1 420 mm六輥UCM冷連軋機邊部減薄特性仿真分析
2018-11-09 08:07:50任新意高慧敏王松濤齊海峰黃華貴
重型機械 2018年5期
任新意,高慧敏,王松濤,唐 偉,齊海峰,黃華貴
(1.首鋼京唐鋼鐵聯(lián)合有限責任公司,河北 唐山 063200;2.燕山大學,河北 秦皇島 066004)
0 前言
電鍍錫板不僅強度高、沖壓成型性好、耐蝕性優(yōu)良、焊接性強和外觀亮澤,同時具有易于印刷著色和鍍層無毒等特點,因而廣泛應用于食品工業(yè)及制作各種容器、沖壓制品、包裝材料等非食品工業(yè)[1]。帶鋼橫向厚差是衡量鍍錫基板產(chǎn)品質(zhì)量的重要技術(shù)指標之一,直接影響到產(chǎn)線機組的成材率、帶出品等經(jīng)濟指標。此外,帶鋼橫向厚度控制精度也會影響到終端產(chǎn)品客戶的焊接、沖壓和涂裝質(zhì)量[2],因此系統(tǒng)研究帶鋼邊部減薄的影響因素和控制技術(shù)對于提高客戶滿意度、降低生產(chǎn)運營成本和增強企業(yè)市場競爭力具有十分積極的作用。
近年來國內(nèi)外學者已對冷軋帶鋼的邊部減薄機理和控制技術(shù)做了大量研究工作。常安[3]等采用影響函數(shù)法建立了軋輥輥系的彈性變形解析模型,并系統(tǒng)分析了影響帶鋼邊部減薄的重要影響因素。任新意[4]等采用有限元分析系統(tǒng)研究了板形控制手段對帶鋼出口橫向厚差、金屬橫向位移和輥系彎曲變形的影響規(guī)律,從而為板形在線控制及輥型優(yōu)化提供了良好的參考依據(jù)。張巖[5]等通過開發(fā)單錐度軋輥,并配合優(yōu)化軋制工藝參數(shù)有效控制了硅鋼的邊部減薄情況。劉蓓蓓[6]通過采用模糊預測控制策略,實現(xiàn)了帶鋼邊部減薄與平坦度的非線性解耦控制。
