曲軸再制造耐磨熔覆層工藝參數優化
2018-11-13 08:42:34黃海鴻錢正春
中國機械工程 2018年21期
關鍵詞:工藝
黃海鴻 湯 杰 錢正春
1.合肥工業大學機械工程學院,合肥,2300092.機械工業綠色設計與制造重點實驗室,合肥,230009
0 引言
曲軸是發動機的關鍵零部件之一,曲軸的質量直接影響工作系統的性能。曲軸在長期運轉中,各個軸頸需在極高的比壓下進行高速滑動,極易導致表面磨損,若不及時處理,則會對機器和人身安全構成嚴重威脅。曲軸附加值高,其成本約為整機成本的10%~20%,故整根曲軸報廢極為浪費[1]。再制造技術以損傷、報廢零部件作為毛坯,采用專門的技術和工藝,使損傷的零件恢復原有或近形尺寸,且性能達到或超過原基材水平[2],因此,可考慮采用再制造技術對磨損曲軸進行修復,以延長曲軸的使用壽命,提高其服役性能。
目前常用的再制造修復技術有鎢極氬弧焊[3]、超音速火焰噴涂[4]、等離子噴涂[5]、激光熔覆[6]、等離子噴焊[7]等,其最大的區別在于生產率、稀釋率和制造成本的差異。在上述技術中,等離子噴焊因生產率高、稀釋率低、制造成本低、沉積率高、成形質量好等優點已被廣泛應用于機械部件的修復和強化中[8]。然而,等離子熔覆層的形成是一個復雜的物理化學和快速凝固過程[9],其性能受噴焊電流、噴焊速度、送粉流量等工藝參數影響,且這些工藝參數對熔覆層性能的影響較為復雜,各個參數之間既相互聯系又相互制約,因此,需要對等離子噴焊工藝參數進行優化以獲得性能優異的再制造耐磨熔覆層。
噴焊電流作為熱輸入的直接表征物理量,是決定熔覆層組織和性能的一個主要因素[9],許多學者針對不同噴焊電流下熔覆層的組織及耐磨性開展了大量研究。文獻[10-12]的研究表明,噴焊電流直接影響熔覆層的微觀結構、表面硬度及耐磨性,隨著噴焊電流的增大,熔覆層的厚度相應增加;文獻[13-14]的研究表明,噴焊電流的增大也會提高基材的稀釋率,從而影響熔覆層成分和結構,并降低表面硬度。此外,也有學者從送粉流量、噴焊速度、冷卻速度等方面研究了等離子噴焊各工藝參數對熔覆層組織及性能的影響規律。文獻[8]的研究發現,隨著送粉流量的減少,熔覆層硬度和熔合區硬度梯度均明顯降低;文獻[15]的研究發現,隨著噴焊速度的增大,熔覆層中柱狀晶減少,硬度和耐磨性、耐蝕性有所提高,但熔覆層開裂的傾向增大;文獻[16-17]的研究發現,冷卻速度會影響熔覆層的稀釋率和微觀結構,進而影響其機械性能。然而,上述研究大多采用單因素試驗方法研究等離子噴焊某一工藝參數變化對熔覆層耐磨性的影響規律,針對多因素作用下等離子噴焊各工藝參數對熔覆層耐磨性的綜合影響規律的研究較少;此外,大多學者只是采用等離子噴焊技術在樣件上進行了大量的研究工作,但針對曲軸損傷表面的應用研究較少。
本文在實驗室條件下的曲軸材料45鋼樣件上進行熔覆試驗。利用正交試驗設計方法優化等離子噴焊工藝參數,研究了多因素作用下等離子噴焊各工藝參數對熔覆層耐磨性的綜合影響規律,獲得了具有最優耐磨性能的Ni60熔覆層。采用單因素試驗方法對最優工藝參數下制備的熔覆層性能進行驗證與表征,并使用優化的工藝參數對某企業發動機45鋼失效曲軸進行再制造修復。
1 試驗材料及方法
試驗基體材料為曲軸材料45鋼平板,尺寸為100 mm×100 mm×10 mm。為模擬曲軸表面局部失效的修復流程,采用線切割方法在基體上加工出一條截面為矩形的貫通槽,槽深1 mm,槽寬10 mm,如圖1所示。噴焊粉末選擇Ni-Cr-B-Si系鎳基自熔性合金粉末Ni60,該粉末具有良好的耐熱、耐磨、耐腐蝕、抗高溫氧化等性能[14-15],其化學成分見表1。

