基于ADAMS的雙工位鋼管倒棱機送料機構(gòu)的仿真分析
2018-11-09 08:07:50鄭燕武柴曉艷馬魯豪梅克明
重型機械 2018年5期
鄭燕武,柴曉艷,馬魯豪,梅克明
(1.天津理工大學(xué) 天津市先進機電系統(tǒng)設(shè)計與智能控制重點實驗室,天津 300384;2.天津理工大學(xué) 機械工程學(xué)院,天津 300384)
0 前言
近年來隨著世界石油、天然氣工程的快速發(fā)展,其運輸要求也逐漸提高,而鋼管作為管道運輸?shù)某S霉ぞ咭苍絹碓街匾溆昧恳詭装偃f噸/年的速度增長。倒棱機作為精加工設(shè)備在鋼管生產(chǎn)線上必不可少,其主要進行鋼管端面銑頭、倒棱、去毛刺等工作,因此作為專用機床[1],雙工位全自動鋼管端面銑頭倒棱機必然廣泛使用且必不可少。ADAMS軟件是優(yōu)秀的機械系統(tǒng)動態(tài)仿真軟件,由美國機械動力公司開發(fā),是最權(quán)威、使用范圍最廣的機械系統(tǒng)動力學(xué)分析軟件[2]。本文利用ADAMS軟件強大的動力學(xué)和靜力學(xué)仿真分析功能對自動送料機構(gòu)進行建模,得到其整體模型后進行仿真分析,并測量出液壓缸的功率、各鉸鏈處的載荷以及其工作時的最大升降力和推進力。這些數(shù)據(jù)對倒棱機的優(yōu)化設(shè)計、驅(qū)動系統(tǒng)的計算以及各桿件的選材設(shè)計和校核提供了參考依據(jù)。
1 自動送料機的工作原理
雙工位全自動鋼管端面銑頭倒棱機主要是由三部分組成:銑頭加工機構(gòu)、自動送料機構(gòu)和夾緊裝置。銑頭加工機構(gòu)對鋼管端面進行加工;加緊機構(gòu)的作用是保證鋼管加工過程中不發(fā)生前后位移、振動及旋轉(zhuǎn),保證加工精度;自動送料機構(gòu)即為輸送鋼管的裝置,采用多桿機構(gòu),液壓驅(qū)動。雙工位鋼管端面銑頭倒棱機可以同時對兩個鋼管端面工作。自動送料機構(gòu)分為兩大部分:升降機構(gòu)和推進機構(gòu)。其平面簡圖如圖1所示。
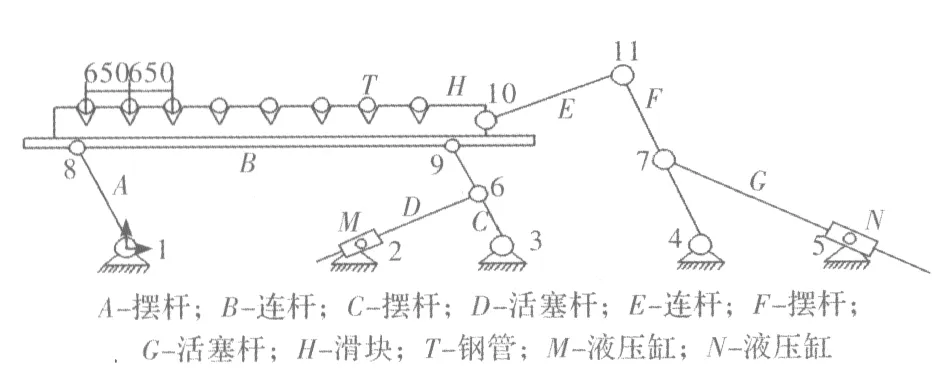
圖1 自動送料機構(gòu)簡圖
其中升降機構(gòu)是由擺桿A、擺桿C、連接桿B和活塞桿D組成。其中桿A、C的長度相等且平行,因此桿A、B、C和機架1、3組成平行四邊形機構(gòu)。當液壓驅(qū)動工作時,活塞桿D被液壓缸M控制做伸縮運動,且?guī)訑[桿A、C左右擺動,因此連接桿B在擺桿A、C的帶動下做升降運動。在連接桿B上裝配有可以水平移動的滑塊(鋼管定位塊)H,該滑塊H可以隨著連接桿B進行升降運動,被加工的鋼管就放置在滑塊上的V型槽上。推進機構(gòu)是由擺桿F、連接桿E、活塞桿G、滑塊H以及機架4、5組成。當液壓驅(qū)動工作時,活塞桿G被液壓缸N控制做伸縮運動,且?guī)訑[桿F左右擺動,同時擺桿F帶動經(jīng)連接桿E連接的滑塊H做水平平移運動。
