汽車輪胎生產基本工藝(三)
2018-11-13 01:35:54楊順根
橡塑技術與裝備 2018年21期
楊順根
(全國橡塑機械信息中心,北京 100143)
(接上期)
5 簾布壓延覆膠
作為輪胎結構中承受主要負載和作用力的胎體骨架材料有纖維簾布和鋼絲簾布兩類,其性能和壓延覆膠工藝及其所用設備各不相同。
目前,纖維簾布主要用作斜交輪胎的胎體骨架材料和轎車、輕卡子午線輪胎的胎體骨架材料。纖維簾布通常為帶有稀疏緯線的有緯織物,簾布中的緯線僅為方便生產使用,在輪胎結構中沒有其他用處。鋼絲簾布主要用作全鋼載重子午線輪胎的胎體和帶束層的骨架材料,以及半鋼子午線輪胎的帶束層骨架材料。鋼絲簾布采用單根合股鋼絲簾線導開、整經后以無緯壓延的方式生產。
5.1 纖維簾布壓延覆膠
5.1.1 表示纖維簾布纖度的單位
纖度是表示纖維粗細程度的一種指標,分重量和長度兩種方法表示:重量表示的方法是以一定長度的纖維重量計,即纖維重量與長度之比(以“旦”和“特”為單位)。長度表示法則以一定重量的纖維長度計(常稱“支數”)。輪胎纖維簾布常用前者表示,后者常用于生活紡織品纖維的表示。
a.denier(旦):定長9000 m紗線(纖維)的重量克數,國家標準定為1 denier=1 g/9 km。
b.tex(特):定長1000 m紗線(纖維)的重量克數。
c.dtex(分特):定長100 m紗線(纖維)的重量克數。
5.1.2 常用輪胎骨架材料
常用的骨架材料如下:
a.尼龍簾線簾布:93.3 tex/2、140.0 tex/2、186.7 tex/2、210.0 tex/2。
b.聚酯簾線簾布:111.1 tex/2、166.7 tex/2、122.2 tex/2、144.4 tex/3等。
c.芳綸簾線簾布:166.7 tex/2、166.7 tex/3。
在實際生產中,常用的是尼龍簾布,其次是聚酯簾布和芳綸簾布,棉簾布和人造絲簾布已被淘汰。簾布規格93.3 tex/2表示該簾布的簾線由2股93.3 tex構成。
尼龍簾布的材料有尼龍6和尼龍66兩種,其主要規格有:
尼龍 6浸膠簾布 : 930 dtex/2(V1、V2、V3),V1為126根經線/10 cm;1400 dtex/2:V1-100、V2-71、V3-52;1870 dtex/2:V1-78、V2-74。
尼龍66浸膠簾布: 140 dtex/2:V1-100、V2-74、V3-52;186.67 dtex/2:V1-88、V2-68.4。
通常V1用作內層簾布,V2用作外層簾布,V3用作緩沖層簾布。
尼龍簾布的標準幅寬為145 cm±3 cm。
目前,成品尼龍簾布已經經過浸膠熱伸張處理,到輪胎企業無需再行特殊處理即可用于壓延覆膠。
聚酯簾布常用規格:111.1 tex/2、122.2 tex/2、166.6 tex/2、111.1 tex/3、144.4 tex/3。
聚酯簾布常用于輕載子午線輪胎。
芳綸簾布常用規格:166.6 tex/2、166.6 tex/3。
聚酯簾布和芳綸簾布在使用前,須經特殊的浸膠熱伸張處理,以確保熱穩定性和與橡膠的黏合性能。
芳綸簾布可用于高級轎車子午線輪胎的生產。
5.1.3 尼龍簾布新舊規格對照
尼龍簾布的新舊規格對照見表5。
表5 尼龍簾布新舊規格對照
5.1.4 纖維簾布壓延前的處理