圖1 試樣示意圖Fig.1 Schematic drawing of the samples

表1 Ni60合金粉末化學成分(質量分數)
噴焊設備選用武漢材料保護研究所研制生產的PTA-400E4-ST通用型粉末等離子噴焊機,焊槍采用QLA-160W型精密粉末等離子焊槍。根據文獻[16]和前期大量預試驗分析結果,發現噴焊電流、噴焊速度和送粉流量對熔覆層性能的影響要遠大于其他工藝參數對熔覆層性能的影響,因此本文選擇上述3個工藝參數作為正交試驗的三因素。在進行正交試驗之前,先進行試探性試驗,并對各工藝參數進行調整,得到各工藝參數的上下限值,最終確定各因素水平見表2。選用L9(34)型正交表來安排試驗,見表3。

表2 正交試驗因素水平表

表3 等離子噴焊正交試驗方案
本試驗中等離子噴焊其他工藝參數設置如下:非弧電壓16~18 V,轉弧電壓24~30 V,噴嘴高度10 mm,擺動寬度14 mm,擺動速度1 800 mm/min,離子氣流量300 L/h,送粉氣流量300 L/h,保護氣流量800 L/h。按照正交試驗方案對試樣進行噴焊,試樣分別編號1~9號。試驗現場如圖2所示。

(a)等離子噴焊設備 (b) 修復過程 圖2 正交試驗現場Fig.2 Overview of the orthogonal experiment
通過線切割方法沿垂直于噴焊方向截取試樣,對熔覆層表面進行機加工、打磨、拋光后,采用稀王水溶液(50 ml HCL+25 mL HNO3+25 mL H2O)化學腐蝕制成金相試樣,并采用XDS-3MET型金相顯微鏡進行顯微組織觀察分析。采用HVS-1000A型顯微硬度儀測量熔覆層剖面硬度分布,載荷為1 kg,加載時間為15 s。再采用自行研制的MM-200型摩擦磨損試驗機進行耐磨性能測試;下試樣為噴焊Ni60合金熔覆層的45鋼矩形試樣,熔覆層表面經機械磨削、打磨處理,表面粗糙度Ra為0.8 μm;上試樣為進口440C鋼矩形試樣,尺寸大小為14 mm×6 mm×6 mm,洛氏硬度為58~62 HRC。摩擦磨損試驗條件如下:干摩擦,載荷135 N,上下試樣之間的滑動速度25 mm/s,往復距離25 mm,試驗時間2 h,試驗溫度25 ℃。采用瑞士TRscan光學表面三維形貌測量儀測量磨損試樣的磨痕形貌和磨損體積。
2 試驗結果分析
2.1 正交試驗極差分析
硬度和磨損量均能在一定程度上反映熔覆層的耐磨性[12]。一般來說,熔覆層硬度越高,磨損量越小,其耐磨性越好。本文選擇顯微硬度和磨損體積作為正交試驗的兩項性能指標,通過對1~9號試樣熔覆層表面進行性能測試,得到各熔覆層的平均顯微硬度和磨損體積,見表4。為了分析各工藝參數對噴焊熔覆層顯微硬度、磨損體積的影響規律及最優工藝參數組合,采用極差分析法對試驗數據進行分析,得到各參數對兩項性能指標的極差分析表,分別見表5和表6,其中K表示各因素各水平的試驗結果之和,k表示各因素各水平的試驗結果平均值,R表示極差。根據極差表繪制出相應的因素效果圖。