自動送料機構(gòu)的工作行程總共分為4個。首先液壓缸M控制活塞桿D伸出,帶動擺桿A、C向右擺動,使得連接桿B和滑塊H向上運動,滑塊H上有V型槽,當滑塊上升到一定距離以后,V型槽接觸到鋼管并將鋼管托起,繼續(xù)進行上升運動,直到擺桿A、C達到與水平面垂直的程度后,活塞桿D由接近開關(guān)控制其停止運動,此時第一行程運動完成;然后,液壓缸N控制活塞桿G開始運動,帶動擺桿F向右擺動,使得經(jīng)連桿E連接的滑塊H及其上鋼管向右運動,當滑塊以及其上鋼管向右運動一定距離后,由接近開關(guān)控制液壓缸N停止驅(qū)動活塞桿G,此時第二行程運動完成。其中移動的距離是一個步進的位置,如圖1所示,由于運輸機是雙工位,一個步進位置是兩個鋼管之間距離的二倍,也就是650×2=1 300 mm。接著,活塞桿D被控制做返回運動,帶動滑塊H以及其上鋼管下降,當鋼管到達加緊機構(gòu)并被拖住夾緊(圖中未畫出加緊機構(gòu)),鋼管與V型槽分離,升降機構(gòu)繼續(xù)下降至擺桿A、C到達初始位置,運動停止,第三行程運動完成。最后,液壓缸M控制活塞桿G做返回運動,擺桿F、連桿E以及滑塊H全部向左水平運動,當運動一個步進距離后,液壓缸M停止工作,第四行程運動完成,到此整個運輸過程結(jié)束,自動送料機構(gòu)進入下一周期的運輸工作。
2 自動送料機構(gòu)的建模
在ADAMS中通過建立點、桿件、鋼管初步建立自動送料機構(gòu);通過添加約束控制各桿件的自由度,通過添加驅(qū)動仿真實際液壓驅(qū)動。圖2即為在ADAMS中建立的自動送料機構(gòu)模型。在自動送料機構(gòu)建模的過程中需要考慮以下問題。
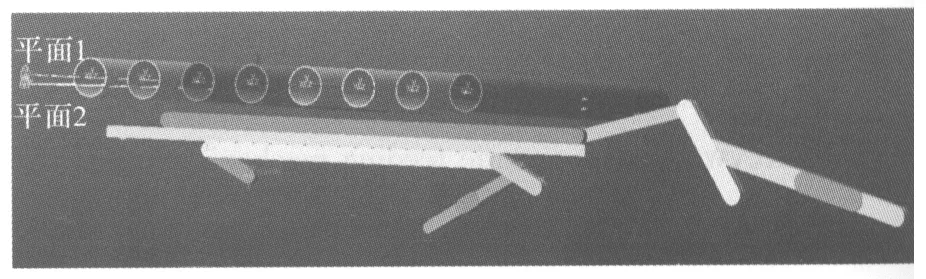
圖2 自動送料機構(gòu)ADAMS模型
(1) 為了保證在仿真分析改變驅(qū)動位置時,驅(qū)動方向和驅(qū)動力可以隨著設(shè)計點的變化而改變,需要調(diào)用運動參數(shù)化中的設(shè)計位置函數(shù)f(x)和設(shè)計角度函數(shù)f(θ)。利用設(shè)計位置函數(shù)f(x)中Same as方式控制液壓缸,保證其在仿真分析時會隨著點2的變化而變化。同理利用設(shè)計角度函數(shù)f(θ)控制液壓缸力輸出的方向,保證其在仿真分析時會隨點2的變化而變化。
