一種間接快捷制造模具方法的探討*
2018-10-11 01:30:16程智勇李曉娟蔡海鑒
機(jī)電工程技術(shù) 2018年8期
關(guān)鍵詞:實(shí)驗(yàn)方法
程智勇,李曉娟,蔡海鑒
(廣州鐵路職業(yè)技術(shù)學(xué)院機(jī)電學(xué)院,廣東廣州 510430)
0 引言
快捷原型技術(shù)是用離散分層的原理制作產(chǎn)品原型的總稱,其原理如圖1所示。
快捷模具制造分為直接快捷制造模具和間接快捷制造模具[1];直接快捷制造模具是用選擇性激光燒結(jié)技術(shù)(SLS)、熔融沉積成型技術(shù)(FDM)、分層實(shí)體制造技術(shù)(LOM)等快捷成型工藝的方法直接制造出模具;間接快捷制造模具是用快捷成型件作為母模或過渡模具,再將所需模具制造出來[2]。
由于直接快捷制造模具的技術(shù)參數(shù)要求高而模具表面質(zhì)量難保證,并且綜合力學(xué)性能有較高要求等問題[3],本文重點(diǎn)研究間接快捷制造模具的方法。
1 間接快捷模具的制造基本思路
基于此有必要針對(duì)上述問題,提供一種快捷開發(fā)模具的間接快捷制造模具的方法。
1.1 總體具體實(shí)施方式
如圖2所示,間接快捷制造模具方法包括以下步驟:
(1)采用快捷原型技術(shù)制造快捷原型。首先獲得工件的離散數(shù)據(jù)點(diǎn)云,再構(gòu)造出工件的三維CAD模型。將三維CAD模型以STL文件格式輸出,并輸入到快捷成型機(jī)中進(jìn)行快捷原型制造,可以將零件上的表面圖紋直接制作出來,通過后期工藝復(fù)制在模具上。
(2)以快捷原型為模型,制造硅橡膠反模。
(3)利用硅橡膠反模制造鑄型,所述鑄型具有待制造模具形狀的型腔。
總體思路按上述流程圖來達(dá)到間接快捷制造模具,關(guān)鍵點(diǎn)是間接快捷制造模具材質(zhì)合金含量的研究。

圖2 間接快捷制造模具的方法流程圖
1.2 合金含量的研究
各原材料實(shí)際加入元素量計(jì)算公式為:


圖1 快捷模具制作過程

式中:Mi為含某元素的原材料實(shí)際質(zhì)量;
Ei為元素?zé)龘p率;
Hi為某元素在合金中的百分含量;
Yi為某元素在原材料中百分含量;
M鋅是一次熔煉爐料的總質(zhì)量,試驗(yàn)中每爐料重500 g。
本文作者設(shè)計(jì)的間接快捷制造模具,其材質(zhì)為合金,在合金中添加鋯,可以使金屬球化、細(xì)化晶粒,提高合金的塑性和韌性;進(jìn)一步通過添加稀土元素,使合金的力學(xué)性能提高,耐腐蝕性能得到改善。通過研究該方法制造得到的模具,其表面洛氏硬度高達(dá)HRC50,能達(dá)到開發(fā)軌道交通零部件快捷模具所需要的硬度性能;同時(shí)可大大縮短制模時(shí)間,通一般可在3天左右得到模具,比數(shù)控加工節(jié)約25%~40%的成本。
(1)合金液按質(zhì)量百分?jǐn)?shù)計(jì)算,包括11%~14%Al,6%~8%Cu,6%~8%Mg,0.2%~0.4%Zr,0.04%~0.06%稀土元素,Zn余量。
(2)稀土元素為Ce、La、Y和Gd中的至少一種。
(3)稀土元素為Ce、La、Y和Gd。
(4)稀土元素是以稀土中間合金(ZnRe中間合金)的形式加入,所述ZnRe中間合金按質(zhì)量百分?jǐn)?shù)計(jì)算,包括 45% ~55%Ce, 10%~15%La, 5% ~10%Y,3% ~8%Gd,Zn余量。
(5)合金液的制備步驟包括:將鋅基中間合金和稀土中間合金加熱熔化,得到所述合金液;其中所述鋅基中間合金由Zn、Al、Cu、Mg和Zr組成,所述稀土中間合金由Zn元素和稀土元素組成。
(6)將鋅基中間合金和稀土中間合金加熱熔化得到所述合金液的步驟具體為:先將所述鋅基中間合金加熱熔化,再加入所述稀土中間合金,繼續(xù)加熱熔化,得到所述合金液。
(7)合金液的加熱熔化的溫度為500~600℃。
(8)鑄型的型腔中澆注合金液的步驟之前,還包括將所述合金液冷卻至470~480℃以進(jìn)行澆注的步驟。
1.3 實(shí)驗(yàn)過程
實(shí)驗(yàn)過程需要用到的設(shè)備如表1所示。
該間接快捷制造模具的方法特別適用于軌道交通零部件用模具的制造。
(1)實(shí)驗(yàn)一
實(shí)驗(yàn)一的間接快捷制造模具的方法如下。構(gòu)建軌道交通零部件的三維CAD模型:獲得軌道交通零部件的離散數(shù)據(jù)點(diǎn)云,再構(gòu)造出的三維CAD模型。根據(jù)所述三維CAD模型,采用快捷原型技術(shù)制造快捷原型:將三維CAD模型以STL文件格式輸出,并輸入到快捷成型機(jī)中進(jìn)行快捷原型制造。

