基于視覺的焊槍空間位姿實(shí)時(shí)檢測(cè)技術(shù)
2018-10-25 05:41:46郭吉昌朱志明孫博文
電焊機(jī) 2018年9期
郭吉昌,朱志明,孫博文
(清華大學(xué)機(jī)械工程系先進(jìn)成形制造教育部重點(diǎn)實(shí)驗(yàn)室,北京100084)
0 前言
對(duì)于空間位置的金屬結(jié)構(gòu)件焊接,除了由焊接電流和電弧電壓決定的線能量外,焊槍相對(duì)于待焊點(diǎn)的空間位置和姿態(tài)(簡稱位姿)對(duì)焊縫成形質(zhì)量具有重要影響。前者決定了被焊母材的熔化量和焊絲的熔敷量,后者決定了電弧力對(duì)熔池液態(tài)金屬的作用方向,與重力共同決定了熔池液態(tài)金屬的流動(dòng)行為,進(jìn)而影響焊縫成形。因此,根據(jù)焊接坡口(焊縫)的空間位置和走向,合理設(shè)置和控制焊槍相對(duì)于待焊點(diǎn)的空間位姿,對(duì)保證焊縫成形質(zhì)量至關(guān)重要。對(duì)于復(fù)雜多變的空間軌跡焊接,或者被焊母材焊接坡口存在加工和安裝誤差以及在焊接過程中因焊接熱輸入而產(chǎn)生局部變形時(shí),需要實(shí)時(shí)檢測(cè)和識(shí)別焊槍的空間位姿,進(jìn)而實(shí)現(xiàn)在線調(diào)整和控制的研究十分必要,具有重要的工業(yè)應(yīng)用價(jià)值。如何實(shí)現(xiàn)焊接過程的焊槍空間位姿實(shí)時(shí)檢測(cè)和識(shí)別,并實(shí)現(xiàn)基于檢測(cè)數(shù)據(jù)和識(shí)別結(jié)果的焊槍空間位姿閉環(huán)控制,是焊接從業(yè)者一直以來的努力方向。
視覺傳感是焊接領(lǐng)域檢測(cè)和傳感技術(shù)的研究前沿以及未來的發(fā)展方向。其中,基于激光的掃描式和結(jié)構(gòu)光式視覺傳感器因具有良好的精度和抗干擾能力而得到廣泛應(yīng)用。掃描式激光視覺傳感器視場(chǎng)深度大,但檢測(cè)精度較低;受掃描速度影響,實(shí)時(shí)性也相對(duì)較差;在高精度控制或需要高頻調(diào)整的高速跟蹤場(chǎng)合以激光結(jié)構(gòu)光式視覺傳感器的應(yīng)用為主。根據(jù)視覺單元數(shù)量的不同,視覺傳感器可分為單目、雙目和多目視覺。根據(jù)傳感器光路結(jié)構(gòu)的不同,又可以分為直射-斜接收、斜射-直接收、斜射-斜接收3種結(jié)構(gòu)類型[1]。不同視覺單元數(shù)量和光路結(jié)構(gòu)的視覺傳感器各有優(yōu)缺點(diǎn),應(yīng)根據(jù)具體應(yīng)用場(chǎng)合綜合考慮和選擇。
本文簡要介紹了視覺傳感在焊接領(lǐng)域的典型研究和應(yīng)用,對(duì)目前焊槍空間位姿的檢測(cè)和控制方法進(jìn)行了歸納和深入分析,并介紹了提出的基于激光結(jié)構(gòu)光視覺傳感的焊槍空間位姿檢測(cè)的最新研究成果和進(jìn)展,展望了可能應(yīng)用于焊接領(lǐng)域的視覺傳感器的潛在發(fā)展方向。梳理相關(guān)技術(shù),以期為焊接過程的焊槍位姿實(shí)時(shí)檢測(cè)和識(shí)別研究提供參考和借鑒,為焊縫成形質(zhì)量控制提供有效方法和依據(jù)。
1 視覺傳感在焊接領(lǐng)域的應(yīng)用