本文以國內(nèi)某1420冷連軋機組為研究對象,通過數(shù)值模擬深入研究了輥系與帶鋼工藝特性對帶鋼邊部減薄情況的影響規(guī)律,并系統(tǒng)分析了六輥UCM軋機工作輥彎輥、中間輥彎輥和中間輥橫移等板形調(diào)控手段對帶鋼邊部減薄情況的調(diào)控效果,為帶鋼邊部減薄在線控制和軋輥輥型優(yōu)化設(shè)計提供了理論依據(jù),對提高冷軋鍍錫基板的橫向厚度控制精度具有重要的參考價值。
1 冷連軋六輥UCM軋機有限元建模
以某1420冷連軋機組六輥UCM精軋機為對象,采用非線性彈塑性有限元分析方法,綜合考慮工作輥液壓彎輥力、中間輥液壓彎輥力和中間輥橫移等邊界條件,利用大型有限元Marc軟件建立了軋機輥系-軋件一體化仿真模型[7],如圖1所示。
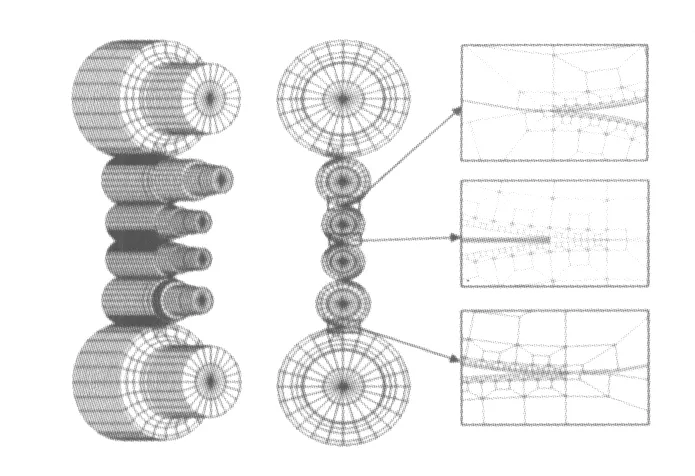
圖1 1420六輥UCM軋機三維有限元模型
在模型中,軋輥是彈性體,可以模擬彈性彎曲和彈性壓扁變形,板帶是彈塑性體,可以模擬金屬的三維彈塑性變形,板帶在軋制力、摩擦力和張應力的作用共同下完成軋制過程[8]。1420六輥UCM軋機各輥系主要幾何尺寸參數(shù)如表1所示。
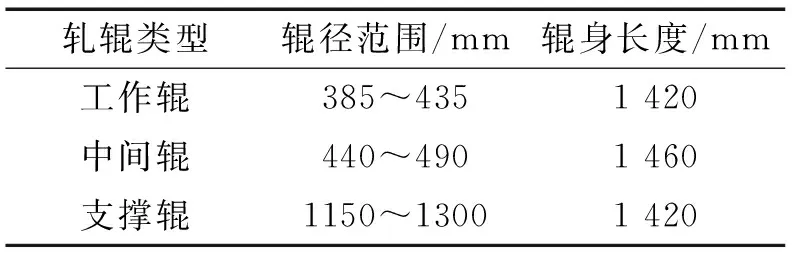
表1 1420六輥UCM軋機軋輥主要尺寸參數(shù)
2 帶鋼邊部減薄影響因素分析
2.1 帶鋼厚度的影響分析
