孔徑氣動測頭在動力總成機加件生產中的應用
2018-10-26 06:11:20神龍汽車有限公司湖北襄陽441004葉宗茂劉沉前
金屬加工(冷加工) 2018年10期
關鍵詞:測量
■神龍汽車有限公司 (湖北襄陽 441004) 葉宗茂 劉沉前

掃碼了解更多
孔徑氣動測頭又稱氣動塞規,由于結構簡單、使用方便、測量數據可存儲,非常適合復雜環境下的孔徑測量,是大批量、精度要求高的汽車零部件孔徑測量工具的首選。
動力總成零部件產品上公差等級要求高于IT8以上的內孔直徑測量,大都采用氣動測量儀配合內徑氣動測頭進行測量。
1.孔徑氣動測量特點
孔徑氣動測量有下列主要特點:
(1)應用范圍廣。①同一臺氣動量儀配上不同的氣動測頭,可以測量多個部位、不同直徑的孔徑。②由于測量頭和讀數部分可以分開,故可測量一些較難測到的部位,如直徑1mm以下的小孔、1m以上的深孔等。③可進行不接觸測量,適用于對一些容易變形或容易損壞表面的孔徑進行測量。④對周圍環境要求較低,對振動不敏感,不怕電磁波的干擾,不受被測表面上的切削液、油類和灰塵的影響。⑤可以和光電元件結合在一起,在測量時發出控制信號,又由于對周圍環境要求不高,因此在動態和自動測量中得到廣泛的應用。
(2)測量精度高。氣動量儀放大倍數可達數萬倍,倍率高、刻度值小,測量精度高,示值誤差可低于0.5μm,長時間工作可靠。
(3)測量效率高。氣動量儀讀數容易,操作簡便,能進行多尺寸連續測量,能適應大生產的需要。
2.孔徑氣動測頭在動力總成制造過程中的應用
孔徑氣動測頭廣泛應用于發動機缸體、缸蓋、連桿、曲軸、凸輪軸、飛輪及各種支架上孔系直徑的測量,尤其應用于缸孔、缸蓋導管孔、連桿大小頭孔直徑的準確高效測量,變速箱變殼、離殼、差殼和橋殼等殼體零件上孔徑的準確高效測量。可實現在非常復雜環境下的線上測量,如粗精鏜缸孔后直徑的測量;也可用于線上主動測量,如缸孔珩磨加工的主動測量;可用于內孔直徑的線邊監控,又可應用于產品下線的直徑自動檢驗與分級。
孔徑氣動測量分布在動力總成各個機加生產線上,起著其他孔徑測量工具不可替代的作用。
