車床類帶修光刃的大進給精加工可調(diào)式刀具綜合工具系統(tǒng)
2018-11-01 11:28:30上海敖智信息有限公司范亞炯
世界制造技術(shù)與裝備市場 2018年5期
上海敖智信息有限公司 范亞炯
上海宇自航測控科技有限公司 楊 峰
南京能新電力實業(yè)有限公司 楊 蕓
蘭州電務(wù)段 于 帆
我國至今尚未形成車削類工具系統(tǒng),而歐美國家都已建立了完備的車削類工具系統(tǒng),但該系統(tǒng)僅是針對刀柄工作特性而建立、建全的能滿足切削性能優(yōu)良、不同形狀、不同規(guī)格、不同狀態(tài)加工刀具更換方便、可靠、重復(fù)定位精度高與配套工具所組成的工具系統(tǒng),只是成熟與有所創(chuàng)新的刀桿更換技術(shù),系統(tǒng)工序能力指數(shù)并未有效提高。不管是整體式車削工具系統(tǒng),還是只更換刀頭模塊的模塊式工具系統(tǒng),其可轉(zhuǎn)位的刀頭結(jié)構(gòu)基本未脫離不可調(diào)刀具幾何參數(shù)相近、品種繁多的技術(shù)范疇。只是大批量、少品種現(xiàn)代大工業(yè)的產(chǎn)物,需要龐大的投入,明顯與我國企業(yè)集約化、綠色化發(fā)展的需求不符。
現(xiàn)代工業(yè)界經(jīng)過長期實踐,已不再盲目追求加工過程的全盤自動化,而是更加注重信息集成與人在CIMS和FMS中的積極作用。對FMS而言,人們已經(jīng)認識到:系統(tǒng)規(guī)模較小,并允許人的更多的介入,系統(tǒng)往往會更有成效,因而,車床類帶修光刃的大進給精加工可調(diào)式刀具綜合工具系統(tǒng)正是面對工具應(yīng)用工程的新問題,針對現(xiàn)車削類工具系統(tǒng)的技術(shù)缺陷,對單元刀具刀頭結(jié)構(gòu)功能進行分解與系統(tǒng)綜合且結(jié)構(gòu)創(chuàng)新的新一代工具系統(tǒng)。
刀具的正向設(shè)計包含概念設(shè)計的全部內(nèi)涵,即根據(jù)刀具生命周期各階段工藝切削需求,進行其使用功能關(guān)聯(lián)與有效性的市場需求與服務(wù)分析,確定其功能分解與綜合的原理、功能載體的選擇和方案組成等。這種設(shè)計使不可調(diào)刀具的單向可轉(zhuǎn)位、單項可調(diào)換、不重磨低層次的可調(diào)創(chuàng)新提高到刀具切削參數(shù)綜合可調(diào)的全面創(chuàng)新與效用的突破。