一種疑難框架的工藝研究
2018-11-05 03:59:12吳永偉劉紅軍連建偉張博羅玉華
機械 2018年10期
吳永偉,劉紅軍,連建偉,張博,羅玉華
?
一種疑難框架的工藝研究
吳永偉1,劉紅軍2,連建偉1,張博1,羅玉華1
(1.許昌煙草機械有限責任公司,河南 許昌 461000;2.河南中煙 許昌卷煙廠,河南 許昌 461000)
不銹鋼框架存在加工多個平面和孔位,由于形位公差要求較嚴,必須提高組焊后不銹鋼框架精度。根據框架的結構和生產中遇到的問題,提出了使用“三維柔性焊接工裝”裝夾方法,將剛性焊接代替傳統的自由焊接,采取出樣板圖、構建模型等措施,提高框架的組合精度;其次,優化焊接參數,采用對稱焊、跳焊等方法焊接,減少焊接變形;第三,調整加工順序,減少金加工難度;通過采取多種措施,保證了零件的焊接精度和加工精度。
框架;平面度;柔性焊接
Y11FBJ7220100框架是許昌煙草機械有限責任公司國產化德國KDF4型濾棒成型機上的一個不銹鋼框架,如圖1所示。外形尺寸為155 mm×460 mm×535 mm,材料為12Cr18Ni9Ti。該框架由4FBJ72200100板、4FBJ72200200板、4FBJ72200300管、4FBJ72200400板、4FBJ72200500板和4FBJ72200600側板組成,組焊后要求機加工,保證4FBJ72200200左面對基準面A垂直度為0.20 mm,4FBJ72200400下面對基準面A平行度為0.20 mm,因此要求基準面A有較高的平面度。基準面A由三件4FBJ72200300管組成,方管規格30 mm×30 mm×3 mm,主要需考慮保證4FBJ72200300管的直線度和焊接后A基準面的平面度。
1 原加工方法及問題
對Y11FBJ7220100框架的焊接和加工工藝進行了探討。通過對框架結構的分析,制訂了原加工工藝,如表1所示。
