空調(diào)換熱器U型管常見加工缺陷與對策
2018-10-31 05:31:32黃冬磊
家電科技 2018年10期
黃冬磊
格力電器(合肥)有限公司 安徽合肥 230000
空調(diào)換熱器U型銅管是換熱器的重要組成部分,其加工質(zhì)量的好壞直接影響到空調(diào)整體性能,在空調(diào)廠內(nèi)加工長U管時,受彎管加工過程中的銅管材質(zhì)、參數(shù)調(diào)節(jié)、備件使用等因素的影響,容易產(chǎn)生彎皺、彎癟、彎裂等各種缺陷。本文主要通過對彎管過程進(jìn)行分析,從而對常見加工缺陷提出相應(yīng)的對策。
1 理論分析
1.1 彎制U型管時的銅管受力分析
根據(jù)空調(diào)換熱器U型管生產(chǎn)過程,分析彎制銅管時的受力。銅管的來料參數(shù)假設(shè)為TP2MΦD*S(D為外徑,S為管壁厚,此處壁厚為底壁厚與齒高之和),當(dāng)直管彎曲成U型管時,長彎管機(jī)彎彎管時的力為M,拉應(yīng)力σ1使得銅管拉伸形變U管外壁厚減薄,壓應(yīng)力σ2使得銅管擠壓形變,U管內(nèi)壁厚增厚,如圖1所示。
1.2 U管彎曲部位斷面變形及壁厚變化
在拉應(yīng)力產(chǎn)生的合力F1和F2作用下,彎曲處的橫截面發(fā)生變形成近橢圓形,也就是通常生產(chǎn)中用彎扁率,當(dāng)銅管受力彎時,格力一般生產(chǎn)對彎扁率的要求是≦1.03。彎扁率的計算方式:

其中:x——彎曲處截面最寬處尺寸;
y——彎曲處截面最窄處尺寸。
通過對其彎扁率與曲率變化的關(guān)系分析及實(shí)際生產(chǎn)驗(yàn)證都得出相同結(jié)論,即對于同一規(guī)格、同一廠家銅管,彎管處彎曲程度越大,其橫斷面彎扁率越大。由對銅管應(yīng)力的應(yīng)變分析可知,銅管在彎曲部位U管外側(cè)(遠(yuǎn)離芯頭側(cè))壁厚減薄,U管內(nèi)側(cè)(靠近芯頭側(cè))壁厚增厚。銅管彎曲外側(cè)的最大壁厚t1和內(nèi)側(cè)的最小壁厚t2,可以用式(2)、式(3)作近似估算:

式中:t——銅管管原始壁厚;
D——銅管外徑;
r——彎曲半徑(中心層)。
由式(2)、式(3)可以得出,銅管壁厚的變化量與銅管相對厚度t/D及相對彎曲半徑r/D有關(guān)。根據(jù)以上變形分析,使用φ7.94×0.25×0.18的內(nèi)螺紋在r=22毫米的條件下彎制長U管(底壁厚t,平均值0.25毫米),測量彎制好的U型管底壁厚,測量內(nèi)外側(cè)尺寸值。
利用公式(2)和公式(3)可以得出理論t1=0.32毫米,相比實(shí)際生產(chǎn)測量值偏差0.011毫米,t2=0.21毫米,相比實(shí)際生產(chǎn)測量值偏差0.016毫米。經(jīng)過實(shí)際彎制和理論計算據(jù)都表明了壁厚在U型管底部變形量最大,彎扁率在底部兩側(cè)35°~55°方向上最為明顯。同時,由于彎管處外端壁厚變薄,在實(shí)際生產(chǎn)中容易出現(xiàn)彎裂,彎管處內(nèi)側(cè)擠壓變形,壁厚增厚容易產(chǎn)生彎皺。
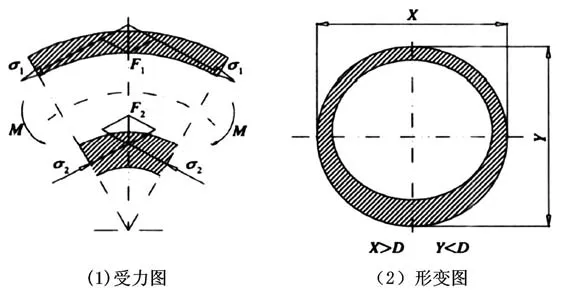
圖1 銅管彎制時受力和變形情況

