8 500 PCTC薄甲板分段制造工藝設(shè)計(jì)
2018-11-01 09:14:50,,
船海工程 2018年5期
,,
(1.集美大學(xué) 輪機(jī)工程學(xué)院,福建 廈門 361021;2.福建廈門船舶重工股份有限公司,福建 廈門 361026)
廈船重工承建的8 500汽車滾裝船,是目前全球最大容量的汽車滾裝船[1],可以裝載小汽車、翻斗拖車、重型卡車等,最大裝車量達(dá)8 500輛標(biāo)準(zhǔn)小汽車。該船總長(zhǎng)199.9 m,型寬36.5 m,型深38.49 m,設(shè)計(jì)吃水9.35 m。全船共有13層車輛甲板和1層露天甲板(不裝載汽車)。為了減輕船舶結(jié)構(gòu)重量和降低重心高度,汽車甲板除第1、3、5甲板(厚18 mm)和8甲板(厚14 mm)外,其余甲板厚均≤7 mm,薄板量占全船甲板的比例較大。另外,舷側(cè)風(fēng)道、坡道、上層建筑等也以薄板結(jié)構(gòu)為主。由于薄板剛性較弱,在轉(zhuǎn)運(yùn)、吊裝、火工等工序控制難度大,極易發(fā)生變形[2],因此,要提高滾裝船建造質(zhì)量,必須先解決薄板結(jié)構(gòu)變形。關(guān)于薄板變形的問題,相關(guān)研究提出了一般的對(duì)策[3-4]。但隨著船舶的大型化以及滾裝船獨(dú)特的結(jié)構(gòu)形式,現(xiàn)有的工藝技術(shù)已經(jīng)無法滿足生產(chǎn)需要。這里考慮以汽車薄甲板(厚度≤7 mm)為例開展新工藝工法的研究,形成規(guī)范的制作工藝,保證甲板的精度。
1 汽車薄甲板結(jié)構(gòu)特點(diǎn)
從汽車薄甲板結(jié)構(gòu)情況看,其特點(diǎn)是板材薄、構(gòu)件尺寸小。結(jié)構(gòu)型式多采用縱骨架式,橫向構(gòu)架間距較大(間距2 100 mm),縱向骨材較小,單個(gè)甲板的結(jié)構(gòu)強(qiáng)度和剛度較弱,在建造過程中任何不正確操作都有可能產(chǎn)生不利影響,引起板架結(jié)構(gòu)的變形。大量的綁扎件的裝焊,也會(huì)增加甲板結(jié)構(gòu)的變形。因此,在制造過程中必須加以嚴(yán)格控制,制定出合理方法,降低薄板在建造過程中的變形,保證分段精度和質(zhì)量。
2 薄甲板分段制造工藝和工裝
分段劃分尺寸控制在12 m×12 m以內(nèi),保證吊裝強(qiáng)度。甲板薄板結(jié)構(gòu)變形的控制,關(guān)鍵是控制好建造過程中的每一個(gè)環(huán)節(jié)和步驟,明確各工序工位精度要求和控制要點(diǎn)[5]。在分段制造過程中,采用新工藝、工裝來保證分段質(zhì)量,如無碼裝配工藝、多頭火工背燒機(jī)等。
2.1 板材與型材下料階段
1)板材下料與堆放。甲板板材需采用激光切割,控制板邊垂直度、直線度≤0.5 mm。其他板材可采用干式等離子切割,控制板邊垂直度、直線度≤1 mm。甲板板材經(jīng)過綁扎孔和周邊切割后,由于受熱不均衡,板片均存在橫向拱度變形,需經(jīng)校平機(jī)矯平,以釋放出內(nèi)應(yīng)力,保證板材的橫向平直度誤差≤1 mm。校平后的板材應(yīng)整齊堆放,堆放層數(shù)不能過多,以防止交錯(cuò)堆壓二次變形。