孔徑氣動測頭直接感受被測孔徑的變化,是孔徑氣動測量的重要組成部分。設計孔徑氣動測頭,既要滿足氣動量儀本體參數的要求,又要滿足被測件的不同特點和公差要求。但在使用過程中經常會發現一些氣動測頭在準確性、穩定性、可靠性等多方面出現問題,而大部分問題往往都是在氣動測頭設計時產生的,如噴嘴形狀選擇不合理、噴嘴數量布置不科學和噴嘴下沉量的確定不正確。
3.孔徑氣動測頭噴嘴形狀與尺寸的選擇
孔徑氣動測頭噴嘴形狀通常有如圖1所示的普通圓噴嘴、矩形噴嘴、擋板式噴嘴和球噴嘴等四種。依據是被測工件結構特點、孔徑公差要求以及氣動測量方式等具體要求,可選擇不同的噴嘴形狀。優先選用圖1a所示的普通圓噴嘴;當內孔直徑>20mm時,可以選用圖1b所示的矩形噴嘴;當測量內孔表面比較粗糙、直徑較大時,可采用圖1c所示的擋板式噴嘴;當測量一些形狀特殊的內孔如錐孔直徑,或有特殊要求的內孔直徑時,可選用圖1d所示的球噴嘴。
一般選噴嘴孔徑為2mm,因為氣動量儀的特性是按此設計的。對于較小被測孔徑,可根據測頭的直徑D,按表1選擇噴嘴形式和尺寸。
對于被測孔徑φ1~φ3mm氣動測頭,可取噴嘴直徑為0.3mm,但需要接氣動放大器,否則得不到必須的放大倍率。
4.差速器齒圈內徑氣動測頭噴嘴形狀的改進
測量MA變速箱差速器齒圈內孔直徑的氣動測頭,最初投產時采用的是雙向圓噴嘴氣動測頭,測量誤差大、故障多,經常需要調整量儀系數,不僅存在一定的質量風險,而且嚴重影響了生產線的勞動生產率。通過對故障原因進行分析,發現內孔表面粗糙度及加工切屑對測量結果及儀器的使用影響較大。
為了消除零件內孔表面粗糙度及殘留切屑對測量結果的影響,在圓噴嘴與零件內孔表面之間增加一個如圖2a所示的擋板測頭,氣體直接吹在擋板上,由擋板上的球型測頭實施接觸測量,消除了測量誤差與故障,改進后的差速器齒圈內孔直徑氣動測頭如圖2b所示。
5.缸孔和差殼內孔直徑在線氣動測頭噴嘴形狀的改進
TU缸體L1線缸孔鏜削加工后的直徑的在線氣動測量,最初采用如圖1a所示的圓噴嘴氣動測頭,為了消除表面粗糙度對測量結果的影響,改為如圖2所示的擋板式氣動測頭測量,使用一段時間后發現:鏜削加工時,切削液帶動切屑很容易嵌到擋板下堵住噴嘴,導致測量結果異常,出現故障報警,影響生產,于是將擋板式噴嘴改為如圖3a所示的矩形噴嘴,從根本上解決了加工切屑沉積在擋板下面造成的測量不準確和儀器報警停機的故障。