圖2 管子彎曲處橫截面變形情況
2 缺陷分析及對策
2.1 缺陷產(chǎn)生的相關(guān)要素分析
結(jié)合空調(diào)U管的實(shí)際生產(chǎn)經(jīng)驗(yàn),在長U管機(jī)彎管過程中,芯頭從銅管內(nèi)部支撐住抵消一部分的作用力,并且在彎管過程中,芯頭與內(nèi)壁會產(chǎn)生一定的摩擦,若間隙過小,摩擦力過大,就容易刮傷銅管內(nèi)部,嚴(yán)重的還會導(dǎo)致芯金頭斷裂在U管內(nèi),造成空調(diào)產(chǎn)品的系統(tǒng)漏堵。如果間隙過大,則芯金對銅管的支撐不足,也會造成U管內(nèi)側(cè)起皺扁平率較大。目前一般芯頭選取的原則是0.1mm≤S-D≤0.15mm。如表1所示。
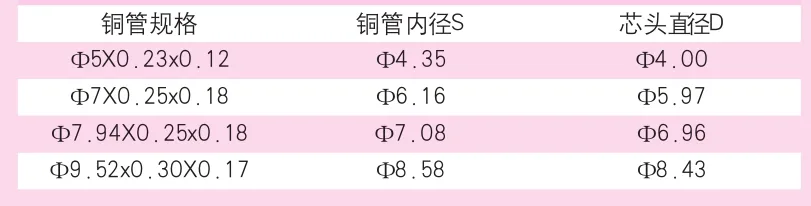
表1 常見銅管對應(yīng)彎管芯頭直徑
若芯頭伸出量不足,即芯頭最大直徑處尚未與管內(nèi)壁接觸時,芯頭未起到支撐的作用,U管彎管部扁平率過大,或者出現(xiàn)內(nèi)側(cè)起皺;但當(dāng)伸出量過長時,芯頭會成為銅管隨彎模轉(zhuǎn)動的阻礙,U管外側(cè)出現(xiàn)彎突、開裂或者直接折斷芯金頭。
長U彎管機(jī)操作流程中,芯棒前進(jìn)就是使芯棒有合理的伸出量。芯頭插入管子開始彎曲處的位置尺寸e(如圖3所示)是影響彎管質(zhì)量的一個不可忽視的因素。
如果伸出量過大,可能會擠裂U管外壁;如果插入不足,由于彎曲處缺乏支撐力,銅管容易彎扁,U管內(nèi)側(cè)還可能起皺。芯棒插入管子的初始位置尺寸e可參照式(4)選取:

其中:e——芯棒初始插入點(diǎn)與銅管彎曲起始處的距離;
d1——銅管內(nèi)徑。
為彎出產(chǎn)品質(zhì)量符合企標(biāo)的長U管,在按照上式選取e值后,應(yīng)先進(jìn)行試彎,根據(jù)試彎情況再調(diào)整芯棒直至最優(yōu),在相應(yīng)彎管機(jī)上實(shí)驗(yàn)出同批次的回彈量并調(diào)整修正補(bǔ)償角度,這樣彎制出的U管其圓弧處的橫截面形狀基本都能保證彎扁率不超標(biāo)。芯頭最大處直徑尺寸d2可參照經(jīng)驗(yàn)公式(5)選取:

式中:d2——芯頭最大處直徑;
d3——管內(nèi)徑名義尺寸。
通過對外徑為7毫米,總壁厚為0.40毫米的內(nèi)螺紋銅管,用芯頭尺寸為5.97毫米的芯棒,在彎管機(jī)上進(jìn)行彎管試驗(yàn),得知只有在一定間隙和芯頭位置的條件下才能得到高質(zhì)量的U管。
在彎管過程中,銅管與芯頭直接接觸相互摩擦,必須使用專用的彎管油進(jìn)行潤滑,減少因干澀導(dǎo)致的彎管不良,如果噴油量過小或噴油周期不足,會導(dǎo)致芯金與銅管摩擦阻力變大,銅管內(nèi)壁齒型容易變形,彎管時銅管容易彎扁,芯金由于摩擦力較大容易在反復(fù)彎制中掉落到長U管中,造成系統(tǒng)堵塞,如果噴油量過大,周期過頻繁會導(dǎo)致后工序烘干不良,銅管內(nèi)殘油,有銅管蟻巢腐蝕隱患。因此銅管與芯頭之間的間隙,芯頭合理的伸出量以及長U機(jī)噴油量噴油周期對彎制U管都起到了重要的作用。
要避免各種缺陷的產(chǎn)生就要對銅管和芯頭作一定的匹配,同時對不同管徑不同彎管設(shè)備的彎管機(jī)進(jìn)行噴油量參數(shù)的標(biāo)準(zhǔn)化。
2.2 彎皺缺陷的產(chǎn)生及分析
結(jié)合空調(diào)廠商生產(chǎn)U型管的實(shí)際經(jīng)驗(yàn)來看,在使用專業(yè)的有芯彎管設(shè)備彎制高質(zhì)量的內(nèi)螺紋銅管時,最容易產(chǎn)生的是底部彎皺,如圖4所示。
(1)前切點(diǎn)處起皺:前切點(diǎn)起皺一般是由于前切點(diǎn)處管壁在彎曲過程中得不到芯棒支撐,防皺模位置靠后型槽尺寸大造成,前切點(diǎn)處起皺一般是由于芯棒安裝時提前量e過小,或芯棒前端過度磨損導(dǎo)致芯金頭尺寸偏小,需要測量芯金頭最大外徑是否符合要求以及伸出量是否合理。
(2)后切點(diǎn)處起皺:后切點(diǎn)起皺一般是由于沒有安裝防皺模,或雖有防皺模但防皺模的安裝與彎管模之間的切點(diǎn)位置不在同一條中心線上,或者防皺模傾斜度太大,未能有效支撐管壁;芯軸的直線段直徑偏小,插入銅管后間隙太大,未能有效支撐管壁,助推壓力大或助推速度與旋轉(zhuǎn)速度不配;檢測彎曲段銅管壁厚,若厚度減少不多,說明壓模壓力可能小;防皺模尖部磨損,根部與輪模型腔配合不好,這些都會造成后切點(diǎn)處起皺。
(3)圓弧內(nèi)側(cè)全皺紋:使用過程中經(jīng)常出現(xiàn)一開始使用的幾卷料是好的,換料后就出現(xiàn)圓弧內(nèi)側(cè)全皺紋現(xiàn)象, 出現(xiàn)這種情況主要是內(nèi)螺紋銅管尺寸不均一,需要排查不同廠家不同批次銅管內(nèi)徑差。當(dāng)內(nèi)螺紋銅管內(nèi)徑過大,造成芯棒與銅管間的間隙過大。尤其在使用球型芯棒時,如果球節(jié)直徑較小,再加上節(jié)距不當(dāng)?shù)仍蚋桩a(chǎn)生皺紋;防皺模尖部過厚且位置靠前,在輪模切點(diǎn)形成臺階,彎曲時U管內(nèi)側(cè)受壓,當(dāng)管材料硬度低時,在此形成堆積。壓緊模的壓力偏小,銅管受力不足導(dǎo)致前竄,銅管內(nèi)側(cè)受壓應(yīng)力的作用后有失穩(wěn)起皺的空間。銅管前竄導(dǎo)致銅管在彎曲過程中很好地與彎管模及防皺模貼合,產(chǎn)生圓弧內(nèi)側(cè)全皺紋。
3 結(jié)論
根據(jù)以上對銅管受力分析、芯頭的伸長量、銅管與芯頭之間的間隙、芯頭的構(gòu)造分析得出,要減少U管生產(chǎn)過程中的缺陷,可以采取以下措施:
(1)控制銅管的橢圓度,使用矯直系統(tǒng),以保證彎頭與銅管之間的間隙;
(2)根據(jù)銅管尺寸選取合理的芯金頭,以選取合適的間隙,調(diào)整芯頭的位置達(dá)到最佳位置,定期檢查芯金頭磨損及掉落情況;
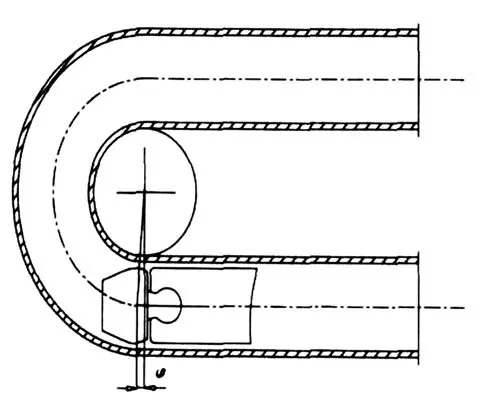
圖3 芯棒的合理伸出量

圖4 U型管彎皺
(3)針對不同管徑和不同彎管機(jī)設(shè)定對應(yīng)噴油量和噴油周期并進(jìn)行標(biāo)準(zhǔn)化,定期檢查設(shè)備噴油情況及設(shè)備參數(shù)變化。