表4 正交試驗熔覆層性能指標

表5 熔覆層顯微硬度極差分析表

表6 熔覆層磨損體積極差分析表
熔覆層顯微硬度各因素效果見圖3。噴焊電流、噴焊速度及送粉流量對應的極差R分別為32.3 HV1.0、49.7 HV1.0、127.2 HV1.0,從而得到3個因素影響熔覆層硬度的主次順序為送粉流量、噴焊速度、噴焊電流。對于熔覆層而言,顯微硬度應越高越好,由圖3可以看出,最優方案為A1B3C3(即噴焊電流100 A,噴焊速度70 mm/min,送粉流量22 g/min)。此外,當送粉流量為14 g/min時,熔覆層顯微硬度值明顯低于送粉流量為18 g/min和22 g/min條件下的顯微硬度值。

圖3 熔覆層顯微硬度各因素效果Fig.3 Factors effect picture of microhardness for cladding coatings
熔覆層磨損體積各因素效果見圖4。噴焊電流、噴焊速度及送粉流量對應的極差R分別為1.57×10-3mm3、0.47×10-3mm3、4.63×10-3mm3,從而得到3個因素影響熔覆層磨損體積的主次順序為送粉流量、噴焊電流、噴焊速度。對于熔覆層耐磨性能而言,磨損體積應越小越好,由圖4可以看出,最優方案為A1B3C2(即噴焊電流100 A,噴焊速度70 mm/min,送粉流量18 g/min)。此外,當送粉流量為14 g/min時,熔覆層磨損體積遠大于送粉流量為18 g/min和22 g/min條件下的磨損體積。

圖4 熔覆層磨損體積各因素效果Fig.4 Factors effect picture of wear volume loss for cladding coatings
2.2 正交試驗方差分析
為了將因素水平變化所引起的試驗結果間的差異與誤差的波動區分開來,彌補極差分析法的缺陷[18],本文進一步采用方差分析法對試驗數據進行分析,通過對所求出的F值和臨界值Fa進行比較,判斷各因素的影響程度與顯著性。顯著水平α取0.05。
表7和表8分別為根據表4試驗結果計算分析得到的熔覆層顯微硬度和磨損體積的方差分析表。由表7和表8可知,在3個工藝參數中,送粉流量(因素C)對熔覆層顯微硬度和磨損體積均有顯著影響,而噴焊電流(因素A)和噴焊速度(因素B)對試驗結果并無顯著影響,這一結果與上述極差分析所得到的結論基本一致。綜合極差分析和方差分析結果可知,在試驗工藝參數范圍內,送粉流量是影響熔覆層硬度和磨損體積的最顯著因素,噴焊速度和噴焊電流對試驗結果的影響較小。

表7 熔覆層顯微硬度方差分析

表8 熔覆層磨損體積方差分析
3 試驗驗證與性能表征
根據上述分析結果可知,顯微硬度所對應的最優工藝參數為噴焊電流100 A,噴焊速度70 mm/min,送粉流量22 g/min;磨損體積所對應的最優工藝參數為噴焊電流100 A,噴焊速度70 mm/min,送粉流量18 g/min。綜合考慮兩項性能指標,可確定噴焊電流和噴焊速度最優參數值分別為100 A、70 mm/min,而送粉流量的最優參數值暫不能確定。此外,由上述結論可知,送粉流量對熔覆層顯微硬度和磨損體積的影響均十分顯著,但其內在原因及其規律尚不明了,需要進一步分析。
因此,本文設計單因素試驗,在保證最優噴焊電流100 A和最優噴焊速度70 mm/min不變的情況下,研究送粉流量的變化對熔覆層顯微組織、顯微硬度分布及耐磨性能的影響規律,確定其最優參數值,并對最優工藝參數下制備的熔覆層性能進行驗證與表征。
3.1 顯微組織

(a)近熔合區(14 g/min)(b)近表面區(14 g/min)

(c)近熔合區(18 g/min)(d)近表面區(18 g/min)