根據(jù)是否人為施加主動(dòng)光源,視覺傳感技術(shù)可分為主動(dòng)視覺和被動(dòng)視覺兩類。主動(dòng)視覺因所施加光源具有可控性,在圖像處理上相對(duì)更加簡單和便捷,成為視覺傳感器研究和發(fā)展的主流。根據(jù)使用工況和檢測(cè)目標(biāo)的不同,主動(dòng)視覺所使用的激光結(jié)構(gòu)光有多種類型,如點(diǎn)陣、雙線、多線、圓形、網(wǎng)格和編碼結(jié)構(gòu)光等。視覺傳感器在焊接領(lǐng)域的研究和應(yīng)用主要集中在3個(gè)方面:焊接坡口檢測(cè)與焊縫跟蹤、熔池形貌檢測(cè)與焊縫熔透控制、在多層多道焊中用于輔助焊接軌跡規(guī)劃。
以視覺傳感器為基礎(chǔ)實(shí)現(xiàn)焊接坡口檢測(cè)和焊縫跟蹤在焊接領(lǐng)域的研究和應(yīng)用最多,其技術(shù)關(guān)鍵在于快速穩(wěn)定的圖像處理算法和高精度、智能化的控制方法。劉習(xí)文[2]將VC++與MATLAB相結(jié)合,給出了一種高精度且抗干擾性較強(qiáng)的用于焊接坡口識(shí)別的圖像處理算法,整個(gè)過程耗時(shí)約0.23 s。MDinham等[3]采用基于eye-in-hand的雙目立體被動(dòng)視覺,實(shí)現(xiàn)了窄間隙電弧焊中曲線焊縫的自動(dòng)識(shí)別與定位,并給出了基于霍夫變換的圖像處理算法,其定位精度小于±1 mm。W Shao等[4]使用3個(gè)一字線激光器組合而成的平行結(jié)構(gòu)光方案(由2個(gè)紅光和1個(gè)綠光組成,綠光用于定位,紅光用于檢測(cè)和跟蹤),實(shí)現(xiàn)了空間曲面窄間隙激光焊接中的接頭檢測(cè)和焊縫跟蹤,接頭寬度的檢測(cè)誤差不大于0.1mm,焊接工件法線方向的角度誤差小于3°。Y Xu等[5-6]設(shè)計(jì)了一種新型的基于單目視覺的被動(dòng)視覺傳感器,通過對(duì)檢測(cè)圖像進(jìn)行分區(qū)域處理,可穩(wěn)定且高速地分別獲得焊絲位置、熔池中心、焊縫中心線等參數(shù),其在GTAW和GMAW中的焊縫跟蹤精度分別達(dá)到±0.17 mm和±0.3 mm。
基于視覺的熔池表面三維形貌檢測(cè)技術(shù)主要有結(jié)構(gòu)光三維視覺法、陰影恢復(fù)形狀法以及雙目立體視覺法等[7]。Z Wang等[8]以GTAW為研究對(duì)象,將激光結(jié)構(gòu)光點(diǎn)陣投射到熔池表面,拍攝獲得熔池表面反射的結(jié)構(gòu)光形成的圖像,通過分析圖像變化,實(shí)現(xiàn)熔池表面三維形貌的重塑。該方法的圖像處理較復(fù)雜,目前處于研究階段。MLuo等[9]提出了一種基于灰度局部最大梯度的邊界檢測(cè)算法,實(shí)現(xiàn)了基于綠色激光束視覺傳感的熔池邊界提取和寬度測(cè)量。
厚板多層多道焊的焊接軌跡規(guī)劃是自動(dòng)化焊接的關(guān)鍵技術(shù)之一。利用視覺傳感器輔助進(jìn)行多層多道焊的焊接軌跡規(guī)劃,進(jìn)而實(shí)現(xiàn)伺服控制,是焊接領(lǐng)域研究的前沿與熱點(diǎn)。目前,計(jì)算機(jī)視覺應(yīng)用于多層多道焊的研究主要側(cè)重于圖像處理,特別是針對(duì)多層多道焊圖像的特征點(diǎn)識(shí)別及設(shè)計(jì)快速、有效的圖像處理算法。黎咸西[10]在基于激光結(jié)構(gòu)光視覺傳感的基礎(chǔ)上,設(shè)計(jì)了比例控制和模糊控制相結(jié)合的Fuzzy-P控制器,并進(jìn)行了針對(duì)V型坡口的多層多道焊試驗(yàn),跟蹤精度達(dá)±0.3 mm。He Y等[11]基于單線結(jié)構(gòu)光的單目視覺傳感器,提出了一種微分多項(xiàng)式擬合的焊縫輪廓特征點(diǎn)提取方法,并給出了基于顯著性的視覺關(guān)注模型,能夠檢測(cè)出多層多道焊的關(guān)鍵位置信息,從而輔助焊槍定位。
