鋼結(jié)構(gòu)五邊曲面異形箱體的制作工藝探究與應(yīng)用
2018-10-25 05:41:54張發(fā)榮姜殿忠
電焊機 2018年9期
關(guān)鍵詞:鋼結(jié)構(gòu)焊縫
程 登,張發(fā)榮,姜殿忠,王 笛,金 欣
(湖北精工鋼結(jié)構(gòu)有限公司,湖北武漢432200)
1 工程及節(jié)點概況
1.1 工程概況
襄陽科技館項目位于襄陽市襄州區(qū),其主體平面呈橢圓環(huán)形的“天時之眼”,建筑面積3.5萬m2,地上26 468 m,地下8 800 m,建筑高度30 m。
本工程鋼結(jié)構(gòu)主要包括下部樓層鋼結(jié)構(gòu)、上部屋蓋鋼結(jié)構(gòu),以及中間球幕影院網(wǎng)殼鋼結(jié)構(gòu),工程總用鋼量約8 200 t。下部樓層鋼結(jié)構(gòu)為地下一層,地上兩層,南側(cè)有一層地下室。樓層鋼結(jié)構(gòu)包括圓鋼管柱、樓層鋼梁、桁架以及支撐等構(gòu)件;上部屋蓋鋼結(jié)構(gòu)為橢圓環(huán)形的單層網(wǎng)殼結(jié)構(gòu),包括內(nèi)外圈環(huán)梁、屋脊環(huán)梁和網(wǎng)架網(wǎng)格,如圖1所示。
1.2 節(jié)點位置及概況
(1)節(jié)點構(gòu)造為由東西向北、由矩形截面逐漸過渡為五邊形多邊形曲面的焊接箱型構(gòu)件,翼緣板為弧形,腹板為曲面,展開后為扇形。構(gòu)件最大截面為2 239 mm×900 mm×18 mm×20 mm,如圖 2所示。
(2)五邊形環(huán)梁節(jié)點制作的重難點。
①本節(jié)點截面處于四邊形到五邊形再到四邊形的變化過程變化當中,整個北區(qū)21根環(huán)梁構(gòu)件無一根構(gòu)件相同。車間在制作時很難采用統(tǒng)一的胎架標準化制作,必須逐一放樣制作。

圖1 建筑效果
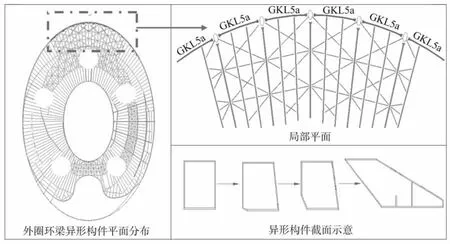
圖2 北側(cè)外環(huán)梁示意
②弧形構(gòu)件的翼緣板、腹板為異形或者弧形板件,尤其是箱體腹板為扇形曲面,最大寬度近2.5 m,長度達8 m。主體的空間彎曲形位尺寸加上構(gòu)件的異形端口,同時工地高空組裝,形成環(huán)梁構(gòu)件的高精度要求,對零件成型和構(gòu)件成型工藝要求高。
③弧形箱體最大截面為2 239 mm×900 mm×18 mm×20 mm。內(nèi)部縱橫向加勁板不均勻分布,導(dǎo)致構(gòu)件面板的拘束度大小不一,同時箱型面板厚度較薄。因此焊接變形對精度影響大,易扭曲和鼓包,且其外形截面過大,構(gòu)件隔板及主體焊縫非對稱分布,焊接變形對精度的影響難以矯正。
2 構(gòu)件制作工藝探究
構(gòu)件整體形式為五邊曲面異形箱體,箱體內(nèi)部不均勻分布縱橫向加勁板。針對此種形式構(gòu)件的圖紙要求、裝配、焊接等進行闡述。
2.1 圖紙要求
(1)為了保證組裝圖與零件板點位的一致性,構(gòu)件曲面腹板展開圖的CAD電子文件統(tǒng)一按1∶1繪制,并且保證展開板件標記面(或噴粉面)位于紙面。展開板件標記面的標記線主要為卷圓標記線和余量標記線,要求卷圓基準線每隔500 mm的間距標記一條,如圖3、圖4所示。

圖3 板件展開卷圓標記線
需注意的是:a.余量標記線深化圖紙中可不顯示,生產(chǎn)套料時予以考慮;b.考慮到板件的弧度問題,會出現(xiàn)上下邊緣線間隔不統(tǒng)一的問題,卷圓基準線間隔要求以一條邊緣線為標準間隔。