因而,刀具系統(tǒng)的效用手段與方法,即系統(tǒng)目標必須具有的控制、調(diào)節(jié)等功能,進入與目標相適應(yīng)的狀態(tài),并能排除加工系統(tǒng)內(nèi)外的非線性干擾,即:轉(zhuǎn)位、調(diào)整、重磨、調(diào)換、緊固、自保系列使用功能效用的有序關(guān)聯(lián),映射到操作程序就能表達了刀具幾何參數(shù)動態(tài)優(yōu)化與工序能力指數(shù)與集中程度的有效提高。其執(zhí)行機構(gòu)在接觸弧面上有限往返生成工藝動作的多樣性安全和可靠,保證了能力拓展的有效性。
目前我國許多加工企業(yè)仍在沿用單刃與多刃刀具的加工方法—即傳統(tǒng)的加工方法(Conventional Cutting),未深刻認識制造強國這種單一轉(zhuǎn)位與調(diào)換先進技術(shù)的局限性。可轉(zhuǎn)位不重磨刀具技術(shù)的推廣,并未完全改變刀具品種與類型繁多的結(jié)構(gòu)狀態(tài)。其先進性由于進行了面向工藝事務(wù)處理的聯(lián)機系統(tǒng)應(yīng)用,從而加快并提高了分布式工藝過程的總體效益。但無法發(fā)現(xiàn)與運用靜態(tài)數(shù)據(jù)中的相近關(guān)系與關(guān)聯(lián)技術(shù),工序能力的進一步提高與集成還有待解決。刀具技術(shù)仍局限在不可調(diào)刀具的靜態(tài)范疇內(nèi),保守性強、工藝參數(shù)動態(tài)優(yōu)化不足,使刀具缺乏為制造業(yè)工藝流程和柔性化的集成與設(shè)計能力。而車床類帶修光刃的大進給精加工可調(diào)式刀具綜合工具(發(fā)明專利申請?zhí)枺?01310171116.7) 適應(yīng)了我國正處在工業(yè)制造2.0、3.0、4.0齊頭并進與發(fā)展多元化柔性加工的需求。針對傳統(tǒng)產(chǎn)業(yè)的高端化改造和高端新興產(chǎn)業(yè)發(fā)展兩個層面刀具市場所面臨的此類問題,提出了具體的思路與解決方法。

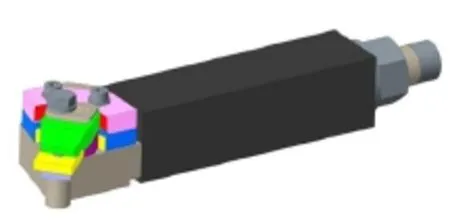
圖1
一、針對工藝系統(tǒng)的創(chuàng)新特點
1.快速和有效性
能快速相應(yīng)加工市場與服務(wù)需求,深入分析加工系統(tǒng)工藝流程的特點與變化狀況,進行刀具工藝使用能轉(zhuǎn)位、重磨、調(diào)整、調(diào)換關(guān)聯(lián)技術(shù)的系統(tǒng)應(yīng)用與綜合,有效提高刀具的工序能力指數(shù)與工序集成能力,排除了系統(tǒng)外對加工精密、高效、低成本、綠色的非常規(guī)性干擾。