由于A基準面由三根方管組成,方管壁厚為3 mm,加工中心光出A基準面后,方管壁厚僅為2~2.2 mm,設計人員認為加工后的方管降低了框架強度,不同意使用。
工藝規程卡要求在加工中心銑削各面后,倒刮平4FBJ72200200上6×11 mm沉孔,由于材料為12Cr18Ni9Ti,倒刮平刀具難于切削。考慮從4FBJ72200200右端加工,但下部的3個11 mm沉孔距離方管15 mm,小于搖臂鉆床主軸直徑,無法沉孔;采用加長鉆頭沉孔,加長鉆頭跳動量達到10 mm以上,無法鉆削。
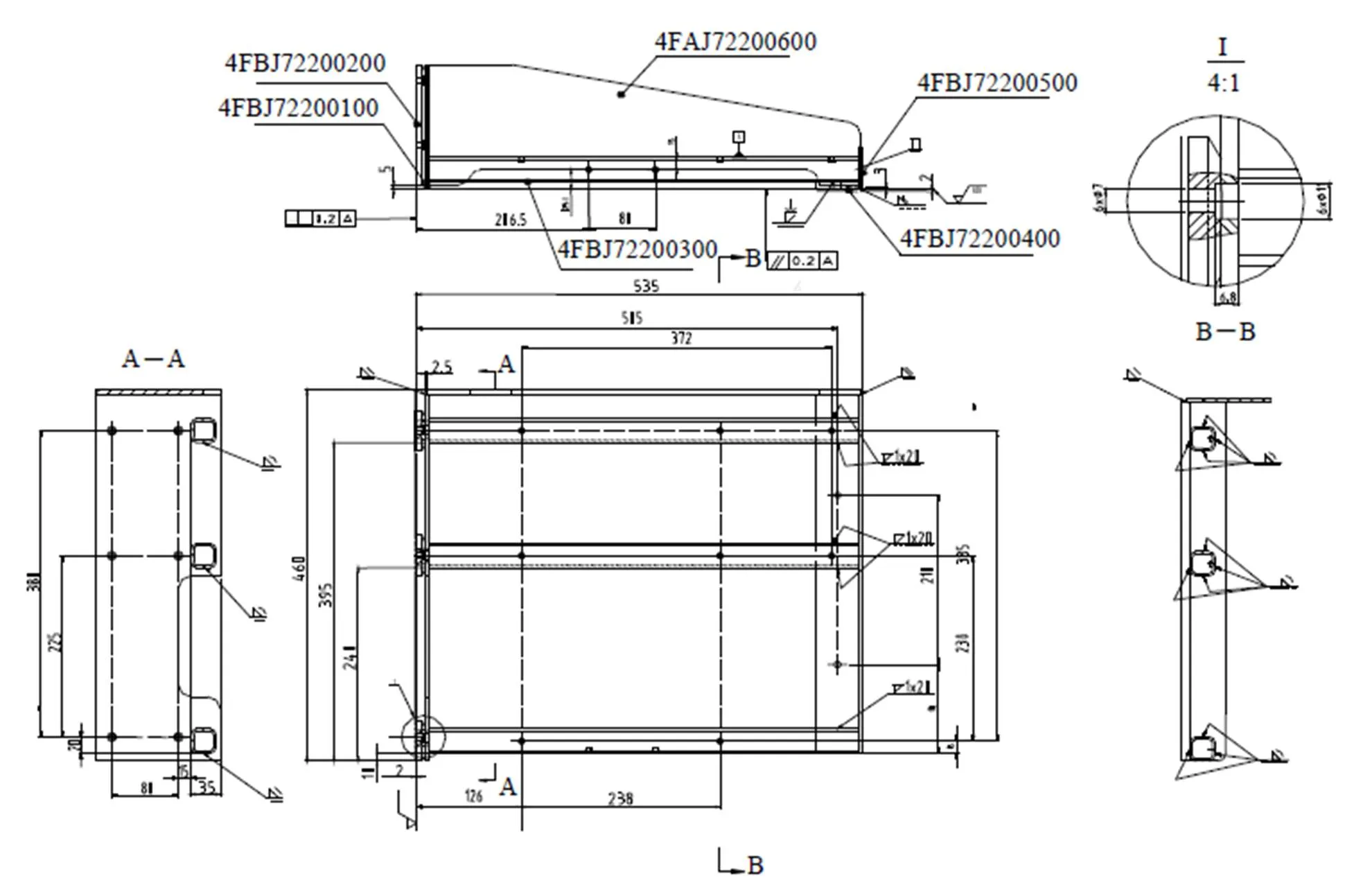
圖1 Y11FBJ7220100框架
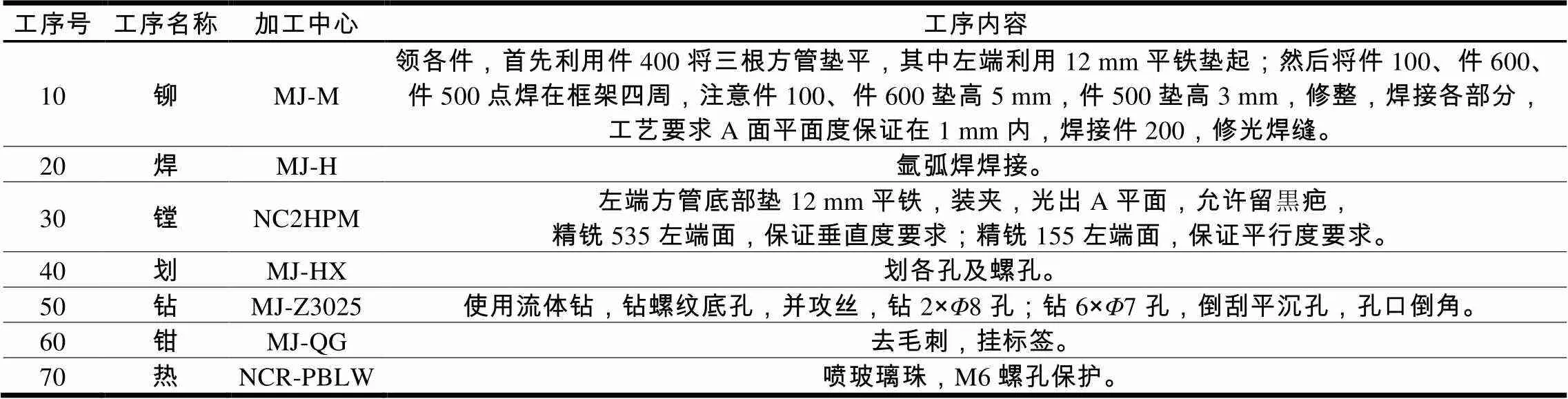
表1 原工藝規程卡
2 改進加工方法
2.1 組合裝夾
針對A基準面的平面度問題,原工藝要求保證在1 mm內,要求太松,需保證在0.50 mm以內,加工后方管壁厚能夠保證在2.5 mm以上。因此,校直的三根方管要求直線度≤0.50 mm,組焊后A基準面平面度≤0.50 mm。但是A基準面平面度要求達到0.50 mm以下,采用傳統的自由焊接,無法保證焊接精度,對此采用“三維柔性焊接工裝”裝夾,如圖2所示,減少焊接變形,保證尺寸公差[1]。
為了保證“三維柔性焊接工裝”在車間更好、更快地完成組焊成型后的精度,減少焊接變形問題,工藝部門按照框架形狀,出樣板圖,如圖3(a)所示;其次,使用三維柔性焊接工裝模型,構建焊接框架組合圖,并列出使用焊接工裝清單,如圖3(b)所示。車間根據樣板定位,組合平面定位工裝;然后取下樣板,使用12 mm平鐵墊平,放上框架,最后壓緊工件。
2.2 焊接參數的確定
在焊接不銹鋼框架時,使用直流脈沖TIG焊,工藝參數如表2[2]所示。采用直流脈沖TIG焊,峰值電流可使電弧穩定,指向性好,易使母材熔化成形,并循環交替,確保焊接過程的順利進行;同時能得到力學性能良好、外形美觀、熔池互相搭接良好的焊縫。