2)型鋼下料與對(duì)接。型材端部采用靠模切割,保證切割面的光滑平整。下料后的型材必須校直,單根需要對(duì)接的型材,必須先對(duì)接、焊后打磨,直線度檢查合格后,方可上分段裝配。型材對(duì)接后上片體分段裝配示意見圖1。
3)T型材制作。T型材腹板、面板下料后,先上矯平機(jī)分別進(jìn)行矯平,然后在如圖2所示專用工裝上進(jìn)行裝配。采用角焊機(jī)進(jìn)行焊接,焊后用火工矯正腹板,腹板直線度誤差:≤3/10 000。若為高強(qiáng)度鋼,則加熱溫度控制在600~700,只能空冷,不得用水冷卻。T型材矯直后用輔助工裝整齊擺放。
2.2 拼板階段
1)拼板裝配。拼板平臺(tái)應(yīng)有足夠的剛度和表面平整度,板材需用電磁吊或?qū)S脢A具吊裝。采用無碼裝配來取代傳統(tǒng)的卡碼定位工藝,使焊后的焊縫周邊沒有馬腳,保證母材不受損傷,消除卡碼撤除后的打磨工作。采用磁力壓碼(又稱磁力無碼拼板器)、活動(dòng)碼將板調(diào)整到位并固定。拼板板縫間隙≤1.0 mm,板面錯(cuò)邊≤0.5 mm。定位焊采用小直徑(d≤3.2 mm)焊條,定位焊應(yīng)均勻一致,焊道長(zhǎng)約30 mm,間距約300 mm,由中間往兩邊進(jìn)行。
2)拼板焊接。拼扳焊接采用埋弧自動(dòng)焊,板縫兩端裝引、熄弧板,焊前清潔。選擇合適的焊材和焊接工藝參數(shù),薄板的焊接變形在板厚5.5 mm時(shí)是一個(gè)比較明顯的分界點(diǎn),因此5.5 mm以下的板應(yīng)選擇更低的電流、電壓,焊接參數(shù)見表1。

表1 埋弧自動(dòng)焊焊接參數(shù)
焊接時(shí)可適當(dāng)放置壓載鐵等重物約束變形,待焊縫冷卻后移開。若有立柱區(qū)域的加厚板,則要特別注意控制變形。由于該位置坡口大、焊接量大,易產(chǎn)生局部橫向彎曲變形。立柱處嵌入式加厚板的四角R處最后焊接。
拼板翻身采用翻轉(zhuǎn)架或兩端加排。焊后采用圓柱狀壓鐵對(duì)板縫處進(jìn)行滾壓,以釋放焊縫的焊接應(yīng)力,減少變形。若需火工矯平,采用有2~3個(gè)加熱嘴的火具加熱,見圖3,并采用雙線同時(shí)背燒。
2.3 甲板分段裝焊控制
2.3.1 選擇實(shí)模胎架
薄板剛度較小、易變形,而8 500 PCTC 船甲板的長(zhǎng)寬約有40種規(guī)格,如果選用傳統(tǒng)的格子胎架支撐會(huì)存在局部區(qū)域無支撐、懸空,因此,選擇實(shí)模胎架(鋼板平臺(tái)),即在支柱上面鋪設(shè)15 mm厚的鋼板,作為制作分段的平臺(tái),以確保裝焊過程中整體結(jié)構(gòu)的平整度。胎架的水平度偏差不超過3 mm。不允許采用支點(diǎn)式胎架。
2.3.2 甲板分段裝配
1)將預(yù)拼后的甲板鋪設(shè)在實(shí)模胎架上,調(diào)整到位后,甲板四周用活洛卡碼固定(卡碼與甲板無點(diǎn)焊固定),以減少自由邊波浪變形。