(2) 由于鋼管的起始狀態(tài)是靜止不動的,而且當送料機構(gòu)將鋼管托起時是將全部鋼管同時托起的,所以在大地上建立一個平面1,如圖2所示,這個平面通過各個鋼管的中心線。然后設(shè)定各個鋼管的中心與平面1接觸,接觸類型是點對面接觸。這樣鋼管與平面合為一體,保證了鋼管與平面同時運動或靜止。在建模時用一個長方體代替V型槽(塊),在升降機構(gòu)托起鋼管時,需要一個平面2承載鋼管,這樣也更加貼近實際測量液壓缸的推進力。平面2與平面1平行,如圖2所示。平面2距離平面1有一段距離,此距離等于V型槽從初始位置到接觸鋼管時的運動距離。平面2的設(shè)置參數(shù)為ADD TO PART。通過建立平面1、2保證了最真實的仿真運動,即當自動送料機構(gòu)在第一行程運動之初鋼管懸在送料機構(gòu)上,當升降機構(gòu)升起到接觸鋼管時鋼管被托起,當上升到最高位時橫移機構(gòu)作用,拉動鋼管向右運動,這與實際運行過程完全一致。
(3) 在仿真分析中需要建立兩個行程運動,其中一個是升降機構(gòu)的升降運動,另外一個是推進機構(gòu)的推進運動。本文首先建立傳感器從而測得每個行程運動停止的時間點,然后運用ADAMS運行過程函數(shù)中的if函數(shù)對液壓缸進行控制[3],兩個機構(gòu)中液壓缸的運動控制函數(shù)分別是:MOTION_1 : IF(time-14.39 : 20 , 0 , 0),MOTION2 : IF(time-99.18 : IF(time-14.39 : 0 , 0 , 20) , 0 , 0 )。運動過程函數(shù)MOTION1、MOTION2分別控制升降機構(gòu)和推進機構(gòu)的運動。
(4) 因為利用ADAMS建模時可以不考慮各個零件的形狀,在建模時通常在保證質(zhì)量、質(zhì)心位置和桿件長度情況下簡化建模。因此建模時桿A、C、F當作均勻的擺桿。但是實際上桿A、C、F是不規(guī)則擺桿,為了逼真的進行運動仿真,得到較為真實的數(shù)據(jù)與仿真曲線,在建模時需要把擺桿建為均勻長桿的同時計算出其真實桿件的重心位置,然后將重心位置添加到桿件上面,這樣就可以得到更為真實的模型。利用SolidWorks軟件對其建模,并找到重心位置,其中擺桿A的重心位置位于桿長總比0.22處,擺桿C的重心位置位于桿長總比0.23處,擺桿F的重心位置位于桿長總比0.29處。