(e)近熔合區(22 g/min)(f)近表面區(22 g/min)圖5 不同送粉流量下熔覆層的顯微組織Fig.5 Microstructure of cladding coatings with different powder feed rate
圖5所示為噴焊電流100 A、噴焊速度70 mm/min時不同送粉流量條件下的熔覆層顯微組織形貌,隨著送粉流量的不同,熔覆層的組織結構存在顯著差異。圖5a、圖5b所示分別為送粉流量14 g/min條件下熔覆層近熔合區和近表面區域的顯微形貌,可以看出,底部熔合線是一條較為平直的線,近熔合區有大量垂直于熔合線生長的柱狀晶,組織粗大,排列較為整齊;隨著距熔合線距離的增大,近表面區域柱狀晶結構并未消失,且出現了樹枝晶的骨架,組織為柱狀樹枝晶結構[19],主要生長方向與熱流方向相反。圖5c、圖5d所示分別為送粉流量18 g/min條件下熔覆層近熔合區和近表面區域的顯微形貌,可以看出,底部熔合線也較為平直,近熔合區分布著大量絮亂細小的樹枝晶;隨著距熔合線距離的增加,樹枝晶生長趨于穩定,組織較粗大,方向性不明顯,且出現較多長條狀和塊狀結構。圖5e、圖5f所示分別為送粉流量22 g/min條件下熔覆層近熔合區和近表面區域的顯微形貌,可以看出,底部熔合線處組織致密,基體與粉末結合狀態良好,近熔合區為等軸晶組織,晶粒圓潤,分布均勻;隨著距熔合線距離的增加,組織結構沒有發生變化,近表面區域仍為等軸晶區。
從圖5中可以看出,隨著送粉流量的增加,熔凝枝晶間距變小,熔覆層組織也相應變得細密,熔覆層顯微組織由柱狀晶逐漸向樹枝晶、等軸晶轉變。在噴焊電流和噴焊速度相同的情況下,單位時間內注入熔池的能量不變,但送粉流量的變化將導致單位質量粉末所獲得的能量不同。從整體趨勢上看,單位質量粉末所獲得的能量越大,噴焊粉末溶解越充分,基材的熔化量越大,稀釋率也隨之提高。但隨著送粉流量的增加,單位質量粉末單位時間內獲得的能量減少,溫度梯度增加,過冷度增加,凝固速度變快,柱狀晶不能充分生長。同時,當單位質量粉末熱輸入量減少時,合金粉末熔化不完全,未熔化的高熔點顆粒在后續熔池的凝固過程中可作為形核中心,使熔池凝固過程中的形核率顯著提高,晶粒細小。由此可知,在一定范圍內,隨著送粉流量的增加,柱狀晶組織減少,樹枝晶和等軸晶組織增多,此時熔覆層性能得到改善[19]。
綜上所述,在保證噴焊電流100 A、噴焊速度70 mm/min不變的情況下,當送粉流量為18 g/min和22 g/min時,熔覆層顯微組織分別為樹枝晶和等軸晶,力學性能較好;當送粉流量為14 g/min時,熔覆層顯微組織為柱狀晶,力學性能較差。
3.2 顯微硬度分布
圖6為不同送粉流量條件下的Ni60合金熔覆層的顯微硬度變化曲線,可以看出,45鋼基體的顯微硬度為240 HV1.0(下標1.0表示顯微硬度測試時所選取的載荷為1 kg)左右,相比之下,熔覆層的顯微硬度有明顯提高。由上述顯微組織形貌分析可知,熔覆層組織為細密的枝晶組織,且存在大量的金屬間化合物[13],這都是導致熔覆層的顯微硬度較高的原因。此外,當送粉流量為22 g/min時,熔覆層平均顯微硬度約為560 HV1.0,是基體顯微硬度的2~3倍,改善效果最明顯;當送粉流量為18 g/min時,熔覆層平均顯微硬度約為540 HV1.0,略低于送粉流量22 g/min條件下的顯微硬度值;當送粉流量為14 g/min時,熔覆層平均顯微硬度約為460 HV1.0,明顯低于送粉流量18 g/min和22 g/min條件下的熔覆層顯微硬度值。這與不同送粉流量條件下的熔覆層具有不同的枝晶結構有關。在一定范圍內,隨著送粉流量的增加,熔覆層組織由柱狀晶向樹枝晶、等軸晶轉變,晶粒變細,強化相燒損程度減弱,固溶強化和細晶強化作用增強,因而熔覆層顯微硬度顯著增高。