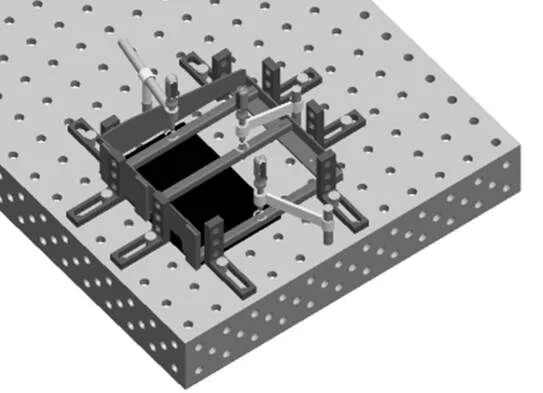
圖2 三維焊接工裝裝夾框架
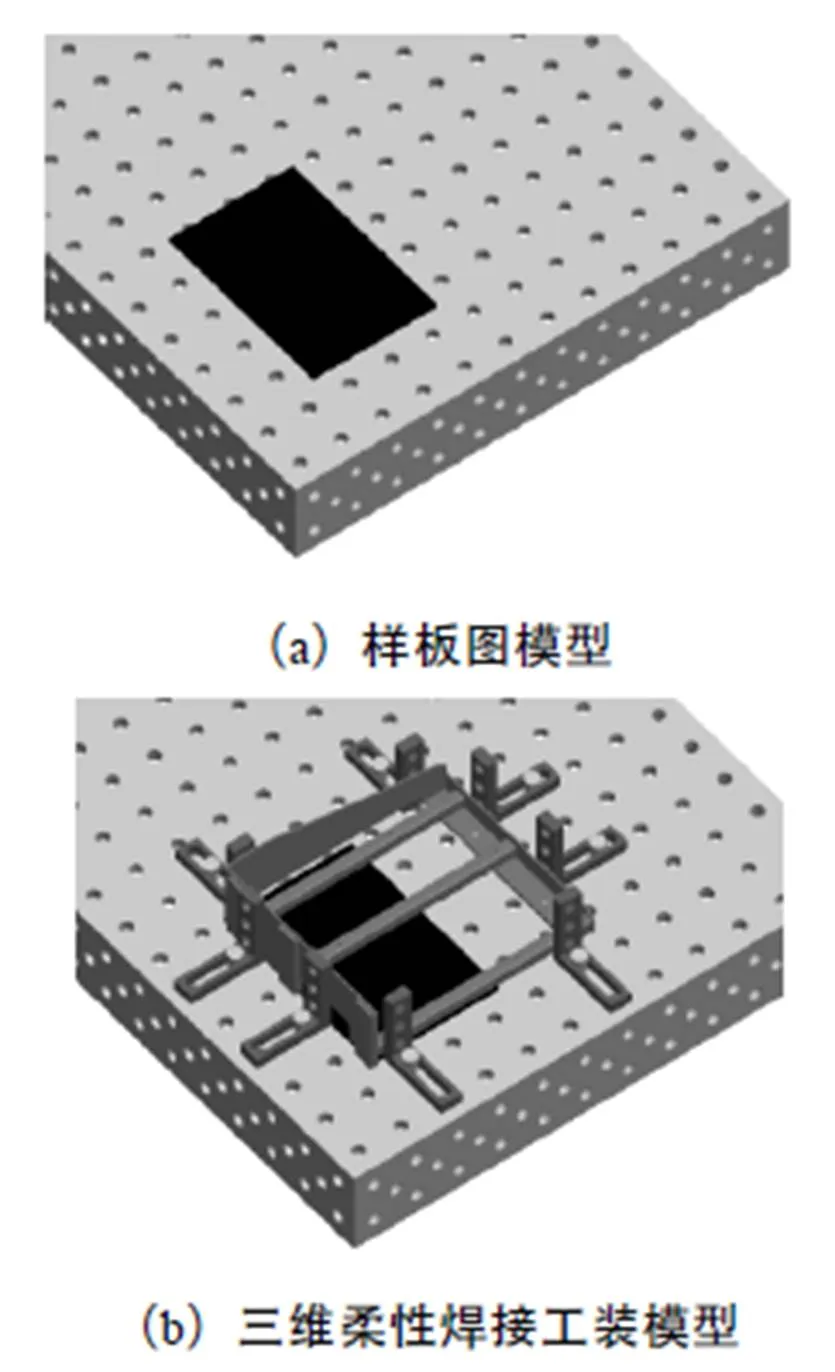
圖3 使用三維柔性焊接工裝步驟

表2 不銹鋼框架焊接參數表
在焊接該不銹鋼框架時,使用2.4 mm焊絲,先在定位點起弧,待焊點熔化并與工件兩側熔合后再送入焊絲,焊絲始終跟隨熔池,焊槍的噴嘴與焊件表面構成80°左右,焊絲與焊件表面夾角以10°左右為宜,在不妨礙視線的前提下,盡量采用短弧焊接以增強氬氣保護效果。其次,應注意觀察熔池的大小,焊速應先稍慢后快,焊槍通常不擺動;焊速和焊絲應根據具體情況密切配合,盡量減少接頭;焊縫長度一次性不宜焊接過長,否則會過熱,易使三根不銹鋼方管出現變形,同時出現Cr、Ni等合金元素的大量燒損,對材料的耐蝕性非常不利。若中途停頓后再繼續施焊時,要用電弧把原熔池的焊道重新熔化,形成新的熔池后再加焊絲并與前焊道重疊3~5 mm。在重疊處要少加焊絲,使接頭處圓滑過渡,氬氣純度應在99.99%以上,流量應保持在5 L/min。焊接結束時,焊槍要在原位置停留3~5 s,氬氣滯后一段時間,防止焊點氧化,變為灰黑色。
在焊接框架時,對于影響變形的長焊縫,要求在裝夾狀態下采用對稱焊、跳焊等方法焊接;待框架完全冷卻后,再將框架松開,焊接剩余部分。
2.3 锪6×Φ11 mm沉孔的工藝安排
組焊后無法加工4FBJ72200200上6×11 mm沉孔,對此調整工藝,將加工4FBJ72200200 上6×11 mm沉孔內容調整到焊接前加工,要求在4FBJ72200100與4FBJ72200200焊接后,鉆6×7 mm孔,然后锪6×11 mm沉孔。同時在組焊時,工藝要求4FBJ72200200左面對基準面A垂直度為0.50 mm。