由于尼龍等化學纖維的特殊性,為了提高其與橡膠之間的黏合性能和簾線的穩定性能,尼龍簾布等化學纖維白坯布,必須經過浸膠熱伸張處理,經過浸膠熱伸張處理的尼龍簾布不但可以提高與橡膠的黏合力,更能改善尼龍簾布的熱收縮性能,減小定負荷延伸率和熱收縮率。
尼龍簾布浸膠熱伸張處理的工藝過程如下:
簾布導開→前牽引→前貯布→浸膠→真空吸膠→干燥→熱伸張→熱定型→冷卻→后貯布→后牽引→卷取。
簾布經過浸漬膠漿之后,主要通過熱伸張、熱定型和冷卻三個工藝過程達到工藝目的。在三個工藝過程中必須處理好溫度、張力和時間三個重要參數(即所謂的3 t條件)。每一種簾布的參數需經試驗確定。對于如1260 detex/2尼龍簾布的熱伸張處理條件為:熱伸張張力25~50 kN,溫度185~210℃,時間20~40 s。熱定型張力 20~40 kN,溫度 185~210℃,時間20~40 s。在熱伸張處理之前,簾布需先行干燥,干燥時的張力一般為10~40 kN,溫度110~150℃,干燥時間 100~150 s。
浸膠用的浸漬劑通常采用間苯二酚-甲醛-膠乳。膠乳以丁苯吡膠乳為主,配以部分天然膠乳或丁苯膠乳。這種浸漬劑滲透和附著在簾布上之后,可以極大地提高簾布和橡膠的黏合力。
5.1.5 纖維簾布壓延工藝及帆布擦膠工藝
纖維簾布的壓延工藝以貼合薄膠片壓力貼膠的方法生產覆膠簾布。通常采用四輥壓延機兩面一次壓延覆膠的方法,其基本工藝過程如下:
纖維簾布導開→牽引→貯布→干燥→一次兩面覆膠壓延→冷卻→簾布刺孔→貯布→牽引→卷取。
一般情況下壓延機4個輥筒的速比為:No.1:No.2:No.3:No.4=1:1.4:1.4:1。
對于現代化S型四輥壓延機,由于采用每個輥筒獨立直流驅動調速系統,輥筒速比可以在0.5~1之間任意調節,以獲取最佳壓延效果。
貼膠壓延首先由No.1輥和No.2輥及No.3輥和No.4輥分別壓延的兩層膠片,在通過No.2輥和No.3輥的輥距時在一定壓力下貼合簾布上,完成簾布一次兩面貼膠的基本壓延操作。
簾布每面貼膠厚度通常為0.25~0.50 mm左右。表6列舉示例,供參考。
表6 簾布壓延厚度
在斜交胎生產中,要用到少量的細布、帆布的擦膠壓延,這類纖維織物如果用壓力貼膠的方法壓延,由于織物密度的關系,膠料難以滲入到織物纖維線之間,因此必須用擦膠的方法壓延。擦膠壓延一般用三輥壓延機,且一次只能擦膠一面,兩面擦膠需要擦膠壓延兩次。
三輥壓延機用于擦膠操作時的輥筒速比一般為:No.1:No.2:No.3=1:1.4:1。
擦膠工藝是輥筒上膠料與織物在“摩擦”狀態下將膠料擦入織物縫隙及其表面。擦膠壓延分厚擦和薄擦兩種,厚擦時三輥壓延機的中輥(No.2)上始終包有一層膠料,而薄擦時,中輥不會包有膠料。
纖維簾布在進入壓延機覆膠壓延之前,必須利用蒸汽加熱的輥筒式干燥裝置進行干燥,烘干后的簾布應符合工藝要求,尼龍簾布的水分應≤1%。
干燥裝置干燥輥的表面溫度由干燥輥的數量和纖維種類決定,對于Φ700×1800 S型四輥壓延聯動線,不同簾布的烘干溫度大致為:尼龍66,110~115℃;尼龍6、聚酯,105~110℃;帆布,100~105℃。
此外,為保證纖維簾布壓延質量,簾布在壓延過程中要施以一定的張力,以防在壓延過程中產生收縮,通常每根簾線施加的張力值為:尼龍簾線,1.96~2.45 N ;聚酯簾線 1.96~2.94 N。