2 焊槍空間位姿檢測(cè)和控制方法
如前文所述,焊接坡口或焊縫為空間位置時(shí),為了保證焊縫成形質(zhì)量,焊槍相對(duì)于工件待焊點(diǎn)的空間位置和姿態(tài)需要進(jìn)行設(shè)置和控制,傳統(tǒng)方法多是在進(jìn)行焊接軌跡規(guī)劃的同時(shí)實(shí)現(xiàn)焊槍的空間位姿設(shè)置和控制。如文獻(xiàn)[12-13]分別提出了適用于現(xiàn)場(chǎng)焊接機(jī)器人的綜合軌跡規(guī)劃法和基于遞推算法的軌跡規(guī)劃方法,解決了箱型鋼結(jié)構(gòu)環(huán)縫焊接時(shí)存在直角轉(zhuǎn)角和關(guān)節(jié)耦合的焊槍姿態(tài)調(diào)整難題。翟敬梅[14]基于弗萊納-雪列矢量理論,提出了一種雙機(jī)器人協(xié)同焊接的軌跡優(yōu)化方法,得到了最優(yōu)初始焊接點(diǎn)和對(duì)應(yīng)的最優(yōu)焊接軌跡。然而,在實(shí)際焊接過程中,由于存在工件(包括焊接坡口)加工和裝卡誤差、焊接過程的熱變形等導(dǎo)致的焊接坡口或焊縫尺寸變化,使得預(yù)設(shè)的焊槍空間位姿在很多情況下并不能完全適應(yīng)實(shí)際焊接工況,從而造成生產(chǎn)效率降低、焊縫成形和焊接接頭質(zhì)量無法全面保證等問題。因此,在焊接生產(chǎn)中,實(shí)現(xiàn)焊槍空間位姿的實(shí)時(shí)檢測(cè)和識(shí)別,并據(jù)此形成閉環(huán)控制十分重要。
目前,針對(duì)焊接過程中焊槍的空間位姿實(shí)時(shí)檢測(cè)技術(shù)研究和應(yīng)用相對(duì)較少,主要集中在3個(gè)方向,分別是基于角度傳感器、基于旋轉(zhuǎn)電弧傳感器和基于多傳感器信息融合。
2.1 角度傳感器
在焊槍上固定或內(nèi)置角度傳感器(三軸陀螺儀),根據(jù)傳感器和焊槍之間固定的相對(duì)位置關(guān)系,可以獲得焊槍的空間姿態(tài),然后通過空間位姿矩陣變換獲取焊槍相對(duì)于熔池的相對(duì)位姿。張剛等[15]設(shè)計(jì)構(gòu)建了基于MPU6050三軸陀螺儀的焊槍實(shí)時(shí)姿態(tài)傳感系統(tǒng),建立了慣性測(cè)量單元-萬向節(jié)-熔池三者間的坐標(biāo)轉(zhuǎn)換數(shù)學(xué)模型,并針對(duì)GTAW焊的鎢極空間位置和姿態(tài)進(jìn)行測(cè)試。試驗(yàn)結(jié)果顯示,其相對(duì)于焊槍自身x、y坐標(biāo)軸的夾角α和β的測(cè)量誤差小于1.2°,與z軸的夾角γ的最大測(cè)量誤差為1.05°。W.J.Zhang等[16]通過在焊槍上固定安裝WIMU(無線慣性測(cè)量模塊,包含三軸加速度計(jì)和三軸陀螺儀)來獲得GTAW焊的焊槍空間姿態(tài),由于其姿態(tài)的空間角度通過對(duì)陀螺儀角加速度的積分獲得,因此,其零漂移誤差相對(duì)較大。
2.2 旋轉(zhuǎn)電弧傳感器