圖4 余量標記線
(2)由于構(gòu)件外形輪廓為五邊異形,為了便于各主板的擺放制作,部分腹板之間設(shè)計成“邊碰邊”的形式,此種設(shè)計存在一定缺陷會導(dǎo)致構(gòu)件制作無真正意義上的輪廓尺寸,精度難以控制。因此,為了保證構(gòu)件的制作精度在深化設(shè)計時標注出輪廓實點 A1、A2、B1、B2、C1、C2 及輪廓實點與面板角度控制虛擬點A、B、C的平面放樣尺寸。以輪廓實點與面板角度控制虛擬點相結(jié)合的方式把控構(gòu)件整體尺寸,精度較高,工藝操作性較好,如圖5所示。
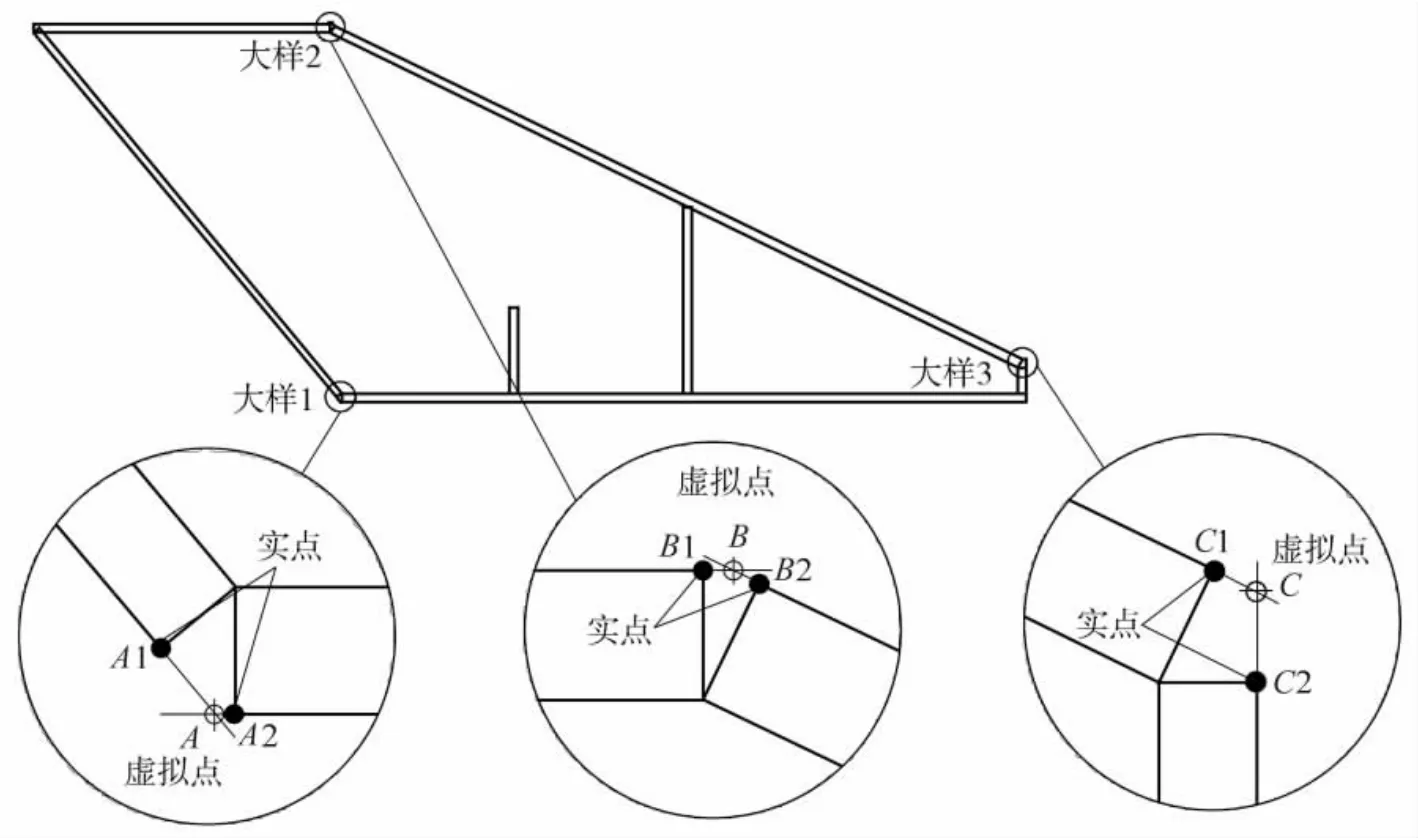
圖5 實點與虛擬點大樣
2.2 焊接工藝
(1)焊接方法及材料的選擇。由于箱體為異形箱型,主焊縫為弧形且壁板較薄,故采用CO2氣體保護焊。該方法高能量密度、低氫、高效、大熔深,能有效減少焊接次數(shù),提高接頭的抗裂能力,減少焊接變形。根據(jù)焊材的匹配原則,CO2氣體保護焊選擇ER50-6焊絲,規(guī)格φ1.2 mm,作為本工程鋼材的焊接材料[1]。
(2)控制焊接變形和殘余應(yīng)力工藝措施。
a.本工程箱體部分板件之間存在自然坡口加上板厚較薄,自然坡口完全可以滿足主焊縫的焊接質(zhì)量要求,部分焊縫無需再開設(shè)坡口。