利用所建立的1420六輥UCM冷連軋機有限元仿真模型,系統(tǒng)研究原料厚度分別為2 mm、3 mm、4 mm、6 mm不同工況下的帶鋼邊部減薄情況,如圖2所示。
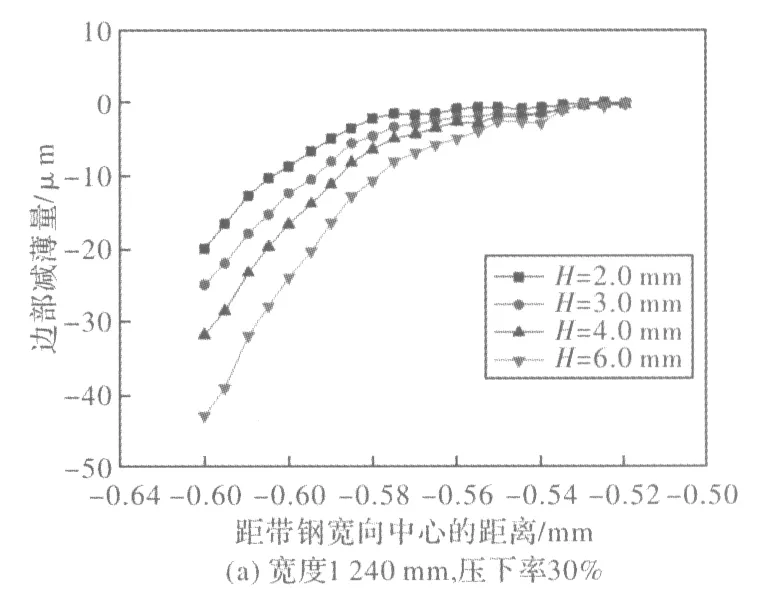
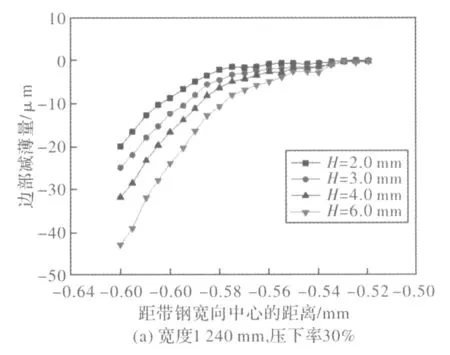
圖2 厚度變化對帶鋼邊部減薄的影響
由圖2可知,帶鋼厚度變化對邊部減薄的影響非常明顯。相同壓下率條件下,帶鋼厚度越大,則邊部減薄量越大。這是因為隨著帶鋼厚度的增大,帶鋼邊部金屬三維流動性增強,因此帶鋼邊部減薄也增加。在相同厚度條件下,隨著壓下率的增大,邊部減薄也增大。這是因為隨著壓下率增大,則軋制力增大,帶鋼邊部金屬的橫向流動也增大。同時,由于軋制力增大,軋輥彈性壓扁量也增大,且分布更加不均勻,相應的彈性壓扁量也隨之增大。
2.2 帶鋼寬度的影響分析
利用所建立的1420六輥UCM冷連軋機有限元仿真模型,系統(tǒng)研究帶鋼寬度分別為940 mm、1 040 mm、1 140 mm、1 240 mm不同工況下的帶鋼邊部減薄情況,如圖3所示。
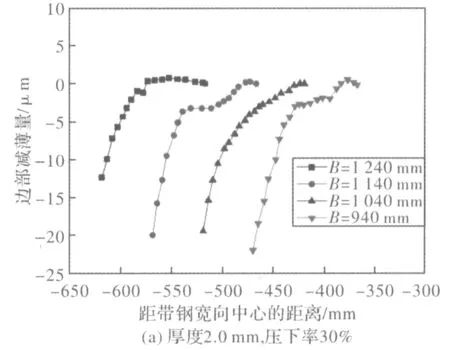
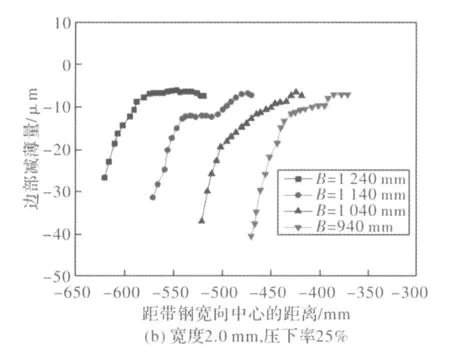
圖3 寬度變化對帶鋼邊部減薄的影響
由圖3可知,帶鋼邊部減薄量隨著帶鋼寬度的增大而減小。這是因為帶鋼寬度變化影響了軋制力的橫向分布,從而影響了工作輥的彈性壓扁變形沿橫向的分布,使得帶鋼邊部的承載輥縫發(fā)生變化,進而影響了帶鋼的橫向流動性。