2.4 制訂工藝
根據上文分析,制訂了Y11FBJ7220100框架工藝規程卡,如表3所示。
3 結語
通過使用“三維柔性焊接工裝”裝夾方法,由剛性焊接代替傳統的自由焊接,減少了框架
的焊接變形,保證了零件的焊接精度,為順利轉化德國KDF型濾棒成型機上的不銹鋼框架提供了技術基準。
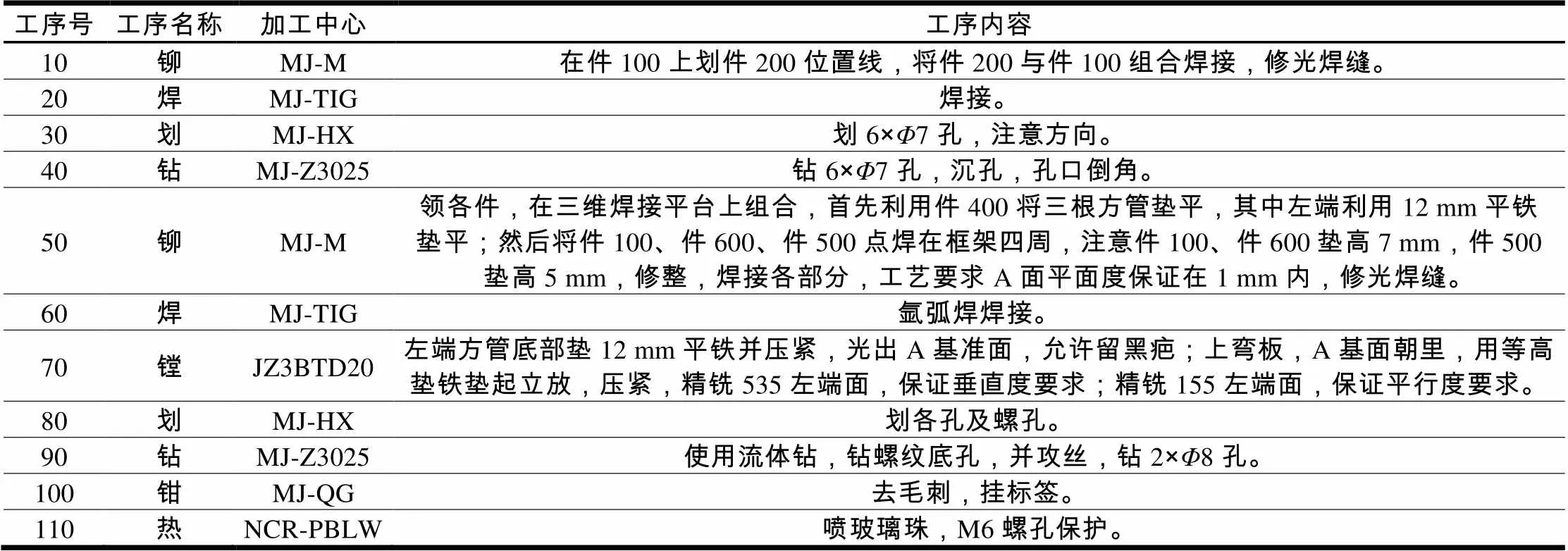
表3 框架工藝規程卡
[1]王長忠. 焊工工藝與技能訓練[M]. 北京:中國勞動社會保障出版社,2006.
[2]陳祝年. 焊接工程師手冊[M]. 北京:機械工業出版社,2002.
A Technology Process Research of Complicated Frame
WU Yongwei1,LIU Hongjun2,LIAN Jianwei1,ZHANG Bo1,LUO Yuhua1
(1.Xuchang Tobacco Machinery Co., Ltd, Xuchang461000, China; 2.Xuchang Cigarette Factory, Henan China Tobacco Industry Co., Ltd., Xuchang461000, China )
There are many planes and holes in the stainless steel frame, due to the stricter geometric tolerance, the precision of the stainless steel frame must be improved after the group welding. According to the structure of frame and the production encountered problems in the framework of the optimization technology process, proposed the use of “three-dimensional flexible welding jigs” for fixture method by rigid welding instead of free welding, measures such as model drawing and model building are taken to improve the assembly precision of the frame. Secondly, the welding parameters are optimized, and the welding deformation is reduced by symmetric welding, skip welding, etc.; thirdly, the adjustment processing is performed, reduce the difficulty of metal processing; through taking a variety of measures to ensure the accuracy of the welding parts and processing accuracy.
frame;flatness;flexible welding
TG44
B
10.3969/j.issn.1006-0316.2018.10.007
1006-0316 (2018) 10-0032-04
2017-12-18
吳永偉(1971-),男,河南禹州人,助理工程師,主要研究方向為鉚焊及金加工工藝。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00