基于對不可調(diào)刀具工藝使用功能的分解與綜合,該工具系統(tǒng)能及時應(yīng)對刀具機構(gòu)功能載體的動態(tài)變化,進行模塊的選擇和方案組成,使該工具系統(tǒng)全面突破車削類不可調(diào)刀具的靜態(tài)技術(shù)范疇,刀具工藝加工性能得到綜合提高,轉(zhuǎn)位、調(diào)整、重磨 、調(diào)換、自保的綜合可調(diào)技術(shù),有效提高了刀具工藝加工加工性能的適應(yīng)柔性化生產(chǎn)的科技含量,其執(zhí)行機構(gòu)在接觸弧面上高、低副的有限往返運動生成工藝動作的多樣性安全、可靠,保證了工藝系統(tǒng)能力拓展的的有效性。比僅換刀頭模塊的模塊式工具系統(tǒng)具有更廣泛的工藝加工性能與工藝集成能力,刀具生命周期得到加寬與延長。
2.運用模塊化優(yōu)化運算程序
運用模塊化優(yōu)化運算程序進行可調(diào)式刀具的種群設(shè)計,使得刀具系統(tǒng)能夠適應(yīng)制造業(yè)各子系統(tǒng)的現(xiàn)代化目標的新需求。現(xiàn)代制造業(yè)系統(tǒng)綜合效能的提高日益依賴于各要素之間的集成,體系結(jié)構(gòu)體現(xiàn)了“組成系統(tǒng)的各部件之間的關(guān)系,以及支配它們設(shè)計和演變的關(guān)聯(lián)原則”。可調(diào)式刀具實用簡化模型的方法對體系結(jié)構(gòu)進行描述,進而運用該優(yōu)化運算程序能開發(fā)優(yōu)化其種群設(shè)計,例如:銀白色重型切削加工工具系統(tǒng)、帶修光刃的大進給精加工工具系統(tǒng)、粗加工與半精加工集成工具系統(tǒng)、半精加工與超精密工集成工具系統(tǒng),適應(yīng)了現(xiàn)代制造業(yè)小工藝系統(tǒng)對刀具行業(yè)的發(fā)展需求。
不可調(diào)刀具的靜態(tài)結(jié)構(gòu)或剛性執(zhí)行機構(gòu),不能考慮與實施工藝集中、綠色、環(huán)保等多項現(xiàn)代制造業(yè)的新要求,也不適應(yīng)定制化不同批量生產(chǎn)形式集約化的經(jīng)濟要求。
二、運用K-means算法的程序具體說明刀具可調(diào)的工作原理與機制
1.對刀具機構(gòu)的可靠性設(shè)計