2.3 壓下率的影響分析
利用所建立的1420六輥UCM冷連軋機有限元仿真模型,系統(tǒng)研究帶鋼壓下率分別為10%、15%、20%、25%、30%不同工況下的帶鋼邊部減薄情況,如圖4所示。
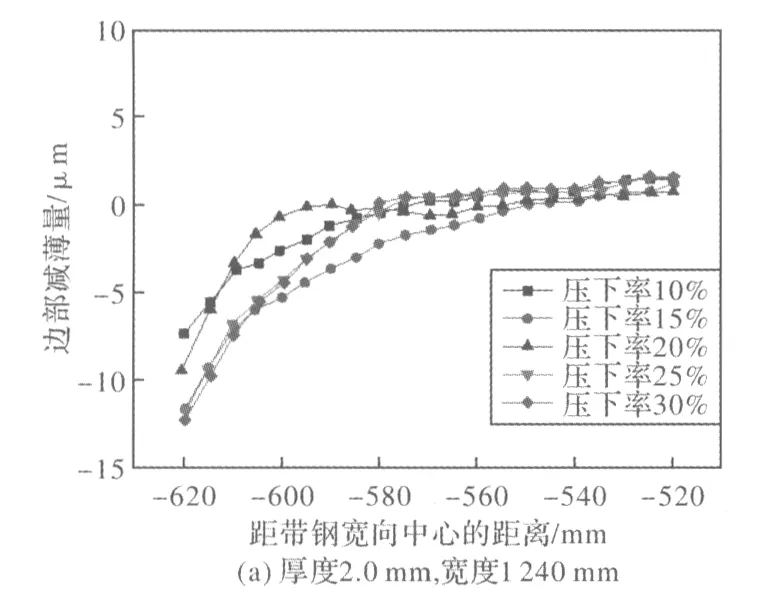
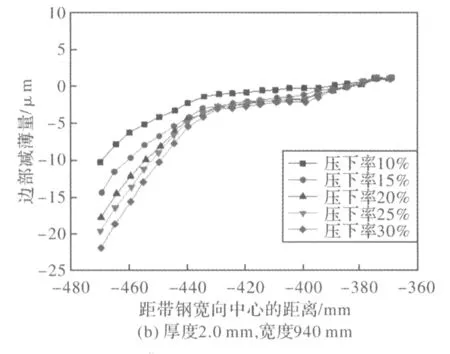
圖4 壓下率變化對帶鋼邊部減薄的影響
由圖4可知,隨著帶鋼壓下率的增大,邊部減薄量呈現(xiàn)增大的趨勢。這是因為隨著壓下率的增大,軋制力增大,帶鋼邊部金屬三維變形增大,金屬橫向流動增大,從而引起邊部減薄量的增大。
2.4 變形抗力的影響分析
利用所建立的1420六輥UCM冷連軋機有限元仿真模型,系統(tǒng)研究帶鋼變形抗力分別150 MPa、300 MPa、450MPa不同工況下的帶鋼邊部減薄情況,如圖5所示。
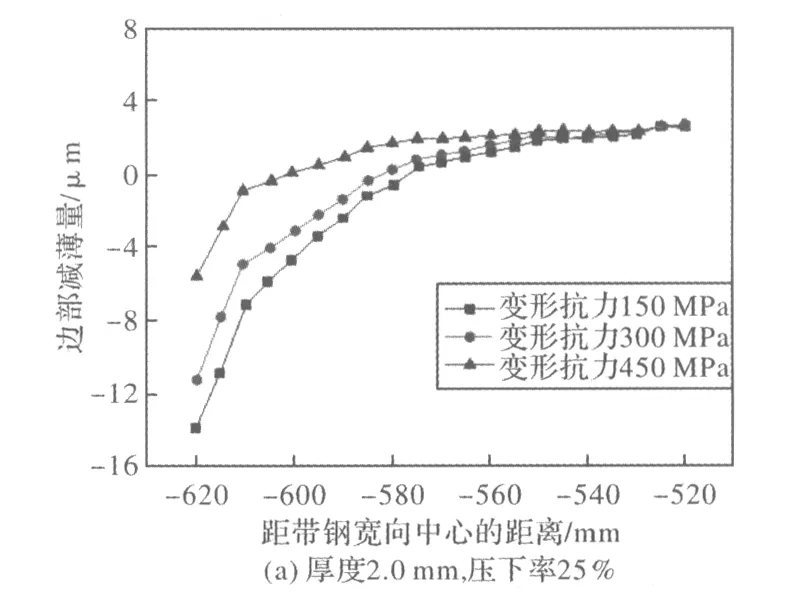
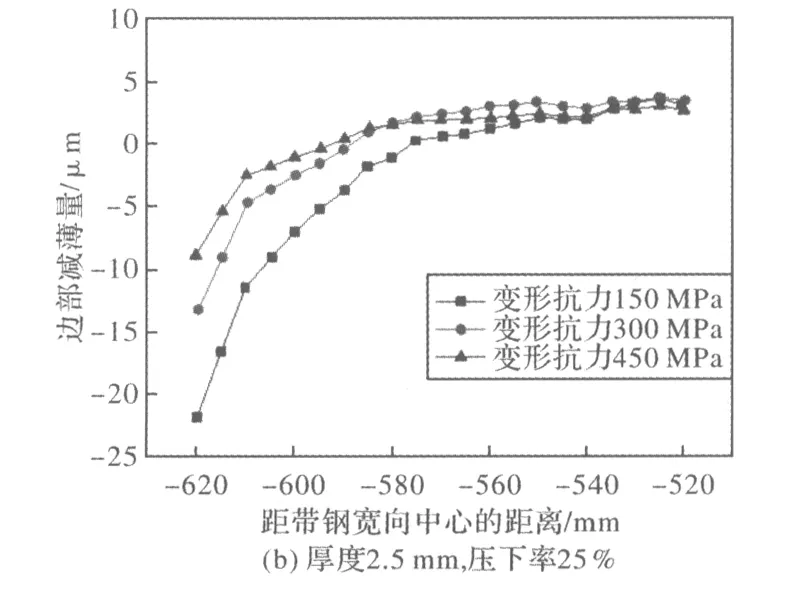
圖5 變形抗力變化對帶鋼邊部減薄的影響
由圖5可知,對于厚規(guī)格帶鋼而言,一方面帶鋼變形抗力增大,導致金屬橫向變形能力減弱,邊部減薄變小;另一方面帶鋼變形抗力增大,導致軋制力增大,軋輥彈性壓扁增大且?guī)т搶挾纫酝廛堓佔冃卧龃螅叢繙p薄增加[9]。根據(jù)計算結(jié)果,前一因素對邊部減薄的影響程度更大,即隨著變形抗力增加,表現(xiàn)為帶鋼邊部減薄隨變形抗力的增大而減小。
2.5 摩擦系數(shù)的影響規(guī)律分析