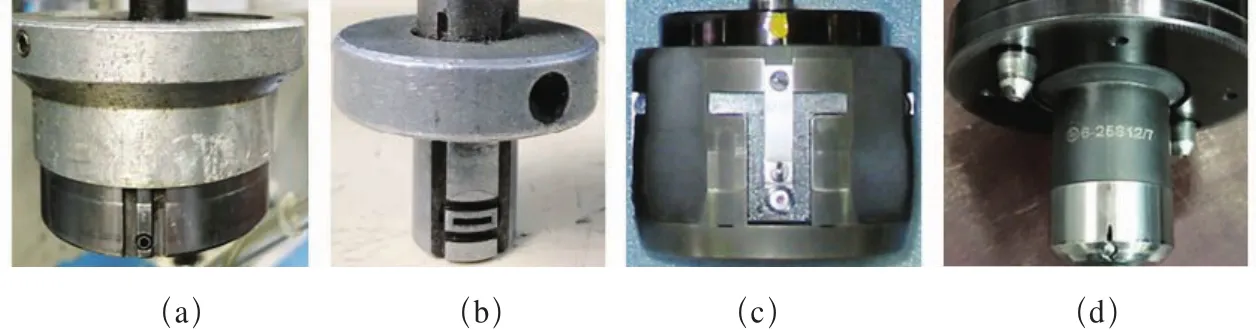
圖1 孔徑氣動測頭噴嘴形狀
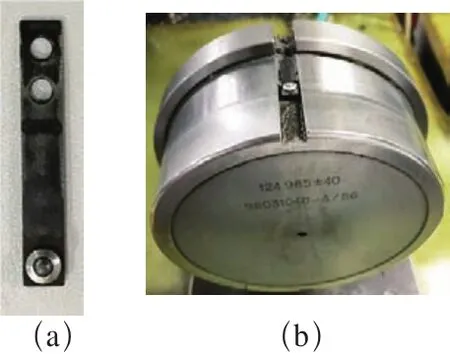
圖2 擋板式差速器齒圈內徑氣動測頭
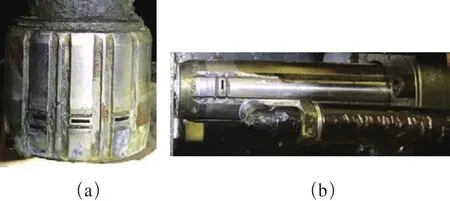
圖3 改進后的矩形噴嘴內徑氣動測頭
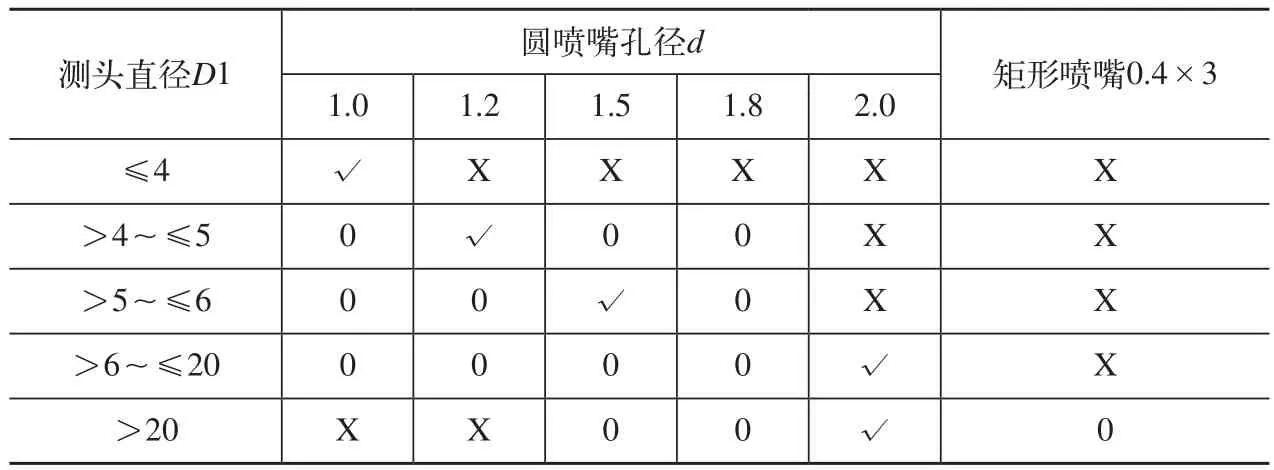
表1 內徑氣動測頭噴嘴形式和尺寸(單位:mm)
MA變速箱差速器殼體內孔直徑在線測量所使用的氣動測頭最初也是擋板式噴嘴,后來發現切屑很容易嵌到擋板下堵住噴嘴,出現故障報警,將擋板式氣動噴嘴測頭改為如圖3b所示的矩形噴嘴,測量報警故障明顯降低。
矩形噴嘴布置時一定要保證矩形長邊與機加工紋路方向平行,這樣可有效減少受表面粗糙度影響引起的氣體泄漏,提高測量準確度。
6.孔徑氣動測頭噴嘴數量的布置
孔徑氣動測頭噴嘴數量要根據被測零件的結構特點和測量要求來布置,通常有如圖4所示的雙向噴嘴、三向噴嘴、四向噴嘴等。采用三向、四向等多噴嘴測頭的氣動量儀測量出的是工件內孔的平均直徑,由于是平均尺寸,無法準確測量出內孔的圓度誤差,動力總成零部件制造現場大量使用的還是雙向噴嘴。如圖3a所示的缸孔直徑氣動測頭,同一截面布置了8個氣孔,它們是由4組雙向噴嘴組成的,每一組一個氣路,共有4個氣路。圖3b所示的差殼內孔直徑氣動測頭在不同截面(空間相距90°)布置了2組雙向噴嘴,由2個氣路組成。
(1)雙向噴嘴氣動測頭特點。雙向噴嘴的孔徑氣動測頭如圖4a所示,即由單一氣路上的兩個方向相反的噴嘴組成。這種安排布置可以使氣動測頭在測量直徑時,在孔內“自行找正”,如果一個噴嘴壓在工件的內徑壁上,相反方向的另一個噴嘴則具有較大的間隙,總的背壓是與兩個噴嘴距工件內徑的距離相等時是一樣的,即對向噴嘴的氣動塞規中兩個噴嘴距工件的距離的變化,對測量結果的影響并不是很大。測量時,旋轉氣動塞規,可以測量出被測孔的最大直徑和最小直徑,進而可以給出被測孔的圓度誤差。