圖6 不同送粉流量下熔覆層的顯微硬度Fig.6 Microhardness of cladding coatings with different powder feed rate
從圖6中可以看出,在3種送粉流量條件下,熔合線處均出現了明顯的硬度過渡區,且靠近熔合線處的顯微硬度值相對于近表面處的顯微硬度值較低,這與熔合線處稀釋率較高和基體中含較多Fe元素擴散而形成較低硬度的富Fe硼化物有關[8]。明顯的過渡區是有利的,因為其表明基體與熔覆層之間有很好的冶金結合[20]。此外,從熔覆層到基體顯微硬度值發生非均勻過渡——陡降,表明熔覆層的稀釋率低,硬度低的基體元素對熔覆層的沖淡很小,使得熔覆層合金強化層的性能保持最大程度的完整性,這正是等離子噴焊技術作為再制造表面工程技術實現對零件表面改性、強化的主要優點之一。
綜上所述,在最優送粉流量22 g/min條件下,熔覆層具有最高的顯微硬度值,且熔合線處有明顯過渡區,進一步驗證了基體與熔覆層之間存在很好的冶金結合,噴焊質量良好。
3.3 耐磨性能
不同送粉流量下熔覆層和基體的磨損表面三維形貌見圖7。由圖7可以看出,未經處理的45鋼基體和不同送粉流量條件下的熔覆層經過摩擦磨損后,均呈現出磨粒磨損特征的犁溝。未經處理的45鋼表面存在較深較寬的犁溝,且犁溝間距不均勻;而熔覆層磨損表面的犁溝相較基體表面的犁溝淺且細密,分布均勻,表明熔覆層相比基體具有更好的耐磨性。且隨著送粉流量的增加,磨粒磨損程度減弱,磨損表面的犁溝變淺變窄,熔覆層耐磨性提高,這與上文所述的顯微硬度變化趨勢一致。當送粉流量為22 g/min時,熔覆層具有最好的耐磨性。

(a)基體

(b)V=14 g/min

(c)V=18 g/min

(d)V=22 g/min圖7 不同送粉流量下的熔覆層和基體的磨損形貌Fig.7 Worn morphology of substrate and cladding coatings with different powder feed rate
不同送粉流量條件下,熔覆層和基體在干摩擦過程中的磨損體積見圖8。未經處理的基體及送粉流量為14 g/min、18 g/min和22 g/min的熔覆層磨損體積分別為17.22×10-3mm3、8.47×10-3mm3、5.55×10-3mm3和5.02×10-3mm3,隨著送粉流量的增加,磨損體積減小。由圖8可以看出,送粉流量為18 g/min和22 g/min時的熔覆層磨損體積差別不大,這主要是由于2種參數條件下的熔覆層顯微硬度均較高,與對磨塊(即試驗中的上試樣)的硬度相差較小,磨粒磨損程度相對減弱,熔覆層形成了較淺的犁溝,磨損體積也相應減小。

圖8 不同送粉流量下熔覆層和基體的磨損體積Fig.8 Wear volume loss of substrate and cladding coatings with different powder feed rate
不同送粉流量條件下,熔覆層和基體在干摩擦過程中的摩擦因數變化見圖9。未經處理基體的平均摩擦因數為0.66;送粉流量為14 g/min、18 g/min和22 g/min時的熔覆層平均摩擦因數分別為0.55、0.47和0.41。由此可知,熔覆層摩擦因數較基體摩擦因數均有所減小。根據Archard磨損理論可知,熔覆層的耐磨性能好壞與其顯微硬度大小成正比,與其摩擦因數大小成反比,因此送粉流量為22 g/min時的熔覆層在3組熔覆層試樣中具有優異的耐磨性能;此外,當送粉流量為22 g/min時,摩擦因數變化最穩定,波動最小,表明熔覆層性能得到明顯改善。