b.采用多層多道焊接[2],嚴禁寬幅擺動焊接。該操作方法不僅對焊縫和熱影響區(qū)組織有一定的改善作用,而且降低了焊接拘束度,使內(nèi)應(yīng)力均勻分布,避免施焊時因母材拘束力大而產(chǎn)生凝固裂紋。此外,在起弧和收弧時,要求每道焊縫接頭應(yīng)錯開25~50 mm,起弧應(yīng)采用回焊手法,熄弧應(yīng)填滿弧坑。
c.控制熱輸入與冷卻速度。焊接過程中焊接電流、電壓及焊接速度等參數(shù)影響熔敷金屬800℃~500℃的冷卻時間,進而誘導(dǎo)氫致裂紋產(chǎn)生。因此焊接過程中適當提高熱輸入、增加t8/5冷卻時間、減少冷裂傾向是保證構(gòu)件焊接質(zhì)量的關(guān)鍵[3]。
d.采取合理的焊接順序。由于面板較薄,且內(nèi)部隔板較多,在焊接前在隔板與內(nèi)箱型內(nèi)側(cè)加設(shè)剛性固定支撐,防止在焊接隔板時箱型面板產(chǎn)生變形,如圖6所示。箱形5條主焊縫非對稱分布且箱形為曲面,采用兩名焊工從中間向兩側(cè)同步對稱退焊方法。該焊接方法能夠有效地控制焊接變形,如圖7所示[4]。
e.焊后變形矯正。通過下料、拼裝、焊接等工序預(yù)防箱體變形,箱體整體焊接后可能發(fā)生輕微變形,主要采取火焰局部加熱矯正。矯正時選用有經(jīng)驗的技師,矯正溫度700~800℃[5],加熱位置選擇在變形最大處的對稱兩側(cè),先選擇小火候?qū)ΨQ加熱部位,測量稍有效果后再一步步推進,同時在箱體上加設(shè)鋼架及千斤頂或楔塊固定增加外力,實踐證明效果明顯。
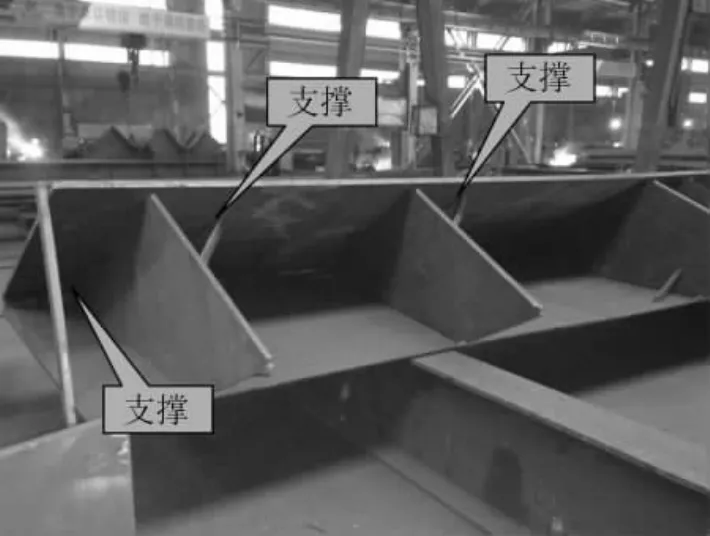
圖6 支撐加設(shè)示意