刀具工藝優(yōu)化設(shè)計模型中的設(shè)計變量與參數(shù)具有隨機性,或有概率約束時,就必須進行概率優(yōu)化設(shè)計或模糊可靠性設(shè)計。該問題涉及到工藝切削過程安全可靠與費用合理這對矛盾有關(guān)的各類結(jié)構(gòu)。其廣義應(yīng)力即作用于刀具或其零件上的物理量:切削壓力、應(yīng)力、位移、變形、磨損等用s表示,而將刀具或其零件承這種應(yīng)力的能力,統(tǒng)稱為其廣義強度,用r表示。因此,刀具的不可靠度(失效概率)與可靠度(安全概率)R,可分別用式a和b表示:
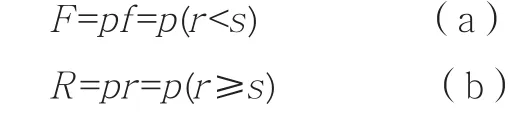
若根據(jù)設(shè)計基本設(shè)計變量x1,x2┈,xn的分布規(guī)律,將獲得隨機變量s和r的分布形式和參數(shù),就可用上式a或b所對應(yīng)的應(yīng)力強度干涉模型計算刀具或其零件的是效率和v可靠度。如公式c與圖2:
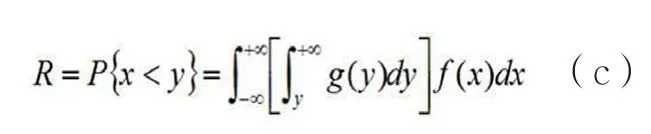
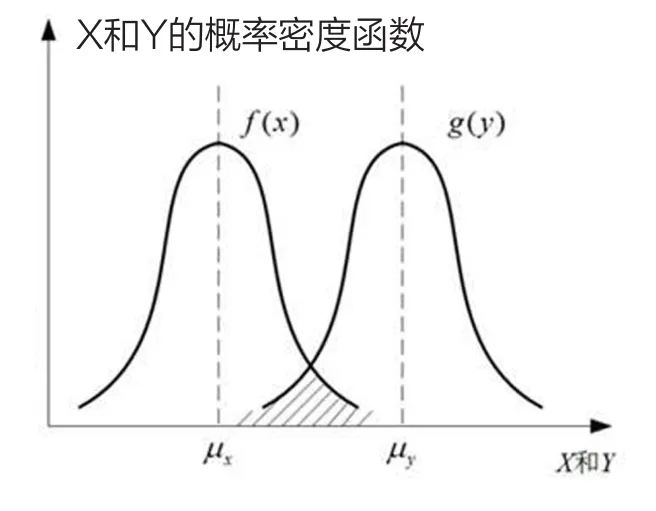
圖2 應(yīng)力-強度干涉法實施步驟
2.應(yīng)力-強度干涉法實施步驟
(1)確定零部件應(yīng)力、強度分布。
(2)根據(jù)應(yīng)力-強度干涉模型計算零部件可靠度。常用概率分布的可靠度計算公式如附表所示。
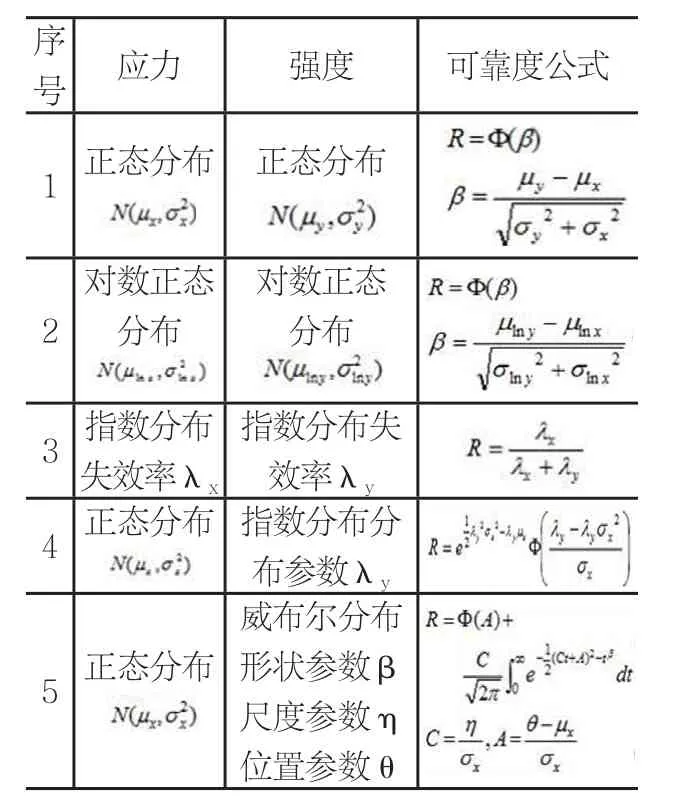
表2 常用概率分布的可靠度計算公式
(3)根據(jù)可靠性建模的基本可靠性模型和任務(wù)可靠性模型預(yù)計產(chǎn)品的可靠性。
(4)極限狀態(tài)函數(shù)法
應(yīng)力——強度干涉是概率分析和設(shè)計的基礎(chǔ),但是由于應(yīng)力——強度干涉法需要已知應(yīng)力和強度的分布類型和概率密度函數(shù),因此工程中有時難以直接應(yīng)用。通過建立極限狀態(tài)函數(shù),利用一次二階矩等方法,可以不需要知道應(yīng)力和強度分布進行可靠性預(yù)計,該方法是近似概率法的一種,常用于結(jié)構(gòu)可靠性概率設(shè)計。
應(yīng)力強度干涉模型揭示了概率設(shè)計(可靠性設(shè)計)的本質(zhì),客觀地反映產(chǎn)品設(shè)計和運行中的實際情況,可以定量地回答產(chǎn)品在使用中的實際問題。不可調(diào)刀具的傳統(tǒng)設(shè)計不能考慮刀具在設(shè)計與運行中存在失效的可能性,即使意外損耗系數(shù)也不能具體說明實際情況,而應(yīng)力——強度干涉模型所采用的可靠性設(shè)計方法則可以具體解決這一問題。