圖9 不同送粉流量下熔覆層和基體的摩擦因數曲線Fig.9 Friction coefficient of substrate and cladding coatings with different powder feed rate
綜上所述,當送粉流量為22 g/min時,熔覆層的磨損表面犁溝較淺較窄,磨損體積最小,摩擦因數也最小且較穩定,具有較好的耐磨性。
4 曲軸再制造修復試驗
某企業發動機45鋼曲軸在使用一定年限后,曲軸主軸頸處出現不均勻磨損的情況,其中一側出現磨損深度約為0.5 mm的凹槽。該曲軸經切樣測試,其化學成分組成見表9,與上述試驗中所用45鋼樣件基本一致,曲軸顯微硬度為250 HV1.0,略高于樣件顯微硬度值,因此可采用上述試驗所得的最優工藝參數對其進行修復。由于服役一段時間的曲軸表面存在油漬、污垢、銹蝕等雜質,修復前需先用砂紙打磨表面,再采用超聲波清洗對表面進行清理。同時,為了降低噴焊熱效應對曲軸尺寸精度的影響,將曲軸焊前預熱至200 ℃,然后在主軸頸表面磨損部位進行噴焊。清洗過程及等離子噴焊試驗現場如圖10所示。

表9 45鋼樣件和曲軸化學成分(質量分數)