基于旋轉(zhuǎn)電弧傳感器的焊槍空間位姿檢測(cè)研究和應(yīng)用相對(duì)較多。文獻(xiàn)[17-18]使用旋轉(zhuǎn)電弧傳感器,在分析傳感器信號(hào)與焊槍姿態(tài)和弧長之間關(guān)系的基礎(chǔ)上,總結(jié)出相應(yīng)的數(shù)學(xué)模型。Jian Le等[19]將旋轉(zhuǎn)電弧傳感器應(yīng)用于船廠矩形角接焊縫的現(xiàn)場(chǎng)機(jī)器人焊接,建立了旋轉(zhuǎn)電弧傳感器和焊槍空間姿態(tài)之間的數(shù)學(xué)關(guān)系模型,能夠較好地實(shí)現(xiàn)焊縫跟蹤和單一方向的焊槍角度控制。王濤[20]通過優(yōu)化旋轉(zhuǎn)電弧的線性周期掃描路徑和原始特征信號(hào)的提取區(qū)域,提出了一種基于限幅、多周期均值及動(dòng)態(tài)貝葉斯變換和IVT(增量主成分算法)組合的數(shù)據(jù)降維濾波處理方法,提高了焊槍空間姿態(tài)的識(shí)別效率和精度。
旋轉(zhuǎn)電弧傳感器需要對(duì)焊槍進(jìn)行改造,在有限的空間內(nèi)集成電機(jī)、軸承、齒輪等,機(jī)械結(jié)構(gòu)復(fù)雜,加工和應(yīng)用成本較高。使用中,需要通過大量試驗(yàn)建立傳感信號(hào)與焊槍姿態(tài)的對(duì)應(yīng)關(guān)系,因此,精確的數(shù)學(xué)模型較難建立。在焊縫跟蹤及焊槍高度檢測(cè)中,旋轉(zhuǎn)電弧傳感器的應(yīng)用較為成熟,精確度較高;針對(duì)焊槍空間位姿檢測(cè),目前僅能實(shí)現(xiàn)焊槍單向前后擺動(dòng)的角度檢測(cè),當(dāng)焊槍存在空間任意姿態(tài)擺動(dòng)時(shí),僅能實(shí)現(xiàn)焊槍姿態(tài)的識(shí)別而不能具體檢測(cè)出各方向的擺角。
2.3 多傳感器信息融合
多傳感器信息融合技術(shù)主要是在角度傳感器的基礎(chǔ)上融合其他傳感技術(shù),相對(duì)于旋轉(zhuǎn)電弧傳感器復(fù)雜的機(jī)械結(jié)構(gòu),該方法僅需對(duì)焊槍進(jìn)行簡單改造。陳仲盛等[21]同時(shí)應(yīng)用三軸陀螺儀、三軸加速度傳感器、光纖傳感器和感應(yīng)線圈等4種傳感器來獲取焊槍相對(duì)于工件的空間姿態(tài)(見圖1),其中,感應(yīng)線圈用于獲取焊絲和工件的交點(diǎn),即待焊點(diǎn)坐標(biāo);光纖傳感器用于檢測(cè)焊槍和工件間的距離;焊槍內(nèi)嵌的三軸陀螺儀和加速度傳感器用于檢測(cè)焊槍空間位姿。該方法目前已應(yīng)用在焊接模擬訓(xùn)練的焊槍空間姿態(tài)檢測(cè)中。
張剛等[22-23]綜合使用5線激光結(jié)構(gòu)光和無線姿態(tài)傳感器來檢測(cè)熔池流態(tài)變化特征和焊槍空間姿態(tài)的關(guān)系(見圖2),以衡量焊工的焊接經(jīng)驗(yàn)和水平。結(jié)果表明,依據(jù)焊槍姿態(tài)數(shù)據(jù)結(jié)合熔池流態(tài)來衡量或推測(cè)焊工技能和經(jīng)驗(yàn)是可行的。

圖1 基于多傳感器信息融合的焊槍定位系統(tǒng)

圖2 基于激光結(jié)構(gòu)光視覺和角度傳感器融合的檢測(cè)系統(tǒng)
3 基于視覺傳感的焊槍位姿檢測(cè)
采用多傳感器信息融合技術(shù)獲取焊槍相對(duì)于待焊點(diǎn)的空間位姿不僅系統(tǒng)復(fù)雜,而且要對(duì)焊槍進(jìn)行改造。對(duì)旋轉(zhuǎn)電弧傳感器的檢測(cè)信號(hào)進(jìn)行規(guī)律分析進(jìn)而建立其與焊槍空間姿態(tài)之間的數(shù)學(xué)模型,本質(zhì)上是一種基于大量試驗(yàn)的規(guī)律總結(jié),其無限逼近的原理決定了無法獲得絕對(duì)準(zhǔn)確的數(shù)學(xué)模型。與上述各種焊槍空間姿態(tài)檢測(cè)方法相比,基于視覺的焊槍空間姿態(tài)檢測(cè)和識(shí)別技術(shù)具有更多優(yōu)勢(shì),如不需要破壞焊槍本體結(jié)構(gòu),易于實(shí)現(xiàn)焊接坡口尺寸檢測(cè)、焊縫跟蹤、焊槍空間位姿檢測(cè)等多種功能的集成。