利用所建立的1420六輥UCM冷連軋機有限元仿真模型,系統(tǒng)研究摩擦系數(shù)分別0.05、0.1、0.15、0.2、0.25不同工況下的帶鋼邊部減薄情況,如圖6所示。
由圖6可知,摩擦系數(shù)變化對邊部減薄的影響規(guī)律較為復雜,一方面,隨著摩擦系數(shù)的增加,帶鋼邊部金屬橫向流動減小,因而帶鋼邊部減薄會減小;另一方面,隨著摩擦系數(shù)的增大,軋制力增大,從而引起帶鋼邊部減薄增加[10]。當摩擦系數(shù)變化時,帶鋼邊部減薄沒有明顯的規(guī)律性。此外,摩擦系數(shù)對邊部減薄的影響還與帶鋼厚度有關(guān),對于不同的摩擦系數(shù)和厚度,隨著壓下率的變化,邊部減薄量減小。
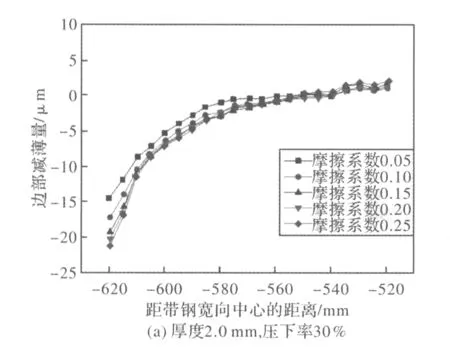
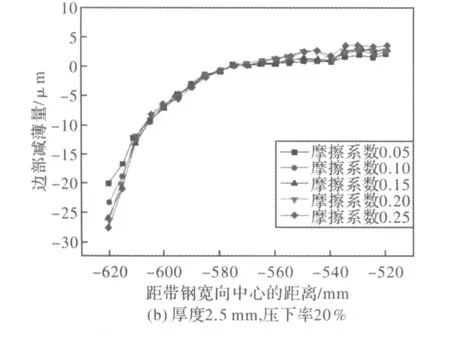
圖6 摩擦系數(shù)變化對帶鋼邊部減薄的影響
2.6 軋輥直徑的影響規(guī)律分析
利用所建立的1420六輥UCM冷連軋機有限元仿真模型,系統(tǒng)研究軋輥直徑分別385 mm、405 mm、425 mm不同工況下的帶鋼邊部減薄情況,如圖7所示。
由圖7可知,隨著軋輥直徑的增大,帶鋼邊部減薄也呈現(xiàn)增大趨勢。這是因為隨著軋輥直徑的增大,軋輥彈性壓扁量增大,同時軋輥與帶鋼的接觸弧增加,增大了縱向阻力,促進了金屬的橫向流動,從而導致邊部減薄增大。
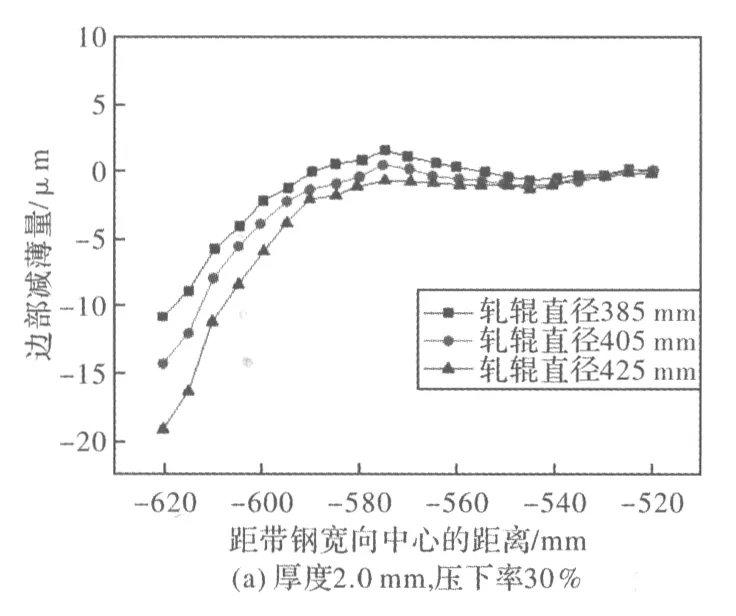