結(jié)構(gòu)可靠性理論認為可調(diào)式刀具設(shè)計過程中存在各種不確定因素,例如:工藝系統(tǒng)的各種要求與加工條件、載荷、材料、尺寸精度、工藝集中能力、CP值 、應(yīng)力集中等,可以通過引入一個隨機向量X={x1,x2,┈xn}來表示這些隨機參數(shù),根據(jù)其構(gòu)件與零件的功能與失效判據(jù),可以建立一個函數(shù)來表示規(guī)定功能和這些隨機參數(shù)的關(guān)系。稱為功能失效極限狀態(tài)函數(shù)、簡稱極限狀態(tài)函數(shù):
Z=G(X)
Z>0, 表示可調(diào)式刀具能完成規(guī)定功能;Z<0,表示可調(diào)式刀具不能完成規(guī)定功能,表示失效狀態(tài);Z=0,表示刀具功能處于上述兩者之間的一種不穩(wěn)定狀態(tài)。刀具切削穩(wěn)定可靠的可靠性是指Z>0狀態(tài)的概率。可表示為:
G=∫Ωf(x)dx
式中f(x)是聯(lián)合密度函數(shù),Ω={x∣G(X)>0}為安全數(shù) 。
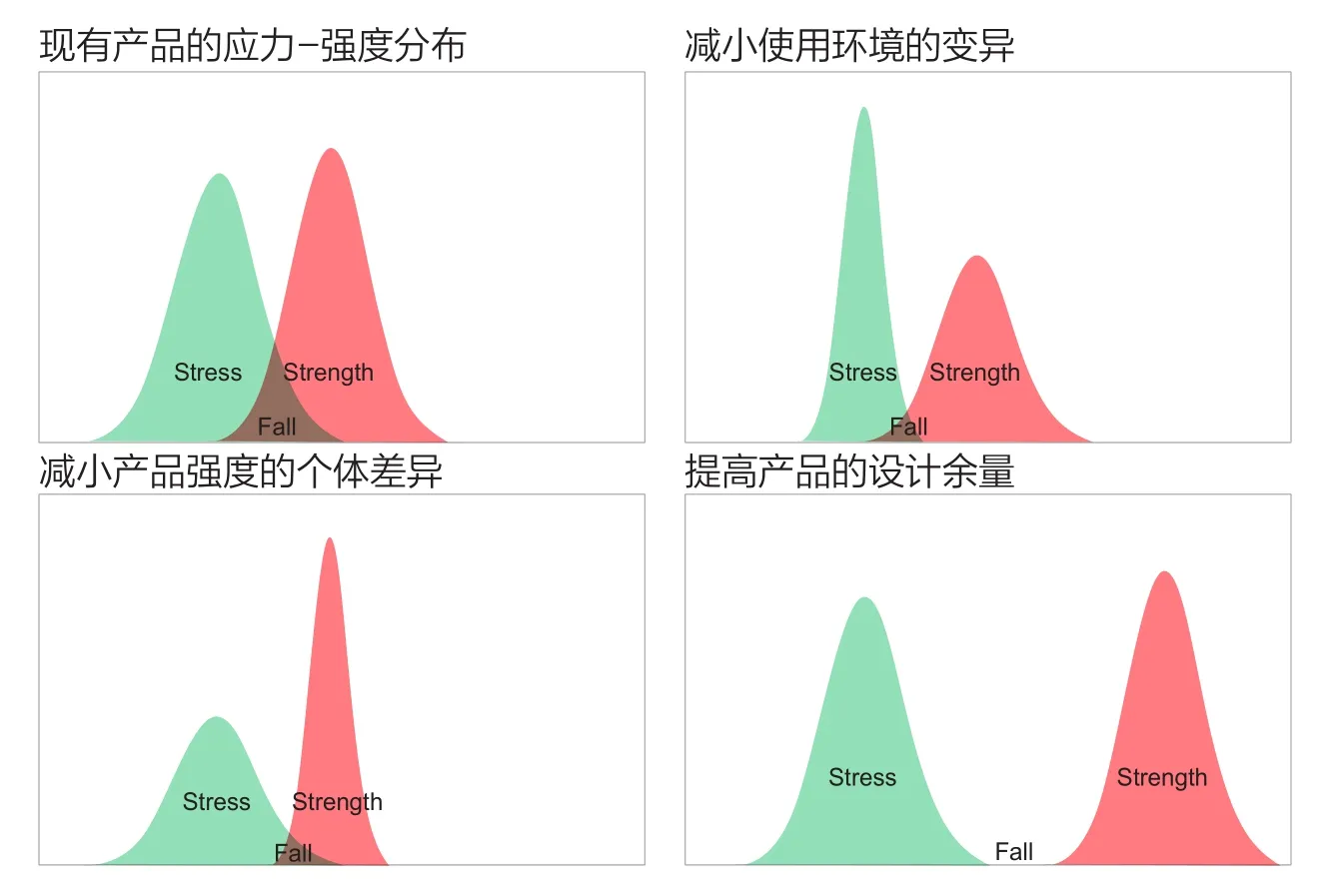
從上分析,現(xiàn)有產(chǎn)品的應(yīng)力強度分布受多種因素的影響,其中包括:減少使用環(huán)境的變異、減少產(chǎn)品個體強度的個體差異、提高產(chǎn)品的設(shè)計余量。焊接刀具,現(xiàn)可轉(zhuǎn)位車刀都不能同時滿足這三相要求,所以只能以工件強度和硬度最高標準來考慮約束條件。在考慮刀具耐用度的約束條件時,就必須以刀具最低耐用度來考慮;在考慮工藝系統(tǒng)剛性時,也必須以剛度最低狀態(tài)為標準,來選擇操作參數(shù),有時甚至還要留有一定的設(shè)計余量。盡管如此其應(yīng)力強度干涉區(qū)域仍較大,意外損耗系數(shù),對于焊接刀具硬質(zhì)合金外圓粗車刀Ky=0.95(焊接報廢的刀片約占總消耗量的20%,刀片總的利用匯率只占30%;);對現(xiàn)可轉(zhuǎn)位車刀由于考慮到設(shè)計余量、個體強度差異干涉區(qū)域較小,意外損耗系數(shù)提高至:Ky=1.04 ,對可調(diào)式刀具來說,由于系統(tǒng)的考慮到對應(yīng)力強度干涉區(qū)的三相要求,刀具結(jié)構(gòu)有限動態(tài)可靠性得到保證,所以其刀具耐用度提高2倍,初步估計Ky=1.3~1.5左右。