圖7 對稱焊接示意
(3)箱型面板板件下料及成型。
①箱型面板在下料時不規(guī)則板件采用數(shù)控切割機進行下料,為了防止板件在數(shù)控切割時因不對稱受熱產(chǎn)生變形,在切割時留點切割,待數(shù)控切割完成后再采用手工割刀切開留點區(qū)域。
②扇形弧形板件的彎弧。根據(jù)板件的移植信息,利用三輥卷圓機對扇形板件進行弧形卷制。板件上卷圓機時,確保卷圓及輥道的邊緣線(或中心軸線)與板件卷圓線平行。卷制過程中,板件輸送方向與輥道邊緣線垂直,如圖8所示。
3 五邊形拼裝流程
第一步,根據(jù)構(gòu)件的形式放地樣,畫出關(guān)鍵點位置。然后根據(jù)關(guān)鍵點位置來搭設(shè)胎架,見圖9。

圖8 弧形板件卷制
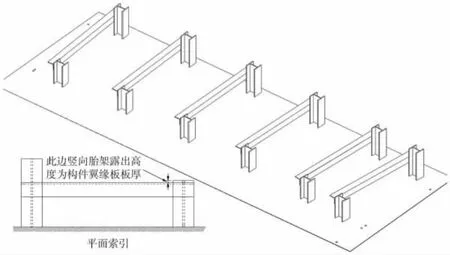
圖9 第一步
第二步,通過胎架上的定位點,吊垂線定位構(gòu)件的上翼緣板①,見圖10。

圖10 第二步
第三步,以上翼緣板為基準裝豎向腹板②及內(nèi)隔板③。上下腹板與上翼緣板之間的坡口大樣如圖11中的大樣“A”所示。
第四步,裝配斜腹板④,并焊接斜腹板④與內(nèi)隔板③及上翼緣板①之間的焊縫。斜腹板④與直腹板②之間有自然坡口,因此斜腹板上無需開設(shè)坡口。具體如圖12所示。
第五步,待內(nèi)隔板與豎向腹板及上翼緣板焊接完成UT檢測合格后,裝配縱向加勁板⑤、⑥。加墊板單面焊接縱向加勁板⑤、⑥與上翼緣板①、內(nèi)隔板③及斜腹板④之間的焊縫,其中加勁板⑥與內(nèi)隔板③之間不焊接。

圖11 第三步

圖12 第四步

圖13 第五步
第六步,裝配腹板⑦,然后焊接腹板⑦與內(nèi)隔板③及上翼緣板①之間的焊縫(注:腹板⑦與上翼緣板①之間形成的自然坡口在箱體內(nèi)側(cè),因此⑦與①之間的焊縫需從箱體內(nèi)部焊接)。
第七步,裝配箱型蓋板⑧(即箱型下翼緣板),從外側(cè)焊接箱型4條主焊縫,其中蓋板⑧與斜腹板④、⑦之間的焊縫坡口大樣如圖15所示(注:蓋板⑧與斜腹板④之間的坡口在自然坡口角度26°的基礎(chǔ)上加10°,并且焊接時平滑過渡)。

圖14 第六步
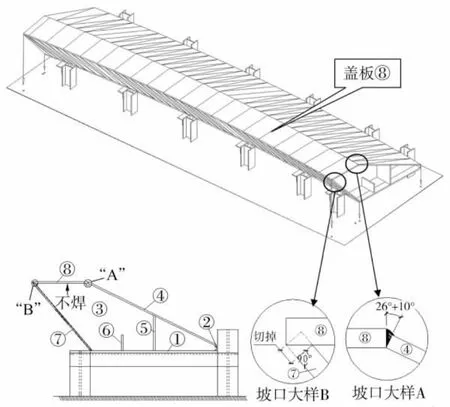
圖15 第七步
4 結(jié)論
以襄陽文藝中心五邊形環(huán)梁為例,通過異形曲面箱體構(gòu)件制作重點、難點及可操作性分析,同時從工藝角度對構(gòu)件的裝配順序、焊接工藝及構(gòu)件加工過程中應(yīng)力與應(yīng)變方面的控制等方面進行系統(tǒng)闡述。通過工程實踐證明,所形成的制作工藝技術(shù)是成功的,對同類多邊形封閉箱體箱體結(jié)構(gòu)的加工制作具有較大的參考價值和指導(dǎo)意義。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:10:10
建材發(fā)展導(dǎo)向(2022年14期)2022-08-19 02:08:18
山東冶金(2022年1期)2022-04-19 13:40:48
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:10:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
中國公路(2017年15期)2017-10-16 01:31:54
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