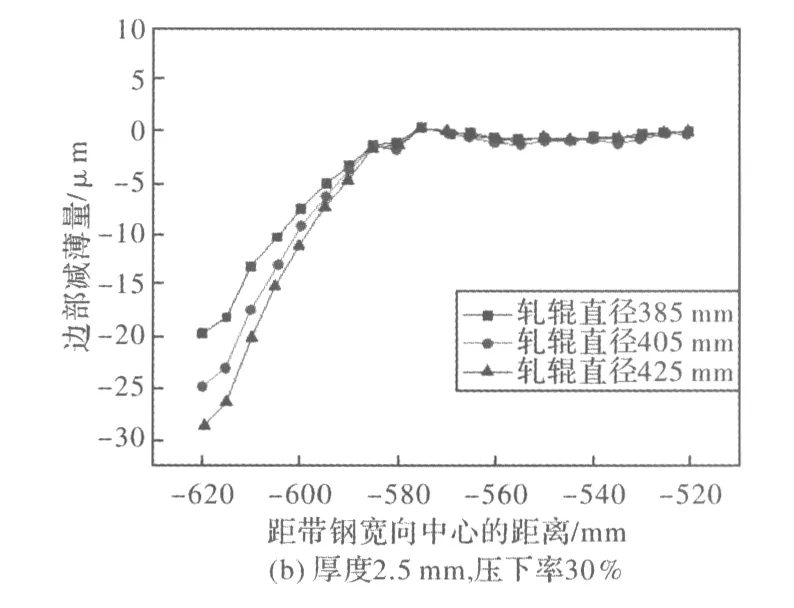
圖7 軋輥直徑變化對帶鋼邊部減薄的影響
3 帶鋼邊部減薄調(diào)控特性分析
3.1 工作輥彎輥對邊部減薄的影響
帶鋼寬度為900 mm,工作輥彎輥力分別取-200 kN、-100 kN、0 kN、100 kN、200 kN時,帶鋼中心板凸度和邊部減薄量的變化趨勢如圖8所示。
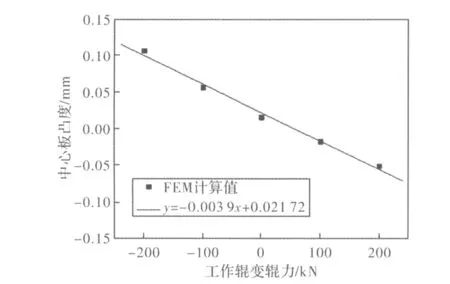
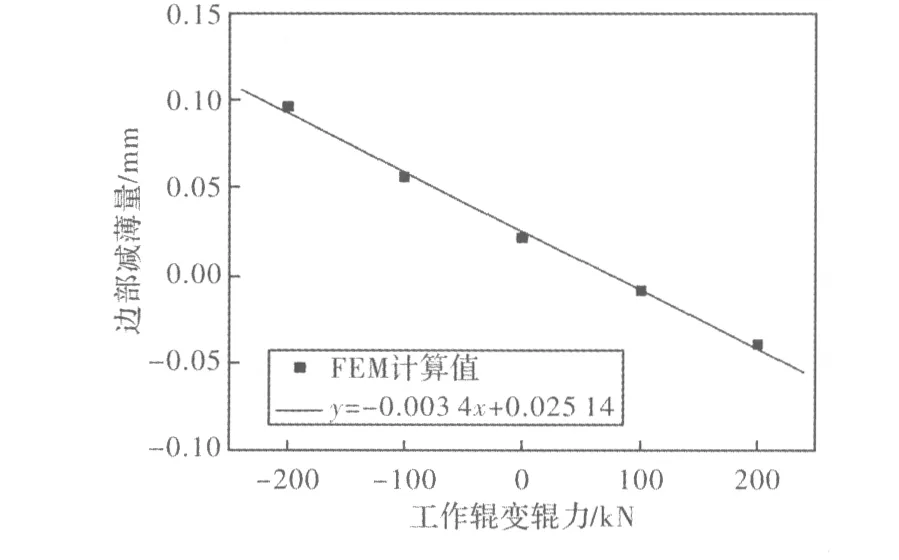
圖8 工作輥彎輥力對中心板凸度和邊部減薄量的影響
由圖8可知,隨著工作輥彎輥力的增加,帶鋼中心板凸度和邊部減薄量逐漸減小。當工作輥彎輥力由-200 kN增加到200 kN時,帶鋼中心板凸度從0.106 8 mm減小到-0.051 8 mm,共減小了0.158 6 mm,邊部減薄量從0.096 5 mm減小到-0.039 2 mm,共減小了0.135 7 mm。
3.2 中間輥彎輥對邊部減薄的影響
帶鋼寬度為900 mm,中間輥彎輥力分別取0 kN、50 kN、100 kN、150 kN、200 kN時,帶鋼中心板凸度和邊部減薄量的變化趨勢如圖9所示。
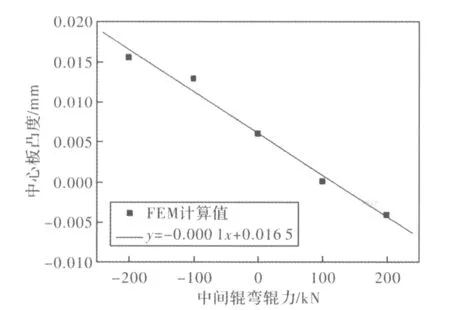
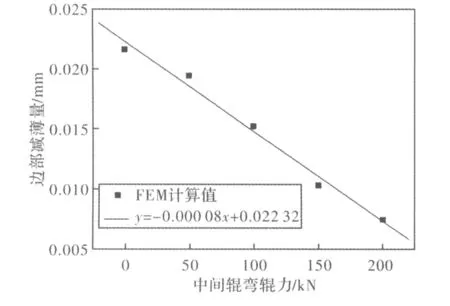
圖9 中間輥彎輥力對中心板凸度和邊部減薄量的影響