總之,可靠的產(chǎn)品 = 健壯的設(shè)計+ 受控的工藝流程,如圖3所示。
3.小結(jié)
現(xiàn)國內(nèi)外將應(yīng)力強度干涉模型應(yīng)用于刀具的分析很少,因而,可調(diào)式刀具的應(yīng)用趕不上時代的需要。所以對可調(diào)式刀具構(gòu)件在切削過程中的模糊可靠性設(shè)計具有開創(chuàng)性,不可調(diào)刀具對工藝切削問題的可靠性認識僅停留在可預(yù)知的平穩(wěn)工藝環(huán)境、可預(yù)知的動態(tài)工藝環(huán)境和隨機的平穩(wěn)工藝環(huán)境中,分析其系統(tǒng)作業(yè)與協(xié)調(diào)問題均可按封閉系統(tǒng)對待,也可概率論描述其概率分析各類加工材料的分步特征。其通用的靜態(tài)結(jié)構(gòu)或剛性執(zhí)行機構(gòu),不能考慮與實施工藝集中、綠色、環(huán)保等多項現(xiàn)代制造業(yè)的新要求,也不適應(yīng)定制化不同批量生產(chǎn)形式集約化的經(jīng)濟要求。
以可調(diào)刀具各機構(gòu)有限運動、緊固強度可靠性為目標函數(shù)的優(yōu)化設(shè)計,能滿足刀具工藝的集成與加工要求,分析刀具綜合調(diào)整(刀片夾緊、轉(zhuǎn)位、重磨、調(diào)整、調(diào)換)的邊界范圍,再依據(jù)等強度懸臂組合梁的強度,確定刀墊伸出刀臺、刀片伸出刀墊的長度,以及后側(cè)圓柱面在刀臺圓柱面上的旋轉(zhuǎn)角等結(jié)構(gòu)特征。確定刀片平面有限往返轉(zhuǎn)動與在刃口主截面內(nèi)的有限往返直線移動的最大參數(shù),確定刀頭伸出刀臺長度(約為刀桿高度H的1~1.5倍為宜);確定刀頭的厚度與刀臺的高度以及刀片調(diào)整前、后角的最大參數(shù);從而確定刀頭的形位邊界特點,各機構(gòu)獨立參數(shù)的調(diào)整幅度(主要是主偏角與前、后角,刃傾角為派生參數(shù)),刃口初始高度調(diào)整幅度的邊界條件,于是4類加工材料的切削數(shù)據(jù)中相近參數(shù)集與流程就能具體確定。
為使刀頭結(jié)構(gòu)緊湊,需要優(yōu)選各類參數(shù)的聚類中心,使其各獨立幾何參數(shù)的可調(diào)功能相對聚類中心(初相角)正負變化,并便于度量與工藝操作。例如:主偏角的調(diào)整基線與初相角;前后角調(diào)整初相角、刀尖初始高度。