2)結(jié)構(gòu)劃線。先劃中心線、肋位基準(zhǔn)線,再以基準(zhǔn)線為基準(zhǔn)進(jìn)行結(jié)構(gòu)劃線。劃線時(shí),在長(zhǎng)度方向每檔(720 mm)加放0.75 mm,在寬度方向每檔(715 mm)加放0.75 mm焊接收縮補(bǔ)償量。
3)構(gòu)件的裝焊順序。①縱向骨材 ②綁扎杯 ③縱向T型材 ④橫向T型材 ⑤小構(gòu)件。裝焊順序示意見圖4。
構(gòu)件的裝配原則是先安裝縱向型材,所有型材必須是先對(duì)接校直后才能上板裝焊。注意控制縱骨的直線度、垂直度,盡量采用無碼裝配。用磁力直角器、磁力線型微調(diào)器、磁力壓碼和防傾倒工裝碼聯(lián)合使用,進(jìn)行裝配固定,以減少垂直度偏差。采用CO2小直徑焊絲作定位焊,定位焊要求均勻一致,在構(gòu)件兩側(cè)交替分布。縱骨的焊接采用單頭或者雙頭自動(dòng)角焊機(jī)焊接,焊絲直徑1.2,1.4 mm,從中間往兩側(cè)焊接,骨材較多時(shí)應(yīng)采取間隔跳焊。3 m以上長(zhǎng)焊縫,進(jìn)行分段退縮焊以減少變形,并注意兩端待焊區(qū)的焊接保留長(zhǎng)度。焊后進(jìn)行水火矯直,直線度偏差小于3 mm。
縱骨焊接完成后,再裝縱向T型材、橫向T 型材和扁鋼等。構(gòu)件通過拼板焊縫位置采取將焊縫余高磨平的方式進(jìn)行裝配,禁止在構(gòu)件上開通焊孔。T型材的裝配要注意保證與甲板的垂直度,采用CO2半自動(dòng)焊接,不允許采用手工電弧焊。焊接順序:先立角焊后平角焊,從分段中部逐漸向左右、前后對(duì)稱施接。
2.3.3 綁扎杯的裝焊
汽車甲板較薄,且裝有大量不同型式綁扎杯及波浪綁扎條。由于焊接工作量大,易產(chǎn)生變形,因此施工過程中應(yīng)選用合適的焊接參數(shù)和焊接順序,控制焊接變形[6]。綁扎杯型式有A、B、C、D及 E 型,按不同綁扎杯選擇合適的坡口及焊接形式。下面以C 型綁扎杯為例,闡述裝焊過程。
1)綁扎杯中心與綁扎孔中心對(duì)齊,綁扎杯與甲板推緊無間隙。
2)定位焊。把綁扎杯分為三等分位置點(diǎn)焊,3點(diǎn)間相距 120°,定位焊縫長(zhǎng)度 10~15 mm,點(diǎn)焊厚度 3~4 mm,點(diǎn)焊收弧處必須收弧。定位焊應(yīng)使用與正常焊接時(shí)相同的焊接材料(低氫型焊條或二氧化碳焊絲)。定位焊縫如存在氣孔、夾渣等缺陷,應(yīng)清除后重新定位焊。
3)焊接材料。手工電弧焊僅用于裝配點(diǎn)焊,采用低氫型焊條,如 J506、J507 等,施焊前低氫型焊條應(yīng)烘干處理;焊接采用CO2氣體保護(hù)焊, 3Y級(jí)藥芯焊絲。
4)焊接過程中注意事項(xiàng)。采用專用鋼杯焊接設(shè)備(或手工 CO2)焊接,控制焊接順序,減少變形。焊后效果見圖5。
采用多層多道焊工藝,每道焊縫接頭應(yīng)相互錯(cuò)開 50 mm。將甲板分為前后左右四塊區(qū)域,由雙數(shù)焊工從中間向兩邊對(duì)稱施焊。為了防止熱量集中造成較大的變形,可間隔焊接。焊后檢查焊縫表面是否存在焊接缺陷,有缺陷處用碳弧氣刨清除后打磨補(bǔ)焊。水密綁扎杯焊縫應(yīng)逐一進(jìn)行抽真空試驗(yàn)(V.T)檢查密性。