(2)孔徑氣動測頭噴嘴數量布置實踐。MA變速箱離合器殼體差速器安裝孔如圖5a所示,用氣動測頭檢測圖中φ63+0.04+0.01mm的孔直徑,在殼體L1線,配置的是三向噴嘴的氣動測頭,如圖5b所示;在殼體L3線,配置的是雙向噴嘴的氣動測頭,如圖5c所示。隨機抽查L1線生產的2個零件,分別用兩個氣動測頭測量φ63+0.04+0.01mm的孔直徑,測量結果如表2所示。
從表2數據可以看出,這兩個零件用三向噴嘴的氣動測頭測量的直徑是合格的,重復性較好,但用雙向噴嘴的氣動測頭測量的直徑是超差的。將差速器軸承外環裝入到這2個變速箱離合器殼體上時有卡滯現象,用手不能轉動(產品定義該軸承與孔為小間隙配合,故工藝要求軸承外環裝入后能夠用手轉動),因此,這兩個零件是不合格的。
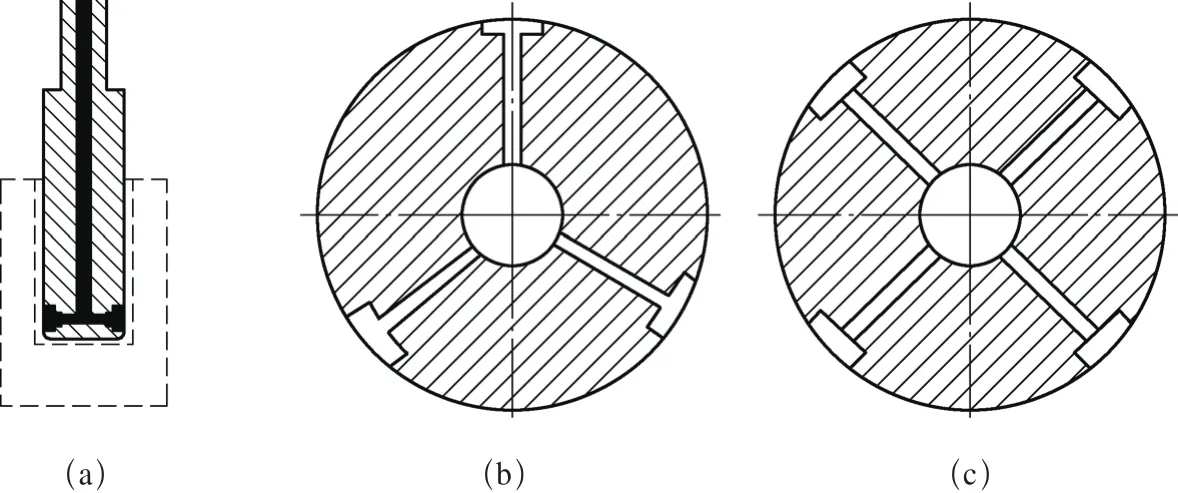
圖4 孔徑氣動測頭噴嘴數量與布置
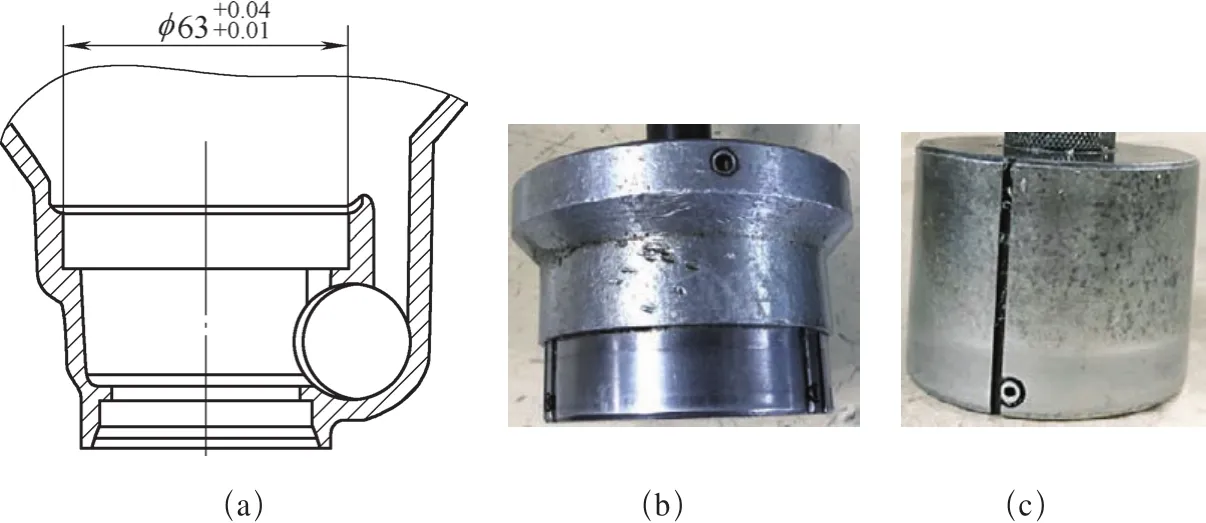
圖5 離合器殼體差速器安裝孔氣動測頭噴嘴數量布置
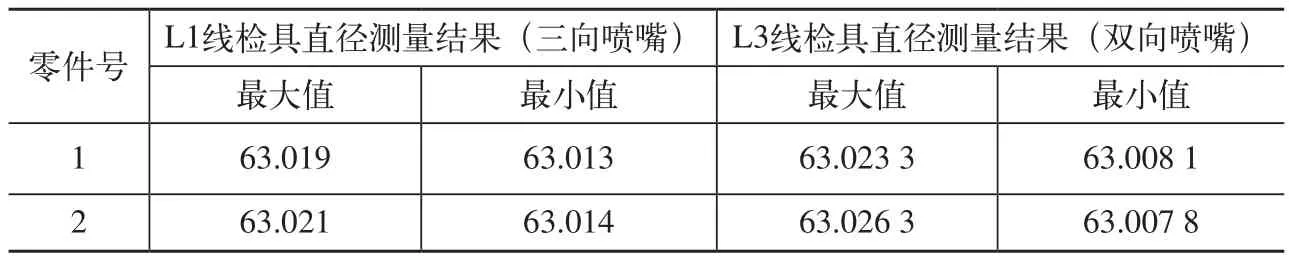
表2 L1線生產的2個零件分別在兩個氣動塞規上的檢測結果統計(單位:mm)
從這個實例可以看出:雙向噴嘴的氣動測頭測量孔徑的準確度明顯高于三向噴嘴的測量結果,對零件符合性的判定準確。更換殼體L1線加工中心的刀軸軸承,將該孔直徑的加工參數調整到直徑公差的中間值,加工出的零件合格,沒有出現軸承外環卡滯的現象。
在EB項目缸體L7線邊檢具的預驗收過程發現了許多類似的三向、四向噴嘴的內徑氣動測頭,當即讓供應商整改成雙向噴嘴的氣動測頭,避免了質量風險的發生。
7.內徑氣動測頭噴嘴下沉量的確定