纖維簾布經壓延覆膠后,應保持總長度和寬度基本不變,簾布幅寬公差≤±20 mm。同時,要求簾布邊部(0~25 mm之內)密度按V1、V2、V3比原簾布布邊密度標準根數分別不超過3根、2根、1根簾線。這是因為在壓延過程中,由于壓延張力和簾布熱收縮等原因,會導致簾布簾線排列不均,通常形成中間比較均勻,兩邊過密,嚴重時造成布邊不平整,影響后工序的裁斷和接頭。同時簾布變窄后影響簾布的利用率。解決的辦法是在生產線中裝設擴布輥和擴邊輥,使簾布簾線排列均勻,簾布寬度保持在1450 mm或1460 mm。
壓延機工作時,供膠膠料堆積在兩個輥距處,膠料中會帶入氣泡,導致覆膠簾布夾有氣泡,容易造成簾線重疊等質量問題,為此必須消除氣泡。消除的辦法,除調整供膠膠料溫度和輥筒溫度外,就是采取自動劃泡措施,用劃針在輥筒上來回移動劃破膠層,釋放氣泡空氣,提高壓延質量。
壓延操作中,壓延機輥筒溫度同樣是一個非常重要的參數,過高或過低的輥筒表面溫度,會產生膠料焦燒、掉皮和膠疙瘩等壓延缺陷,特別是新型原料的應用,輥筒溫度的選用尤需注意。實際輥筒溫度要根據膠料配方、骨架材料、壓延工藝及設備等因素進行考慮。
四輥壓延機壓延簾布時的輥筒溫度如表7所示,可供參考。

表7 輥筒溫度 ℃
纖維簾布的壓延速度一般較高,壓延機的設計壓延速度要達60~70 m/min,實際壓力貼膠的壓延速度通常在50 m/min左右,但開機速度一般僅為3.5 m/min左右。
擦膠壓延速度略低于壓力貼膠壓延速度,薄帆布為 5~30 m/min,厚帆布則可達 30~50 m/min。
壓力貼膠的覆膠壓延厚度較薄,控制好壓延厚度可控制膠料的消耗。
5.1.6 壓延供膠
壓延簾布時,持續穩定的供給經過熱煉的膠料十分重要。熱煉供膠方式有兩種:開煉機熱煉供膠和銷釘機筒冷喂料擠出機熱煉供膠。
開煉機用作熱煉供膠時,常用的規格為Φ660×2130及Φ560×1530,輥筒速比通常采用1:1.09,其熱煉的工藝條件如表8所示。

表8 開煉機熱煉工藝條件
現代化的纖維簾布壓延生產線,目前大多采用銷釘機筒冷喂料擠出機熱煉供膠,它具有工藝簡單、節能、減少投資和減少熱煉設備占地面積等優點。
對于Φ700×1800及Φ610×1730四輥壓延機,當采用開煉機熱煉供膠時需要4臺開煉機,每臺開煉機主電機功率200 kw計,四臺機器共800 kW,而用200×12D銷釘機筒冷喂料擠出機熱煉供膠則僅需2臺機器,按每臺主電機功率220 kW計算,共計440 kW,兩者相差360 kW。
利用銷釘機筒冷喂料擠出機作熱煉供膠時,要控制好擠出機各部位的溫度,大致如下:擠出機機身,(70±3)℃ ;螺桿,(80±3)℃ ;機頭,(90±3)℃
5.1.7 壓延生產線
纖維簾布通常使用四輥壓延生產線,而擦膠操作則常用三輥壓延生產線。簾布一次兩面壓力貼膠大多采用Φ700×1800 S型四輥壓延生產線和Φ650×1730Γ型四輥壓延生產線,其主機參數如表9所示。
表9 纖維簾布四輥壓延機主機參數
S型四輥壓延機的No.1、No.2、No.4輥帶有中高度,No.1和No.2輥還設有預負荷裝置,此外No.1和No.4輥還設有軸交叉裝置,這些措施都是為了提高壓延厚度的精度。為使簾布接頭順利通過輥距,No.2輥則設有過接頭保護裝置,當簾布接頭通過時會自動放大輥距。機器的4個輥筒各自設有一套獨立的直流傳動系統,輥筒之間的速比可在0.5~1之間任意調節。
“Γ”型四輥壓延機是一種傳統產品,由于結構的限制,雖經不斷改進,壓延精度相對較低,僅有側輥和下輥設有提高壓延精度的中高度。