其余綁扎杯裝焊方法與C型綁扎杯相似。
2.4 甲板分段火工矯正
采用火工矯正消除焊接引起的變形。
2.4.1 火工矯正基本工藝參數(shù)的選擇
在薄板火工矯正操作中,加熱方法、加熱溫度、加熱嘴號(hào)、水火距、焰心距離等基本工藝參數(shù)的選擇對(duì)薄板火工矯正尤其重要[7]。火工參數(shù)見表2。
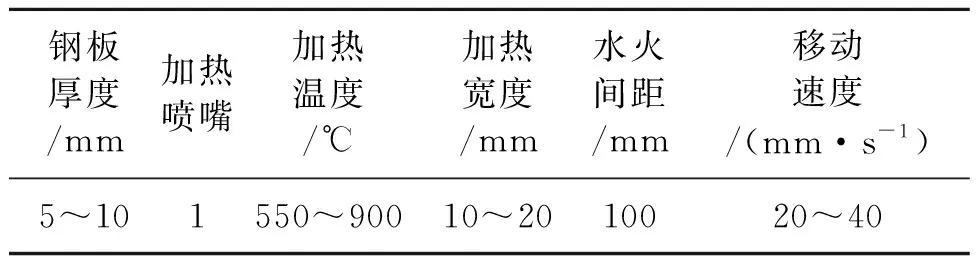
表2 火工參數(shù)
2.4.2 火工矯正工藝要領(lǐng)
1)分段在胎上完整性檢查之后,脫胎翻身,呈水平放置,分段四周及內(nèi)部的十字強(qiáng)檔位置用支撐撐住,保證甲板的水平,然后才能進(jìn)行火工。
2)甲板火工應(yīng)從中間向四周方向進(jìn)行。采用圓圈點(diǎn)加熱和帶狀加熱組合的矯正方法加熱方式點(diǎn)狀加熱和線狀加熱。若變形面積較大,則應(yīng)每間隔一檔進(jìn)行火工,先矯正小變形,后矯正大變形。甲板火工方法見圖6。
骨材、桁材與甲板焊接處,采用點(diǎn)狀加熱和背面水冷方法進(jìn)行,小變形處可采用直線加熱。對(duì)于較難矯正的大變形,當(dāng)變形超過20 mm時(shí),應(yīng)采用借助外力輔助的火工方法進(jìn)行。
3)當(dāng)型材與甲板同時(shí)變形的時(shí)候,應(yīng)先火工矯正型材再火工甲板。型材火工,采用在2/3高度處三角形加熱[8]。
4)原則上不允許用錘錘擊甲板。如使用錘擊時(shí)必須正確使用墊錘,不允許錘子直接敲擊在甲板上。
3 甲板分段完工檢驗(yàn)
1)甲板平面度檢查。分段火工矯正結(jié)束后,要相應(yīng)檢查其甲板平面度,保證合攏面的水平偏差≤3 mm。由于營(yíng)運(yùn)時(shí)汽車甲板將承受裝載重力而產(chǎn)生一定的向下?lián)锨虼朔侄沃谱鲿r(shí)甲板中間部分不允許有下凹現(xiàn)象。
2)余量劃線與切割。將結(jié)構(gòu)面的基準(zhǔn)線(中心線和肋位檢驗(yàn)線)返出到甲板面,以基準(zhǔn)線為依據(jù)測(cè)量分段長(zhǎng)度、寬度。對(duì)照分段完工測(cè)量圖和精度控制圖,確定四周余量值,劃出余量切割線和100 mm 檢查線(對(duì)合線),甲板四周保留5 mm的補(bǔ)償量。為了提高切割質(zhì)量和減少變形,采用有軌的半自動(dòng)切割機(jī)切割,直線度偏差≤2 mm。
3)完工交驗(yàn)合格后,送涂裝房涂裝。
4 結(jié)論
從分段制作結(jié)果來看,分段質(zhì)量達(dá)到預(yù)定要求,且建造速度有一定提高。8 500 PCTC船順利建成,表明上述工藝設(shè)計(jì)實(shí)用可行。薄甲板變形的主要原因是焊接變形和施工過程中各道工序不正確的操作,關(guān)鍵是過程控制,難點(diǎn)在于薄甲板的焊接與火工矯正。分段制造各工序階段的具體工藝措施,可供同類型船舶建造參考。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中華詩(shī)詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36
