盾構機新型尾盾注漿塊改進淺析
2018-10-17 03:22:34郝小冬
現代制造技術與裝備 2018年9期
關鍵詞:主體
郝小冬 黃 建
(濟南重工股份有限公司,濟南 250109)
盾構機尾盾注漿塊是一種盾構機上注漿用管路[1],由于盾構機尾盾注漿塊分為兩半單獨加工,左右對稱制作,加工完成后拼焊,二次加工后再焊接蓋板(如圖1、圖2所示),制作過程焊接量大、工藝繁瑣,導致加工周期長,成本高,效率低。
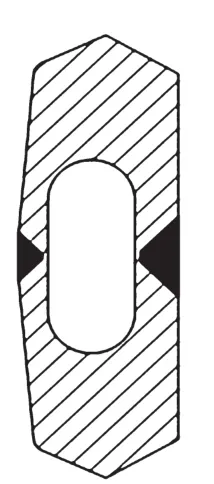
圖1 盾構機尾盾注漿塊結構圖
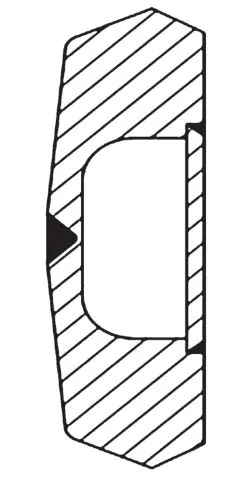
圖2 盾構機尾盾注漿塊結構圖
目前尾盾注漿塊的基本結構是長×寬×厚為3850mm×165mm×55mm的長方柱體,中間有輸送漿液的注漿孔,孔的總長度為3304mm,制作工藝為分兩半單獨下料,下料尺寸為3860mm×88mm×60mm,毛坯直線度在2mm以內,通過機加工對稱加工兩半毛坯中心的注漿孔長槽及坡口,長度為3304mm;將加工好的毛坯按圖紙要求組對焊接后再加工觀察窗;最后加焊蓋板、注漿轉換塊,焊接完成后即為尾盾注漿塊成品。
針對現有技術存在的不足之處,同時在不影響同步注漿的基礎上,對結構進行改進,研制了一種新型注漿塊。
1 新型注漿塊結構[2-3]
與現有的注漿塊結構相比,新型注漿塊主體為長方柱體結構(如圖3、圖4、圖5所示),長×寬×厚為3850mm×165mm×55mm,毛坯整體下料,下料尺寸為3860mm×168mm×60mm,同時,割出焊接注漿轉換塊的方孔,尺寸為181mm×82mm,四周留出加工量,毛坯直線度在2mm以內,由機加工整體加工注漿孔槽,尺寸為201mm×92mm,孔槽的總長度為3304mm,然后加焊蓋板,再加工觀察窗,焊接注漿轉換塊,焊接完成后即為尾盾注漿塊成品。
注漿塊主體上設有注漿孔,注漿孔前段與后段的底壁位于同一平面,注漿孔前段端部為封堵段,靠近封端段設有方孔。
前蓋板與注漿塊主體的前段焊接,并在方孔處留空形成通孔;后蓋板與注漿塊主體的后段焊接。
前蓋板比后蓋板的厚度大10mm,焊接后注漿孔內腔前后一致,前蓋板比后蓋板的上平面分別與注漿塊主體的上平面平齊。
前蓋板上設有2個觀察窗。
注漿塊主體由鋼板開槽加工制成。
前蓋板和后蓋板均由鋼板制成。

圖3 新型注漿塊結構圖
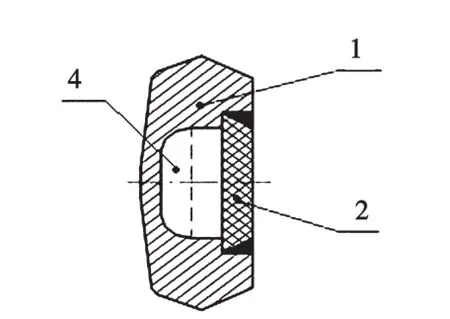
圖4 新型注漿塊結構圖
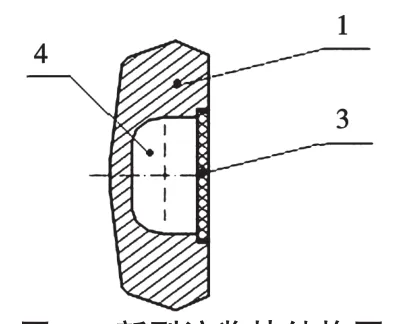
圖5 新型注漿塊結構圖
從結構對比可以看出,新型注漿塊的結構更加簡便,加工制作工藝上會更有優勢。
2 注漿塊加工比較[4-5]
2.1 原有注漿塊加工步驟