3.1 基于視覺的姿態(tài)檢測(cè)和識(shí)別
與二維平面中的目標(biāo)位置和形狀識(shí)別相比,目標(biāo)的空間姿態(tài)識(shí)別更加困難。雙目視覺和多目視覺在空間深度信息上的識(shí)別優(yōu)勢(shì)也較多地應(yīng)用于空間目標(biāo)的姿態(tài)檢測(cè)。目前,基于視覺的空間姿態(tài)識(shí)別多集中于圖像處理過程的目標(biāo)特征提取方法和立體視覺的匹配問題研究。Gao M等[24]將圓弧插補(bǔ)法用于提取單目視覺的目標(biāo)特征,解決了6自由度機(jī)械手的空間定位問題。高春甫等[25]提出了一種區(qū)域邊緣線段立體匹配算法并應(yīng)用于雙目立體視覺,實(shí)現(xiàn)了在復(fù)雜背景下機(jī)械手姿態(tài)的識(shí)別,識(shí)別精度高,相對(duì)誤差達(dá)到1.7%。
相對(duì)于主動(dòng)視覺法,采用被動(dòng)視覺進(jìn)行基于單目視覺的目標(biāo)特征提取或基于雙目(多目)視覺的立體視覺匹配算法,圖像處理過程相對(duì)更加復(fù)雜且實(shí)時(shí)性較差。主動(dòng)視覺法所采用光源的固有特征可以給圖像處理過程的特征提取帶來便利,使視覺檢測(cè)過程更加簡便且實(shí)時(shí)性較好。激光具有方向性、單色性和相干性好等優(yōu)點(diǎn),常被用作主動(dòng)視覺的外部光源。杜雨馨等[26]以十字激光器與激光標(biāo)靶為信息源,構(gòu)建了一套巷道掘進(jìn)機(jī)的機(jī)身位姿實(shí)時(shí)檢測(cè)系統(tǒng);通過分析標(biāo)靶上十字光線成像特征,建立了掘進(jìn)機(jī)機(jī)身位姿空間解算模型;該模型利用機(jī)身與十字激光面的空間關(guān)系,通過空間矩陣變換得到機(jī)身相對(duì)于巷道的三軸傾角以及在巷道斷面上的偏離位移,實(shí)現(xiàn)了掘進(jìn)機(jī)機(jī)身位姿的自動(dòng)實(shí)時(shí)檢測(cè)。
3.2 基于激光結(jié)構(gòu)光的焊槍空間位姿檢測(cè)
目前,利用激光結(jié)構(gòu)光進(jìn)行目標(biāo)的空間姿態(tài)和形狀檢測(cè)多是基于掃描方式。陶威等[27]設(shè)計(jì)了一種采用單線激光結(jié)構(gòu)光掃描的機(jī)器人3D視覺傳感系統(tǒng),基于激光三角測(cè)量原理和MeshLab幾何處理系統(tǒng),實(shí)現(xiàn)了被檢測(cè)物的3D形貌實(shí)時(shí)成像。掃描式視覺傳感器的精度受激光斑點(diǎn)尺寸制約,同時(shí),受掃描速度和圖像處理時(shí)間影響,實(shí)時(shí)性難以滿足實(shí)際焊接生產(chǎn)應(yīng)用要求,多用于焊接接頭和坡口的空間位置及形狀檢測(cè),尚無用于焊槍空間位姿實(shí)時(shí)檢測(cè)的報(bào)道。
在針對(duì)焊槍空間位姿的檢測(cè)中,獲取焊槍相對(duì)于待焊點(diǎn)坐標(biāo)的空間姿態(tài)信息更有實(shí)際工程應(yīng)用價(jià)值,才能實(shí)現(xiàn)對(duì)焊接成形質(zhì)量的有效控制。為此提出了一種新型的基于復(fù)合激光結(jié)構(gòu)光的多功能視覺傳感器[28],其基本結(jié)構(gòu)如圖3所示,采用斜射-直接收式光路結(jié)構(gòu)。