由圖9可知,隨著中間輥彎輥力的增加,帶鋼中心板凸度和邊部減薄量逐漸減小。當中間輥彎輥力由0 kN增加到200 kN時,帶鋼中心板凸度從0.015 8 mm減小到-0.004 3 mm,共減小了0.020 1 mm,邊部減薄量從0.021 9 mm減小到0.007 2 mm,共減小了0.014 7 mm。
3.3 中間輥橫移對邊部減薄的影響
帶鋼寬度為900 mm,中間輥橫移量分別取0 mm、50 mm、100 mm、150 mm、200 mm,對應的中間輥橫移位置分別為60 mm、10 mm、-40 mm、-90 mm、-140 mm,帶鋼中心板凸度和邊部減薄量的變化趨勢如圖10所示。
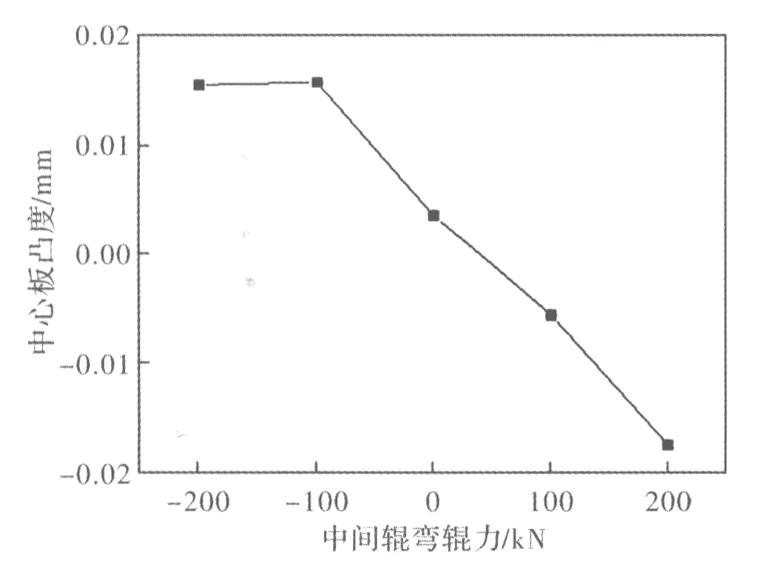
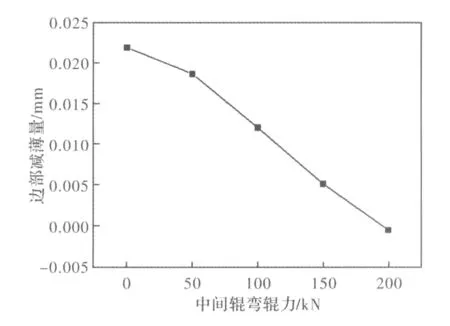
圖10 中間輥橫移量對中心板凸度和邊部減薄量的影響
由圖10可知,隨著中間輥橫移量的增加,帶鋼中心板凸度和邊部減薄量逐漸減小。當中間輥橫移量由0 mm增加到200 mm時,帶鋼中心板凸度從0.015 8 mm減小到-0.017 3 mm,共減小了0.033 1 mm,邊部減薄量從0.021 7 mm減小到-0.000 6 mm,共減小了0.022 3 mm。
4 現(xiàn)場應用實踐
某1 420 mm六輥UCM高強度冷連軋機裝備了板形檢測系統(tǒng),與液壓壓下、彎輥裝置、軋輥橫移、分段冷卻等板形控制手段結(jié)合,完成板形控制閉環(huán)回路,可以獲得良好的板形[11]。現(xiàn)場選擇鋼種BD10403R、規(guī)格0.204 mm×925 mm的帶鋼進行試驗,通過優(yōu)化二級彎輥和軋輥橫移預設(shè)定值,帶鋼邊部減薄量降低至5 μm,較優(yōu)化前降低2~3 μm,降幅達到37.5%。