以對向噴嘴原理設計的內徑氣動測頭必須要有噴嘴下沉量,噴嘴下沉量是噴嘴端面與測頭導向面之間的距離,一般取0.010~0.020mm,如圖6a所示,下沉量d的大小決定了測量背壓曲線的初始間隙,當測量間隙較小時,由于空氣的粘性,背壓曲線具有明顯的非線性,如果測頭噴嘴端面的下沉量取得不適當,就可能使測頭的某一個噴嘴在非線性段工作,從而造成測頭的位置誤差,因此下沉量d的大小是影響測頭相對位置誤差的主要因素之一,同時,下沉的噴嘴可以避免測量噴嘴的磨損,還可以保護測量噴嘴斷面不受磕碰。
驗收時經常發現一些孔徑氣動測頭沒有設計下沉量,如圖6b所示;具有噴嘴下沉量的內徑氣動測頭噴嘴端面會有明顯的磨削痕跡,如圖6c所示,有的噴嘴是鑲嵌進去的,有下沉量的噴嘴明顯低于端面。
8.孔徑氣動測頭現場使用注意事項
氣動測量是利用空氣在流動過程中某些物理量(如壓力和流量)隨被測量的變化而改變來實現的。因此,除了孔徑氣動測頭的技術要求、結構設計影響測量的準確性外,供氣壓力、使用方法、被測零件表面粗糙度等相關因素都對氣動測量結果準確性有重要的影響。
正確使用是保證氣動量儀測量準確性、提高其使用壽命的基礎。孔徑氣動測頭使用需要注意以下事項:
(1)氣源需要經過精密過濾,顆粒過濾精度要<5μm,無水、無油;壓力穩定、干燥、清潔的測量氣源是保證測量精度的基礎,但制造工廠提供的壓縮空氣內含有的油、水和灰塵很容易使氣路系統中的節流孔堵塞或積垢,導致測量零位偏移,產生測量誤差,影響測量精度,降低測頭使用壽命,因此,氣源必須要經過過濾達到氣動量儀使用要求。
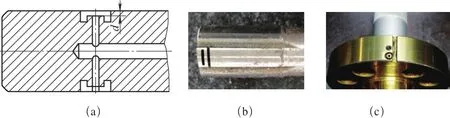
圖6 內徑氣動測頭噴嘴下沉量的確定
氣壓波動會造成測量系統不穩定,因此,增加穩壓罐等穩壓裝置是保證測量結果準確性的一項重要措施。如缸體L7線EB2缸孔直徑終檢機未安裝儲氣穩壓罐,測量過程中壓力達不到,經常出現報警,測量結果不穩定;其他幾條缸體線缸孔終檢機都加裝了儲氣穩壓罐,很少出現壓力故障。
(2)氣動測量耗氣量大,最好安裝自動斷氣裝置,節省能源。也可以配置一個獨立的開關,不用時關掉氣源。
(3)管路采用標準的氣管,禁止折疊,接口可靠,特別是輸出端,連接完后,應該進行泡沫測試。另外,手柄與測頭的連接也要可靠,不能有泄漏。