圖3 基于復(fù)合激光結(jié)構(gòu)光的新型多功能視覺傳感器
圖3所示的視覺傳感器系統(tǒng)主要由工業(yè)CCD相機(jī)及廣角鏡頭、微型攝像機(jī)、減光和濾光片、十字線激光器、一字線激光器及機(jī)械結(jié)構(gòu)件等元器件組成。激光器投射至工件表面的激光線受焊接坡口形狀的影響形成相應(yīng)的畸變特征,CCD相機(jī)獲取包含畸變特征的圖像,通過圖像處理提取特征點(diǎn)的坐標(biāo),然后利用傳感器的內(nèi)部結(jié)構(gòu)參數(shù)和組合結(jié)構(gòu)光之間的空間幾何關(guān)系。該傳感器能夠?qū)崿F(xiàn)焊接過程中的焊接坡口截面尺寸檢測(cè)、焊縫跟蹤、焊槍高度檢測(cè)、焊槍空間位姿檢測(cè)、焊接過程監(jiān)控等多種功能。其檢測(cè)算法基于激光結(jié)構(gòu)光在工件表面的形變特征和傳感器的結(jié)構(gòu)設(shè)計(jì)參數(shù),簡化了使用前和使用中的傳感器標(biāo)定問題,通過單目視覺和對(duì)單幅圖像的處理實(shí)現(xiàn)了目標(biāo)(焊接坡口和焊槍空間位姿)的空間信息檢測(cè),有效解決了單目視覺傳感器在使用過程中存在深度方向信息丟失的問題,同時(shí)避免了為彌補(bǔ)深度信息而進(jìn)行的復(fù)雜操作(如激光掃描,被測(cè)物移動(dòng))或基于多幅圖像的信息比對(duì)分析(多目視覺或單目視覺多角度成像),進(jìn)而有效提高工程應(yīng)用的實(shí)時(shí)性。
基于十字線激光器和一字線激光器組合的視覺傳感器實(shí)現(xiàn)焊槍空間位姿檢測(cè)的前提條件是:焊槍3個(gè)空間位姿參數(shù)中(焊槍高度h1,前后擺動(dòng)角度α和左右擺動(dòng)角度β,如圖4所示),1個(gè)參數(shù)為確定值,即在1個(gè)參數(shù)確定的前提下實(shí)現(xiàn)對(duì)另外2個(gè)位姿參數(shù)的檢測(cè)。為解決此問題,進(jìn)一步提出了一種基于4條一字線激光組合的視覺傳感器[29],能夠?qū)崿F(xiàn)焊槍相對(duì)于工件待焊點(diǎn)的空間任意三維位姿參數(shù)的檢測(cè),系統(tǒng)結(jié)構(gòu)示意如圖5所示。
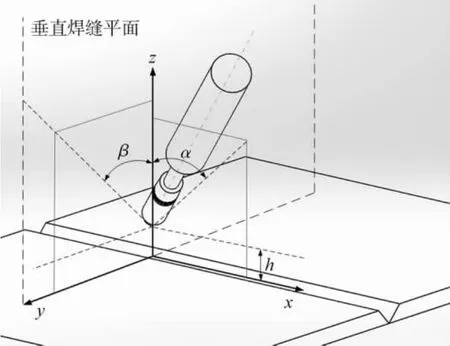
圖4 焊槍空間位姿的三自由度分解

圖5 焊槍全空間位姿檢測(cè)視覺傳感器
圖5所示的視覺傳感器系統(tǒng)由CCD相機(jī)、工業(yè)廣角鏡頭、4個(gè)一字線激光器、減光及濾光片和相關(guān)結(jié)構(gòu)裝配件組成。其中,一字線激光器2-1、2-2和2-3所投射的激光平面相互平行,與工件平面相交分別形成激光線條4、10和9。一字線激光器2-4所投射的激光平面與另外3個(gè)激光平面垂直相交,從而在工件坡口內(nèi)形成激光線11。一字線激光器2-1可提供焊槍空間位姿求解所需的待焊點(diǎn)坐標(biāo)(由圖像處理獲得的激光線4與激光線11的交點(diǎn)即為待焊點(diǎn)坐標(biāo)),避免了通過電弧圖像處理提取電弧中心點(diǎn)坐標(biāo)的問題,優(yōu)化了圖像處理算法,從而給傳感器引入新的固有參數(shù)。基于焊接坡口對(duì)激光線條形成的畸變特征,通過圖像處理提取出相關(guān)特征點(diǎn),利用傳感器的內(nèi)部結(jié)構(gòu)參數(shù)和組合結(jié)構(gòu)光之間的空間幾何關(guān)系并結(jié)合待焊點(diǎn)空間坐標(biāo),可實(shí)現(xiàn)焊槍相對(duì)于待焊點(diǎn)的任意空間3個(gè)自由度位姿參數(shù)的檢測(cè)。