表1 實(shí)驗(yàn)設(shè)備清單
以所述快捷原型為模型,制造硅橡膠反模。利用硅橡膠反模制造鑄型,所述制得的鑄型具有待制造模具形狀的型腔:將硅橡膠反模放置在模腔上,并將其固定好,將混制好的石膏等鑄型材料注入模腔內(nèi),鑄型硬化后,將硅橡膠反模從鑄型中取出,得到所需形狀模仁的鑄型。
制備合金液:把坩堝放入箱式電阻爐中,加熱,待爐溫升至500℃時(shí),向坩堝中加入鋅基合金,繼續(xù)加熱,待全部熔化后,再加入稀土合金,充分熔化,將合金液從箱式電阻爐中取出(具體成份如表2所示),扒渣,攪拌,當(dāng)合金液降溫至470-480℃時(shí),澆注到鑄型的型腔中,凝固后取得模仁的合金模具。
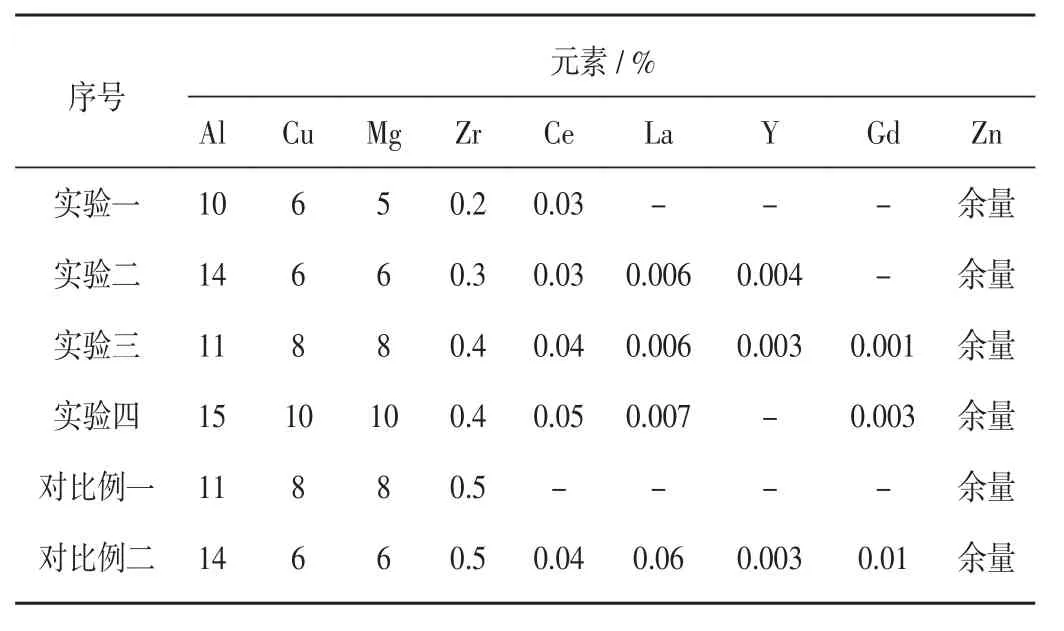
表2 實(shí)驗(yàn)一至四與對(duì)比例一、二中合金液的組成
(2)實(shí)驗(yàn)二
實(shí)驗(yàn)二的間接快捷制造模具的方法與實(shí)驗(yàn)一的基本相同,不同之處在于合金液的組成以及熔化的溫度,實(shí)驗(yàn)二熔化的溫度為520℃,合金液的組成如表2所示。
(3)實(shí)驗(yàn)三
實(shí)驗(yàn)三的間接快捷制造模具的方法與實(shí)驗(yàn)一的基本相同,不同之處在于合金液的組成以及熔化的溫度,實(shí)驗(yàn)三熔化的溫度為550℃,合金液的組成如表2所示。
(4)實(shí)驗(yàn)四
實(shí)驗(yàn)四的間接快捷制造模具的方法與實(shí)驗(yàn)一的基本相同,不同之處在于合金液的組成及熔化溫度,實(shí)驗(yàn)四熔化的溫度為600℃,合金液的組成如表2所示。
對(duì)比例一:對(duì)比例一的模具制造方法與實(shí)驗(yàn)1的基本相同,不同之處在于合金液的組成及熔化溫度,對(duì)比例一的熔化溫度為520℃,合金液的組成如表2所示。
對(duì)比例二:對(duì)比例二的模具制造方法與實(shí)驗(yàn)一的基本相同,不同之處在于合金液的組成及熔化溫度,對(duì)比例一的熔化溫度為550℃,合金液的組成如表2所示。
如表2所示,在鋅基合金中添加鋯元素的含量不同,合金的組織結(jié)構(gòu)表現(xiàn)有所不同。如實(shí)驗(yàn)一,當(dāng)合金中的鋯含量為0.2%時(shí),合金組織樹枝晶體數(shù)量增多,尺寸明顯變小,樹枝晶體臂變得粗短,共晶組織由條狀變成菊花狀的團(tuán)塊狀[4]。如實(shí)驗(yàn)二,當(dāng)合金中鋯含量為0.3%時(shí),合金組織初生樹枝晶體平均尺寸稍有減小,共晶組織也得到細(xì)化,組織中出現(xiàn)小塊狀顆粒。如實(shí)驗(yàn)三和四,當(dāng)合金中鋯含量為0.4%時(shí),合金組織中初生晶枝晶臂變得圓整,組織中塊狀顆粒數(shù)量增多,使合金球化,細(xì)化晶粒。如對(duì)比例1,當(dāng)合金中鋯含量為0.5%時(shí),合金組織初生枝晶又變得粗大,塊狀顆粒較多[5]。在合金中添加0.2%~0.4%鋯元素時(shí),樹枝晶體絕大部分被打斷,同時(shí)晶粒得到細(xì)化,且分布均勻,主要原因就是合金在凝固時(shí),鋯元素促進(jìn)了初生相的結(jié)晶核增多,同時(shí)阻止初生樹枝晶體長(zhǎng)大[6]。而對(duì)比例一、二,當(dāng)合金中添加0.5%鋯時(shí),熔體中固溶的鋯元素含量也增加,由于含鋯化合物的迅速生長(zhǎng),減少了起細(xì)化作用的鋯元素,以至失去作用,如圖3所示。

