀)
G41G01X7Y50D01(建立左刀補)
G03X-7Y50R7(以下5行是腰型槽的走刀軌跡)
G01X-7Y25
G03X7Y25R7
G01X7Y50
G03X-7Y50R3
G40X0Y37.5(回腰型槽中心,取消刀補)
G00Z10(提刀)
M99
3 簡化指令應(yīng)用說明
(1)三大簡化指令G24∕G25、G68∕G69、G51∕G50必須配套使用,前后呼應(yīng),缺一不可。
(2)在鏡像、縮放、旋轉(zhuǎn)功能下不能使用G52指令,但在G52下能進(jìn)行鏡像、縮放、坐標(biāo)系旋轉(zhuǎn)。即建立各指令的先后順序是“先平移,后旋轉(zhuǎn),再刀補”[7]。
(3)加工基本體圖形用子程序?qū)崿F(xiàn),且編程路徑一般為:“特殊點出發(fā)—加工基本體—返回特殊點”,以確保工件每次加工形狀不發(fā)生“漂移”。
(4)在運用簡化指令加工時,可以適時、合理配合運用坐標(biāo)系平移G52指令,以擴大加工范圍[8]。
(5)三大簡化指令必須配合子程序一起使用,且子程序的編程為基本體加工程序。
4 結(jié)束語
數(shù)控銑削簡化指令在使用時必須細(xì)致、細(xì)心,同時要根據(jù)工件形狀巧妙、靈活地配合如工件坐標(biāo)系平移、刀具補償?shù)戎噶罟餐褂茫⒁怅P(guān)注子程序應(yīng)用的編程方法,這樣一來,可以大大簡化編程工作量,把貌似復(fù)雜的零件編程極大地簡化,提高了編程的效率。當(dāng)然,數(shù)控系統(tǒng)若有變化,指令的格式和使用方法可能也隨之微調(diào),編程者在實際編程操作時需格外留意。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(shù)(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(xué)(2016年10期)2016-11-23 05:11:56
時代農(nóng)機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學(xué)院學(xué)報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27