(5) 在實際運用中,自動送料機構(gòu)工作分為四個行程,在第一行程中,升降機構(gòu)做上升運動,此時擺桿E做以點11為圓心的轉(zhuǎn)動(如圖1所示)。當升降機構(gòu)上升到一定位置后接觸鋼管并將其托起。為了使鋼管中心與V型槽中心線相吻合,使其受力均勻,需要精確計算鋼管的起始位置。首先建立兩個marker點,其中一個設(shè)置為大地,保證其在仿真過程中是靜止的,另一個點會隨著仿真運動而動。利用測量函數(shù)DX測量這兩點之間距離在水平方向的分量。根據(jù)實際生產(chǎn)要求,利用傳感器控制當升降機構(gòu)上升一定距離并且開始接觸鋼管時停止運動,得到V型塊的偏移量,如圖3所示。從圖3中可以看出升降機構(gòu)從開始運動到接觸鋼管時V型塊向左偏移4.895 mm。所以建模時需要將鋼管的中心對應(yīng)V型塊中心左側(cè)4.895 mm處。
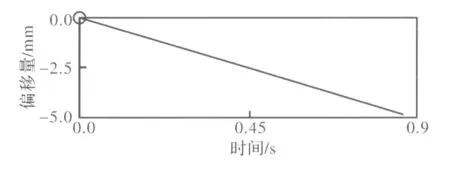
圖3 升降運動中V型塊的偏移測量曲線
(6) 對桿A和桿C與連桿B的交點進行測量,分別為桿A的merker點在Y方向上的位移和桿C的marker點在Y方向上的位移[4],如圖4所示。從圖4中可以看出,這兩個點在Y方向上的唯一軌跡完全重合,從而說明桿A和桿C在運動過程中一直處于平行狀態(tài),驗證了建模時桿A、C平行布置的要求,保證了建模的準確性和正確性。
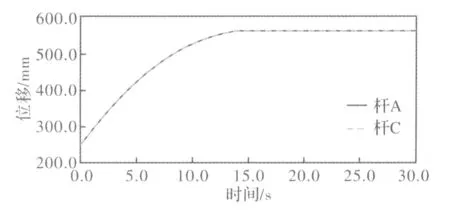
圖4 桿A的marker點和桿C的marker點在Y方向位移的測量曲線
3 仿真分析
從建模過程的分析可知,自動送料機構(gòu)的運動由四個行程組成[5],前兩個行程和后兩個行程的運動速度時間都相同,但是前兩個行程的載荷較大,因此只分析前兩個行程的運動。首先對模型的第一行程運動進行仿真,在仿真后利用后處理ADAMS/PostProcessor對液壓缸M進行升降力測量,如圖5所示。

圖5 液壓缸M的升降力曲線
從圖中可以看出仿真的過程中升降機構(gòu)的升降力是變化的,可以得到其最大升降力為110 800 kN,該時刻是升降機構(gòu)剛剛接觸鋼管的一瞬間。當上升到一定位置,升降機構(gòu)停止運動,升降力為零。同樣對第二行程運動進行仿真,可以得到推進機構(gòu)液壓缸N的推進力變化曲線,如圖6所示。
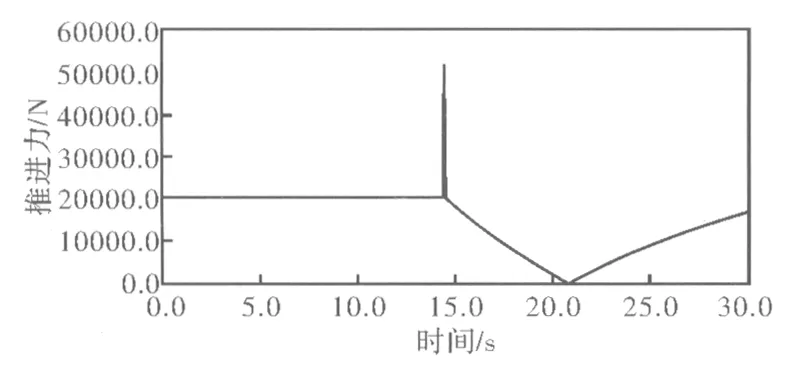
圖6 液壓缸N的推進力曲線
從圖中可以看出,液壓缸5的最大推進力為5 159.036 4 N,該瞬間是推進機構(gòu)剛剛拉動鋼管。之后由于推進機構(gòu)液壓缸方向的改變推進力逐漸下降直到為零。此時第二行程運動結(jié)束。圖中包含第三行程運動推進力測量,在此不做說明。