擦膠三輥壓延機的常用規格為XY-3I1730,其輥筒規格為 Φ610×1730,壓延速度 8~54 m/min,最小壓延厚度0.2 mm。上、下輥筒具有中高度,可消除兩邊薄中間厚的特點。下輥設有液壓過接頭保護裝置。對于傳統三輥壓延機,輥筒兩端裝有速比齒輪,采用拔鍵方法調整輥筒速比,以滿足不同壓延工藝要求。
壓延機和壓延聯動裝置組成生產線。聯動裝置由纖維簾布導開裝置、簾布接頭硫化機、導開張力架、前后牽引裝置、前后貯布裝置、預張力裝置、干燥裝置、前后張力架、冷卻裝置、卷取張力架和卷取裝置等組成。簾布在壓延過程中,為確保壓延質量,在聯動裝置不同區段對簾布施加不同張力。壓延區的最大設計值為15 kN,卷取張力值為0.5~1.0 kN,導開張力值為 0.3~0.5 kN。
帆布、細布壓延聯動裝置的結構組成相對比較簡單,它主要由導開裝置、冷卻裝置和卷取裝置組成。干燥裝置獨立組成干燥系統。帆布、細布在進行擦膠壓延工藝之前先行干燥。單獨設置干燥的原因是既有八輥或雙八輥干燥裝置的干燥速度與壓延速度不匹配,干燥速度低于壓延速度。壓延聯動裝置設計速度為5.4~54 m/min,而八輥和雙八輥干燥裝置的設計干燥速度僅為 8.5~20.5 m/min。
壓延系統的最大張力為2 kN。
5.2 鋼絲簾布壓延覆膠
5.2.1 鋼絲簾線
目前,全鋼載重子午線輪胎的胎體層和帶束層及轎車和輕卡子午線輪胎的帶束層使用由鋼絲簾線構成的鋼絲簾布。由于鋼絲簾線具有極高的強度,從而可大量減少骨架層層數,降低重量,減少原料消耗,提高散熱性能,提高使用壽命,節能降耗。
鋼絲簾線由多根細鋼絲捻制而成。常用的鋼絲簾線規格如下:
轎車子午線輪胎 :1×4×0.25OC、2+2×0.25NT/HT、1×2×0.30HT、2+2×0.30HT、1×3HT( 開 放 型 )、1×3HT(全滲膠);
輕卡子午線輪胎 :2+2×0.25、3+6、2+7、1×12CC、2+2HT、3+6HT、2+2ST、1+4st、3+8HT ;
全鋼載重子午線輪胎:
胎 體 :3+9×0.22+0.15HT、12×0.22+0.15HT、3+8×0.22HT、0.20+18×0.175HT、27×0.175+0.15、3+8+13×0.18+0.15 H T、0.25+18×0.22 H T、3+9+15×0.175+0.15 ;
帶束層 :3+6HT、3+9、3+9+15×0.22+0.15、3×7×0.20HE、3×4+0.22HE、4×4×0.22HE。
鋼絲簾線的規格隨著技術進步,簾線規格不斷推出新產品,性能也在不斷提高。
鋼絲簾線以纏卷成錠子形式供給鋼絲簾布壓延機壓延成覆膠鋼絲簾布。每個鋼絲簾線錠子纏卷長約2000~4000 m鋼絲簾線,通常為2000 m左右。
5.2.2 鋼絲簾布壓延
生產覆膠鋼絲簾布有壓延法和擠出法兩種方法。壓延法又分冷壓延法和熱壓延法兩種方法。用螺桿擠出機以擠出的方法生產鋼絲簾布的方法見簾布裁斷部分的有關內容。
冷壓延法:利用三輥或四輥壓延機先將鋼絲簾布膠料壓延成工藝所需厚度的膠片,經冷卻后卷取。然后用冷貼合鋼絲簾布生產線將導開的上、下兩層膠片在常溫下送往整經好的鋼絲簾布上、下方,經兩輥壓延機壓力貼合,然后卷取備下工序裁斷。
冷壓延法生產鋼絲簾布工序繁雜,效率低,膠料很難滲入鋼絲簾線縫隙,壓延質量較差,目前在輪胎企業已很少使用。