(a)清洗過程 (b)等離子噴焊現場圖10 發動機曲軸再制造修復過程照片Fig.10 Photo of remanufacturing process of engine crankshaft
上述工藝參數優化試驗是針對平面類樣件進行噴焊,此情況下所得的最優工藝參數用于軸類零件時還需根據零件實際尺寸作一定調整。在軸類零件的噴焊過程中,由于焊槍位置保持不變,曲軸隨圓盤的轉動而轉動,因而可用曲軸主軸頸表面的線速度作為實際噴焊速度,并根據前述最優工藝參數調整試驗參數:
(1)
式中,n為圓盤轉速;D為曲軸主軸頸直徑;u為主軸頸表面線速度。
本次修復的曲軸主軸頸直徑為46 mm,若保證噴焊過程中主軸頸表面線速度為70 mm/min,由式(1)可知,圓盤轉速應為0.48 r/min。送粉流量與噴焊電流等工藝參數直接使用最優工藝參數值,不另做調整。
熔覆后軸頸表面的熔覆層如圖11所示,熔覆層表面均勻,沒有宏觀裂紋等缺陷,具有良好的金屬光澤。經測量,熔覆層厚度為1 mm,滿足實際修復需要。
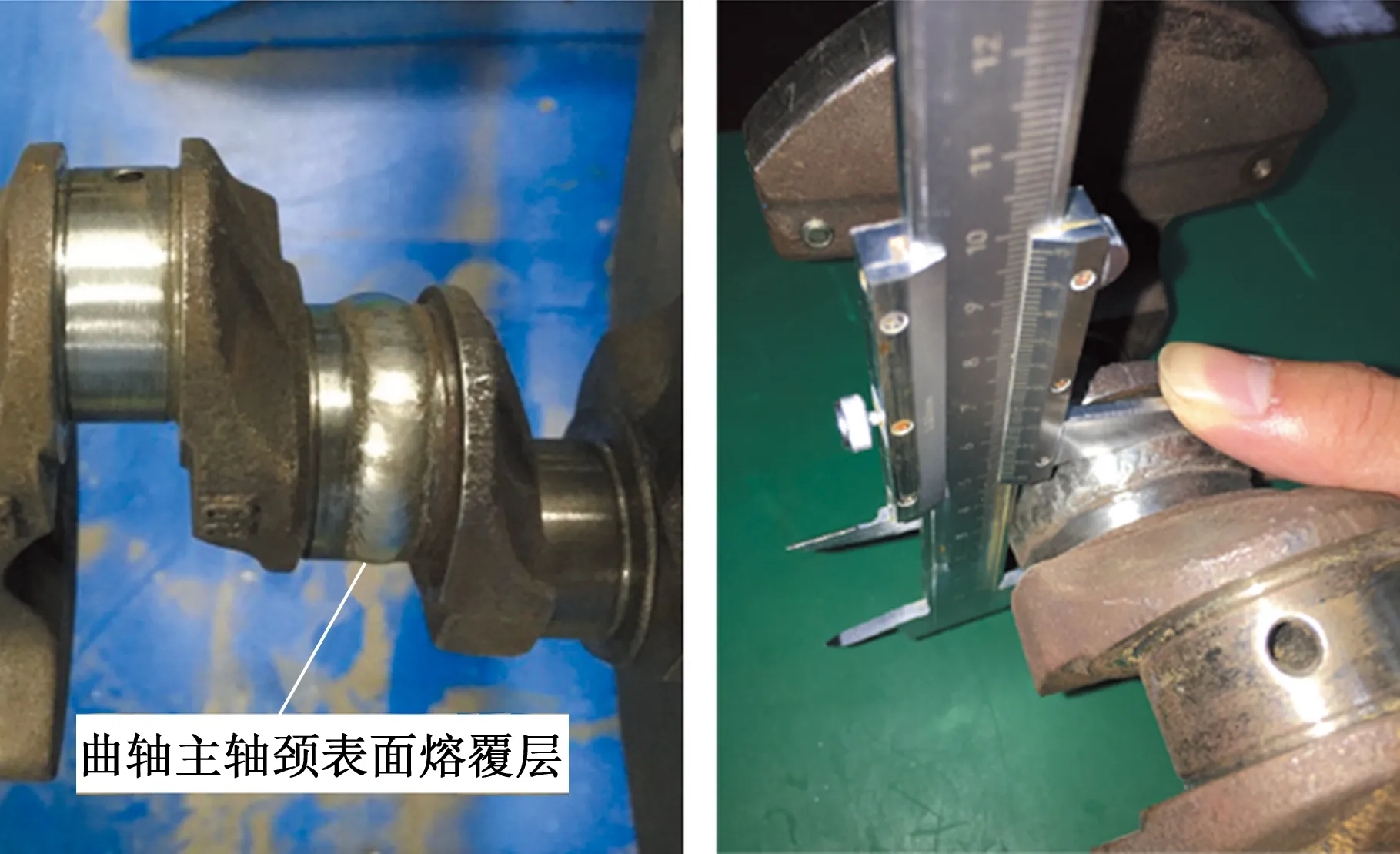
(a) 熔覆效果 (b)厚度測量圖11 曲軸主軸頸表面熔覆層Fig.11 Cladding coatings on the crankshaft main journal
5 結論
使用等離子噴焊技術和Ni60合金粉末在曲軸材料45鋼樣件上制備了硬度高、耐磨性好的熔覆層,并成功應用到發動機曲軸的再制造修復中。主要結論如下:
(1)利用正交試驗設計方法,對等離子噴焊工藝參數進行優化,研究了多因素作用下噴焊電流、噴焊速度和送粉流量等工藝參數對熔覆層顯微硬度、磨損體積的影響規律,在試驗工藝參數范圍內,發現送粉流量是影響熔覆層顯微硬度和磨損體積的最顯著因素,噴焊電流和噴焊速度影響較小。
(2)在一定范圍內,隨著送粉流量的增加,熔覆層顯微組織由柱狀晶向樹枝晶、等軸晶轉變,組織性能得到改善,顯微硬度和耐磨性能也有顯著提升。
(3)最優工藝參數為噴焊電流100 A,噴焊速度70 mm/min,送粉流量22 g/min。在該參數組合下制備的熔覆層與基體之間有良好的冶金結合,熔覆層組織為等軸晶,平均顯微硬度約為560 HV1.0,平均摩擦因數為0.41,磨損體積為5.02×10-3mm3,耐磨性能得到顯著改善。
(4)使用最優工藝參數對發動機曲軸主軸頸磨損部位進行修復,實際熔覆效果良好,為等離子噴焊技術在發動機曲軸再制造上的應用提供了參考。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52