一般情況下,都是根據(jù)傳統(tǒng)經(jīng)驗選用動力源的功率,這樣就會出現(xiàn)“大馬拉小車”的情況,浪費了資源,所以要根據(jù)驅(qū)動所需實際功率來選擇。為了進一步研究機構(gòu)工作時的能耗問題,需要測量液壓缸在仿真過程中所做的功。利用后處理ADAMS/PostProcessor測出液壓缸M和液壓缸N在工作時的瞬時功率,并對瞬時功率曲線在時間上進行積分,得到液壓缸的做功曲線。如圖7、8所示。
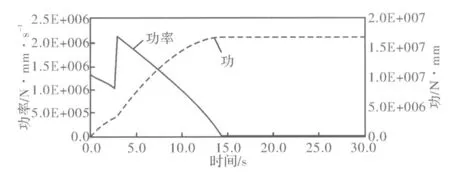
圖7 液壓缸M運動過程中的功率和做功曲線
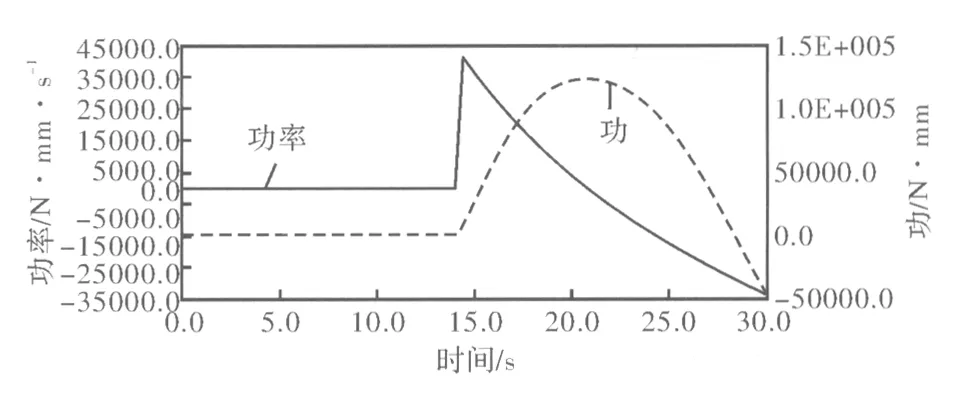
圖8 液壓缸N運動過程中的功率和做功曲線
從圖中可以看出,升降機構(gòu)的最大功率為20.978 kW,升降機構(gòu)在托起鋼管的過程中做功為16 791 J,在拉動鋼管的過程中不做功。推進機構(gòu)的最大功率為40.966 kW,推進機構(gòu)在拉動鋼管的過程中做功為122 950 J,在托起鋼管的過程中不做功[6]。這與實際情況完全符合。
在仿真分析中,利用ADAMS/PostProcessor對各個主要鉸鏈進行受力分析,以便為各個桿件的設(shè)計校核提供參考依據(jù)。由測量結(jié)果可知,升降機構(gòu)主要鉸鏈受最大載荷的時間主要集中在2.73 s這一刻,即剛剛托起鋼管的時刻。推進機構(gòu)主要鉸鏈受最大載荷的時間主要集中在14.43 s這一刻,即剛剛拉動鋼管的時刻。各個主要鉸鏈的最大載荷值如表1所示。

表1 各個主要鉸鏈處的最大載荷
4 結(jié)論
本文運用ADAMS軟件建立了送料機構(gòu)的模型,其中對不規(guī)則擺桿的重心著重分析并添加到模型;運用運行過程函數(shù)對送料機構(gòu)的驅(qū)動系統(tǒng)進行運動控制,達到虛擬仿真與實際運行相一致的效果;調(diào)用運動參數(shù)的f(x)和f(θ)函數(shù)控制液壓缸位置和驅(qū)動力方向;運用ADAMS中的后處理對機構(gòu)部件的位移、驅(qū)動件的最大力、功率、能耗、關(guān)鍵鉸鏈處的載荷等數(shù)據(jù)進行了測量,并且在后處理中分析各曲線,得到最大值,這些數(shù)據(jù)為全自動送料機構(gòu)的優(yōu)化、關(guān)鍵桿件的校核、原動機的選擇以及系統(tǒng)耗能優(yōu)化提供了參考依據(jù)。