(1)下料:首先按照尺寸長×寬×厚為3860mm×168mm×60mm對注漿塊主體整體下料,長度留10mm加工量,保證注漿塊與尾盾焊接后,尾盾總高有加工量;寬度留3mm和厚度留5mm刀檢量,確保注漿塊加工后達圖紙要求。前蓋板下料尺寸2444mm×82mm×15mm,后蓋板下料尺寸 860mm×82mm×5mm。
(2)加工:在注漿塊主體上加工出后段長850mm,高10mm的臺階。
(3)開槽:在注漿塊主體上刀檢方孔并加工注漿孔槽,注漿孔槽前段與后段的底壁在同一平面上。
(4)焊接:前蓋板焊接在注漿塊主體的前段,并在方孔處留空形成通孔;后蓋板焊接在注漿塊主體的后段。
(5)機加工:在注漿塊主體上加工出兩側坡口、背面斜面以及觀察窗。
(6)焊接:在方孔位置焊接注漿轉換塊。
2.2 新型注漿塊加工流程
制作工藝為分兩半單獨下料,分別進行機加工;將加工好的毛坯按圖紙要求組對焊接后再加工觀察窗;最后加焊蓋板、注漿轉換塊,焊接完成后即為尾盾注漿塊成品。
(1)下料:按照圖紙尺寸寬度方向分兩半單獨下料,下料尺寸為3860mm×88mm×60mm,毛坯直線度在2mm以內,轉機加工,后蓋板下料尺寸860×82×5mm。
(2)加工:對稱加工兩半毛坯中心的注漿孔長槽及坡口,長度為3304mm,坡口留2mm鈍邊,方便組點定位;方孔粗加工,單邊留15mm余量。
(3)焊接:將加工好的毛坯按照圖1組點焊接,要求為水密焊縫。
(4)加工:按照圖紙要求在注漿塊主體上加工出后段臺階、兩側坡口、背面斜面以及觀察窗。
(5)焊接:后蓋板焊接在注漿塊主體的后段,注漿轉換塊焊接在方孔位置。
通過比較,新型注漿塊具有以下優點:可以減少一道對接焊縫的焊接量,焊縫長度3860mm;新型注漿塊下料整體尺寸減小,寬度方向余量減小7mm,省去兩塊毛坯上活刀檢以及加工坡口;可直接留余量割出焊接注漿轉換塊的方孔,減少方孔加工量。
新型注漿塊配用的觀察窗及觀察窗蓋板螺栓孔中心距需加大,避免在焊縫上鉆孔。
新型注漿塊的加工流程、時間和方法上,能夠有效減少焊接量,縮短加工制作周期,降低成本,節約資源。
3 結語
新型注漿塊從結構和加工流程上來說,相比目前的注漿塊,優點可見:結構簡單,節省材料,加工流程簡潔,減少加工量,時間和方法上,能夠有效減少焊接量,縮短加工制作周期,提高了原材料的利用率。
猜你喜歡
江蘇安全生產(2022年4期)2022-05-23 13:03:42
財會月刊·上半月(2022年5期)2022-05-17 11:12:21
南大法學(2021年3期)2021-08-13 09:22:32
阿來研究(2021年1期)2021-07-31 07:39:04
今日農業(2021年7期)2021-07-28 07:07:16
領導文萃(2020年15期)2020-08-19 12:50:53
中國自行車(2018年9期)2018-10-13 06:17:10
中醫文獻雜志(2016年6期)2017-01-17 00:24:10
自然與文化遺產研究(2016年2期)2016-05-17 05:53:59
金色年華(2016年13期)2016-02-28 01:43:27