經(jīng)過板形預設(shè)定參數(shù)的工藝優(yōu)化,1 420 mm冷連軋機組鍍錫基板的平均邊部減薄量由12 μm減小到8 μm以內(nèi),其中邊部減薄量(ED25≦5 μm)的帶鋼比例由71.4%提高到95.8%,滿足了高端鍍錫板終端客戶的橫向厚差要求,取得了良好的實用效果。
5 結(jié)論
(1)帶鋼厚度、寬度、壓下率、變形抗力、摩擦系數(shù)、軋輥直徑等工藝參數(shù)對邊部減薄均有顯著影響,且摩擦系數(shù)對邊部減薄的影響沒有明顯的規(guī)律性;
(2)工作輥彎輥、中間輥彎輥、中間輥橫移等板形控制手段對邊部減薄均有良好的調(diào)控作用,且隨著各個調(diào)控量的增大,邊部減薄量變小;
(3)通過優(yōu)化冷連軋機組板形預設(shè)定參數(shù),鍍錫基板的平均減薄量由12 μm減小到8 μm以內(nèi),邊部減薄量(ED25≦5 μm)的帶鋼比例由71.4%提高到95.8%,取得了良好的應用效果。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中華詩詞(2020年1期)2020-09-21 09:24:52
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
中國塑料(2016年3期)2016-06-15 20:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18