熱壓延法:鋼絲簾布的熱壓延工藝類似于纖維簾布一次兩面壓力覆膠壓延工藝。鋼絲簾布熱壓延的工藝過程大致如下:
鋼絲簾線導開→整經→一次兩面壓力覆膠壓延→冷卻→貯布→卷取。
熱壓延用鋼絲簾布壓延機,有分離型S型四輥壓延機和傳統型S型四輥壓延機兩種結構類型。如圖21所示。兩種類型的壓延形式,在實際生產中都有使用,而且我國早期進口和使用的都是傳統型的壓延形式,隨后開發使用了分離型S型的輥的形式,這種形式實際上由兩臺兩輥壓延機組合而成。不論何種形式壓延機,為提高壓延精度,均設有輥筒軸交叉裝置和軸承預負荷定位裝置。
鋼絲簾布壓延機的設計壓延速度為4~40 m/min,遠低于纖維簾布壓延機的速度。鋼絲簾布壓延機同樣采用每個輥筒獨立直流驅動系統,因此輥筒速比可以在0.5~1之間實現無級調節。
鋼絲簾布壓延機常用的規格有:Φ450×1000、Φ450×1200、Φ500×1300、Φ560×1240等。單層膠片壓延厚度1.2~3 mm,壓延區最大張力為20 kN。
圖21 兩種鋼絲簾布壓延形式
也有企業要求一臺壓延機具有兩種用途:既可壓延鋼絲簾布,也可壓延纖維簾布,這在某種情況可以減少設備投資,但在實際生產中用者不多,對于大型輪胎企業不適合使用。
幾種規格鋼絲簾布壓延機的主要技術參數如表10所示。
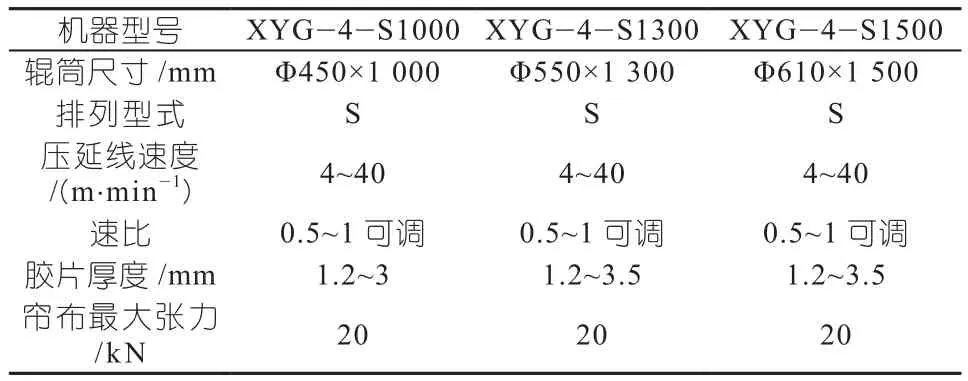
表10 鋼絲簾布壓延機主要技術能數
5.2.3 鋼絲簾布壓延機供膠
鋼絲簾布壓延機的熱煉供膠與纖維簾布壓延機的熱煉供膠類似。用開煉機熱煉供膠和銷釘冷喂料擠出機熱煉供膠均可。用開煉機熱煉供膠時,用兩臺XK-550開機進行粗煉,另兩臺XK-550開煉機分別用作細煉和供膠。粗煉、細煉和供膠的輥筒溫度為40~50℃。供膠膠料溫度為(80±5)℃。供膠溫度隨鋼絲簾布壓延工藝不同而有所不同,因此最高供膠溫度可達(100±5)℃。
當采用銷釘機筒冷喂料擠出機給鋼絲簾布壓延機熱煉供膠時,同樣配用兩臺Φ200×12D擠出機,每臺擠出機負責一個輥距的供膠。
不論是用開煉機供膠還是用擠出機供膠,供膠輸送帶上必須裝設金屬探測器,以免金屬雜質進入壓延作業,影響壓延質量,或致損壞機器。
5.2.4 聯動裝置
鋼絲簾布壓延聯動裝置由前、后輔機組成。前輔機包括錠子房、鋼絲導開裝置、接頭機、整經裝置等組成。后輔機由過張力保護及張力控制器、冷卻裝置、卷取貯布器、卷取喂料裝置、自動切割裝置及卷取裝置等組成。機組設有4個張力區段:。每根鋼絲的導開張力為12~15 N,壓延張力按每根鋼絲20~30 N計算,簾布貯存架的最小張力為1000 N。
鋼絲簾線錠子房是生產線中非常重要的部分,它要求:
(1)生產鋼絲簾布用的鋼絲錠子送入錠子房時包裝必須完好無損,每個包裝內有干燥劑1 kg,存放時間在12個月以內。
(2)錠子房空調條件:錠子房溫度必須高于室外溫度2~3℃,相對濕度≤50%。
(3)鋼絲錠子送入錠子房存放24 h以上方可使用。
(4)鋼絲簾線不得長時間暴露在錠子房內,鋼絲簾線表面不得有氧化現象或銹跡。
5.2.5 鋼絲簾布膠料
子午線輪胎鋼絲簾布膠料必須具有較高的拉伸強度。耐疲勞、耐熱和抗老化性能。為此,胎體鋼絲簾布以用天然橡膠為主,兼用槽法炭黑和高耐磨爐黑作為補強填充料,且用量較多。
鋼絲帶束層膠料以天然橡膠為主,加用適量順丁橡膠,配以高耐磨爐黑。
為改善膠料與鋼絲簾線的黏合性能,膠料必須加入鈷鹽增黏體系或間甲白增黏體系,或二者并用,取長補短。