視覺傳感器和機(jī)器人控制系統(tǒng)結(jié)合(見圖4、圖5),可以實(shí)現(xiàn)焊接過程的視覺伺服控制。
4 焊槍空間位姿檢測(cè)技術(shù)展望
Vcsel(垂直腔面發(fā)射激光器)是一種新型的半導(dǎo)體激光器,相對(duì)于傳統(tǒng)的邊射型半導(dǎo)體激光器,易于實(shí)現(xiàn)高密度二維面陣的集成,即在很小的面積內(nèi)集成數(shù)萬個(gè)Vcsel陣列,已成功商用于手機(jī)的人臉識(shí)別功能。其基本原理是由Vcsel芯片投射出數(shù)萬個(gè)覆蓋人臉的激光點(diǎn)陣(Dot projector),然后由紅外攝像機(jī)(Infrared amera)和距離傳感器(Proximity sensor)獲取由物體表面凹凸特征引起的ToF(光飛行時(shí)間)改變或結(jié)構(gòu)光畸變的特征,進(jìn)而由相應(yīng)的處理算法進(jìn)行被測(cè)物的三維重構(gòu)。這是一個(gè)由Vcsel光源芯片、紅外相機(jī)、處理器芯片、3D模型重構(gòu)算法等技術(shù)組成的系統(tǒng)集成模組,所涉及的技術(shù)環(huán)節(jié)和工藝流程較為復(fù)雜,目前相關(guān)技術(shù)被國外壟斷。
基于Vcsel的3D視覺傳感器是目前視覺傳感器研究的前沿[30-32],其陣列特征、功耗和精度的優(yōu)勢(shì)是未來機(jī)器人3D視覺的主要解決方案,也是工業(yè)視覺最有潛力的發(fā)展和應(yīng)用方向。相對(duì)于以雙目視覺或多目視覺為基礎(chǔ)的多圖像立體特征匹配的圖像處理算法,基于Vcsel的3D視覺傳感具有更高的檢測(cè)精度和更好的實(shí)時(shí)性。因此,隨著計(jì)算機(jī)視覺的發(fā)展,將基于Vcsel的3D視覺傳感器應(yīng)用于焊接過程的傳感和控制,將會(huì)是焊接過程視覺傳感技術(shù)具有重要價(jià)值的研究和應(yīng)用方向,可以從根本上改觀目前的視覺傳感器存在的功能不夠全面、體積相對(duì)較大、實(shí)時(shí)性不能保證等狀況。
5 結(jié)論
在焊接坡口或焊縫為空間位置和軌跡時(shí),焊槍相對(duì)于待焊點(diǎn)的空間位置和姿態(tài)的檢測(cè)、識(shí)別和控制,對(duì)于實(shí)際焊接生產(chǎn)制造的焊接成形質(zhì)量控制具有重要意義。目前,在對(duì)焊槍空間位姿檢測(cè)和識(shí)別的方法中,基于旋轉(zhuǎn)電弧傳感器的檢測(cè)方法僅能夠?qū)崿F(xiàn)單一自由度的焊槍位姿檢測(cè),基于角度傳感器的檢測(cè)方法功能比較單一,而基于多傳感器融合的檢測(cè)方法往往需要對(duì)焊槍或待焊工件進(jìn)行特殊改造,其工程通用性較差。
基于激光結(jié)構(gòu)光的視覺傳感器具有綜合優(yōu)勢(shì),能夠?qū)崿F(xiàn)焊接坡口檢測(cè)、焊縫跟蹤、焊槍空間位姿檢測(cè)、焊接過程監(jiān)控等多種功能的集成,同時(shí)工程適用性很好。基于Vcsel的視覺傳感器在檢測(cè)算法和精度上的優(yōu)勢(shì),在焊接視覺傳感中會(huì)有很好的發(fā)展和應(yīng)用前景。
猜你喜歡
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