(4)校準件應該配備2個,可以隨時驗證設備的線性范圍和精度。
(5)較重的測頭應該配置平衡吊。
(6)使用過程禁止撞擊測頭。
9.孔徑氣動測頭更換注意事項
當使用過程中需要更換孔徑氣動測頭時,為了保證更換測頭后的量儀的準確性,必須注意如下事項:
(1)考慮氣源流量是否足夠,當圓噴嘴換成矩形噴嘴時,如果傳感器沒有顯示值,說明流量可能有問題,要注意查看壓力表(2.5×105~3.5×105Pa)。
(2)更換測頭前,應將測頭上的噴嘴號碼記錄下來,如果測頭上的噴嘴型號發生改變,必須訂購相同的噴嘴與之相配套。
(3)更換測頭時密封圈不能丟失,安裝時確認定位好,避免被切斷,測頭較重時注意防止磕碰。系統修正前,傳感器沒有任何修正和補償,應將系統修正系數還原為1。
(4)更換測頭后,首先要計算系統的放大系數:用氣動測頭測量大、小校準件,記下傳感器顯示值,計算校準件計量值與傳感器顯示值的差值的比率,即是傳感器的放大系數,然后將該系數輸入設備;第二要核對傳感器系數,再次用氣動測頭測量大、小校準件,再次將顯示值與計量值比對,差值與計量差值比對,需要多次。如果差值不對,需要重新修正系數,必要時才能進行表面粗糙度補償。
10.減少孔徑表面粗糙度對氣動測量結果影響的方法和措施
孔徑氣動量儀對孔徑表面粗糙度很敏感,減少內孔表面粗糙度對氣動測量結果影響的方法和措施如下:
(1)用一個常數(取決于零件表面粗糙度的平均值,這個值用于補償精度誤差,取決于零件和校準件表面粗糙度差值),測量儀具備表面粗糙度補償功能。
(2)用一個平行于表面粗糙度紋路的矩形噴嘴,用一個圓柱噴嘴,誤差分解。
(3)用一個與零件相同的表面粗糙度的標準件。
(4)用擋板式接觸測頭代替氣嘴直接測量。
11.結語
隨著氣電轉換技術和傳感器技術的高速發展,孔徑氣動測頭的分辨率、精度、穩定性、重復性和再現性越來越高,應用越來越廣泛。應熟練掌握孔徑氣動測頭設計要點,使用過程中及時排除對孔徑測量結果的影響因素, 讓孔徑氣動量儀在汽車零部件制造現場發揮更大作用。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