處理流程實際就是一種流圖分析,不同類相近幾何參數(shù)的加工特征有相關(guān)性。其流向聚類中心能使工藝參數(shù)的分散度收斂到工藝集中工藝加工能力指數(shù)提高之處,簡化了工藝高層設(shè)計的流程,提高了流程集約化、綠色化的能力。
三、針對工藝流程的核心技術(shù)
(1)刀片伸出刀墊,刀墊伸出刀頭接合面一定長度,且符合等強度截面梁的強度要求,采用傾覆式夾具的機理,使切削力緊固式刀具進一步平穩(wěn)、可靠。
(2)刀具主切削刃4個獨立參數(shù)(γ0、ɑ0、λs、кs) 旋轉(zhuǎn)矢量及其有限運動的的參數(shù)可靠技術(shù)。
(3)刀具主切削刃合理幾何參數(shù)有效延續(xù)與變化是延長刀具生命周期并提高工序能力指數(shù)與工序集成能力的過程。所以,刀具綜合可調(diào)功能(轉(zhuǎn)位、重磨、調(diào)整、調(diào)換)與適應(yīng)車削工藝系統(tǒng)不同加工特征與節(jié)點的變化與關(guān)聯(lián)技術(shù)。
(4)圓柱刀桿的中空與刀套的小過盈配合結(jié)構(gòu)以及尾部的密封結(jié)構(gòu),與夾持后的彈性微型位配合技術(shù)。該技術(shù)能平衡切削力載荷,保證穩(wěn)定可靠的切削過程。
(5)刀具工序集成集成技術(shù):刀片調(diào)換種類多,包括SNMM12-15、CNMM12-16、DNMM15、WNMG08,以及粗加工與半精加工、半精加工與精密加工、精密加工與超緊密加的集成與綠色加工(銀白屑加工)技術(shù)。
四、結(jié)束語
現(xiàn)刀具技術(shù)局限在不可調(diào)刀具的靜態(tài)范疇內(nèi),工藝參數(shù)動態(tài)優(yōu)化不足,缺乏為制造業(yè)工藝流程和柔性化的集成與設(shè)計能力。明顯說明了模糊可靠性設(shè)計的不足,對加工系統(tǒng)工藝流程受控的剛性狀態(tài)。由于應(yīng)用了模糊可靠性,可以在一定程度上改變現(xiàn)可轉(zhuǎn)位刀具技術(shù)的跟蹤、研仿的模式。而這種正向設(shè)計的方法能使車床類帶修光刃的大進給精加工可調(diào)式刀具綜合工具系統(tǒng)-的工藝加工能力的提高和拓展,使其具有比不可調(diào)刀具具有更廣泛的柔性加工與高質(zhì)量的技術(shù)優(yōu)勢與潛力,市場前景廣闊。因而是我國業(yè)制造業(yè)2.0、3.0、4.0齊頭并進、注重發(fā)展質(zhì)量的必然產(chǎn)物,值得加工制造業(yè)推廣與應(yīng)用。 □
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39