圖3 加入鋯元素的合金微觀組織
1.4 鋯元素含量對(duì)合金力學(xué)性能的影響
適量鋯元素的加入能使合金力學(xué)性能得到提高,是因?yàn)殇喸啬苁菇饘偾蚧⒓?xì)化晶粒,減少偏析,組織分布均勻。提高合金的塑性和韌性;進(jìn)一步通過浸滲稀土合金,使合金的力學(xué)性能提高,耐腐蝕性能得到改善。采用上述方法制造出來的模具,其表面洛氏硬度高達(dá)HRC50,達(dá)到了開發(fā)產(chǎn)品快速模具所需要的性能。圖4為鋯含量對(duì)合金力學(xué)性能的影響。

圖4 鋯含量對(duì)合金力學(xué)性能的影響
2 結(jié)論
采用實(shí)驗(yàn)一至四的間接快捷制造模具的方法,制得的模具表面硬度、抗拉強(qiáng)度和延伸率,滿足模具的要求,而對(duì)比例一、二中,合金中添加鋯元素含量為0.5%以上時(shí),它們的表面硬度、抗拉強(qiáng)度和延伸率就下降,不符合要求。
采用快捷原型技術(shù)制造快捷原型;以快捷原型為模型,制造硅橡膠反模;利用硅橡膠反模制造鑄型,鑄型具有待制造模具形狀的型腔;鑄型的型腔中澆注合金液,合金液凝固成型,得到模具,包括10%~15%Al,6%~10%Cu,5%~10%Mg, 0.2%~0.4%Zr,0.04%~0.06%稀土元素,Zn余量。通過用快捷模具制作方法一般可在3~4天得到模具,比數(shù)控加工節(jié)約25%~40%的成本;模具達(dá)到所需要的性能。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長(zhǎng)指南(2015年7期)2015-08-11 15:03:12
小雪花·成長(zhǎng)指南(2015年4期)2015-05-19 14:47:56
