稀土元素Y與Cu復合添加對Al- Mg- Si系釬料性能的影響
2018-10-11 05:34:54余靜喜伍玉嬌周登鳳
上海金屬 2018年5期
關鍵詞:焊縫
余靜喜 伍玉嬌, 龍 瓊 凌 敏 周登鳳
(1.貴州大學材料與冶金工程學院,貴州 貴陽 550025;2.貴州理工學院材料與冶金工程學院、2011貴州省特種功能材料協同創新中心,貴州 貴陽 550003)
6061鋁合金中的主要合金元素為鎂與硅,具有中等強度、良好的耐腐蝕性、可焊接性,氧化效果較好、韌性高,廣泛應用于航天固定裝置、電器固定裝置、通訊領域等[1]。但由于6061鋁合金的熔點較低,散熱器上需要很多條焊縫進行連接,這對施焊溫度、釬料的熔點和釬料與接頭的綜合力學性能等有相當高的要求[2- 3]。目前,Al- Si系釬料被廣泛用于6061鋁合金真空釬焊。而Al- Si系合金釬料缺點是共晶相變溫度較高,共晶點溫度為577 ℃。而釬焊要求釬料的熔化溫度至少低于母材的固相線溫度15 ℃,該釬料常在600~605 ℃進行施焊,非常接近6061等鋁合金的熔點[4],易出現母材過燒、溶蝕、晶粒長大等缺陷。6061鋁合金釬焊后常需進行熱處理強化,要求釬焊溫度低于釬料的固溶處理溫度。Al- Si合金中沒有強化相,通常往Al- Si系合金中加入金屬Mg,形成的Mg2Si是基體的主要強化相,加入Mg后的Al- Si合金可以進行熱處理強化[5]。Raghavan V[6]研究表明,Mg可以與Al、Si在熔化過程中發生低熔點共晶反應,Al- Si- Mg合金相圖存在兩個共晶點分別為L→Al和L→Al+Si+Mg2Si(共晶溫度557 ℃) ,該共晶反應下Mg的含量很低,焊接效果較差。為解決傳統Al- Si合金釬料熔點高,無強化相不利于焊后熱處理強化等缺點,研究新型低溫鋁合金釬料來提高焊接接頭的綜合力學性能具有重要意義,國內外研究人員為此做了大量研究。虞覺奇[7]利用快速凝固的方法來降低Al- Si釬料的熔點,但效果并不明顯,通常只用于簡單結構件的焊接。王少洪等[8]在釬料中加入稀土元素,使片狀變為針狀獲得較好的力學性能,但焊接接頭的綜合性能還有待進一步提高。
本試驗主要針對6061鋁合金,采用Al- Si- Mg釬料,將Cu和Y復合添加到釬料中來研究其對鋁基釬料的影響,確定綜合性能優異的釬料成分,為工程應用提供參考。
1 試驗材料及方法
試驗材料為6061鋁合金棒,Al- Si- Mg-xCu釬料(x表示質量分數為6%、8%、10%、12%、14%、16%、18%),以及Al- Si- 10Cu- Mg- 0.5Y和Al- Si- 12Cu- Mg- 0.5Y釬料,釬料合金的成分如表1所示。
釬料熔化特性曲線采用NETZSCH STA449 F3同步熱分析儀測定,各取釬料10 mg,試驗升溫速率為10 ℃/min;金相試樣經過打磨、拋光后,用混合酸(氫氟酸2 mL+鹽酸3 mL+硝酸5 mL+蒸餾水240 mL)腐蝕幾秒,用OLYMPUS光學顯微鏡進行組織觀察;潤濕性試驗按照GB/T 11364—2008釬料潤濕性試驗方法在6061鋁合金板上進行,稱取熔煉好的釬料0.2 g,母材6061鋁合金板的長度為40 mm,寬度為40 mm,厚度為1 mm;焊接接頭拉伸強度利用SANS靜態電子萬能拉伸試驗機測試,拉伸速率為2 mm/min;利用ZEISS掃描電子顯微鏡及其附帶的能譜儀觀察焊縫組織和斷口形貌、分布和成分;采用PANalytical的X’PertPRO X射線多晶衍射儀對鋁合金釬料進行X射線衍射分析,工作條件為: Cu靶,加速電壓40 kV,工作電流40 A,掃描角度20°~80°,掃描速率0.334 (°)/s。
2 試驗結果與分析
2.1 Cu對Al- Si- Mg- xCu釬料液固相線的影響
Al- Si- Mg-xCu釬料合金液固相線溫度的測量結果如表2所示,相比企業常用的Al- Si- Mg釬料,Cu元素的添加使釬料的熔化溫度明顯下降。圖1 為Al- Si- Mg-xCu釬料的DSC曲線,結合表2和圖1分析,Cu的質量分數由6%升至12%時,固相線溫度由514.8 ℃升至519.5 ℃,Cu的質量分數由12%升至18%時,隨著Cu質量分數的增加,固相線溫度先從519.5 ℃降至515.5 ℃后又升到517.4 ℃。Cu元素的增加顯著影響釬料的液相線溫度。當Cu的質量分數由6%升至18%時,液相線溫度由572.7 ℃逐漸降至542.9 ℃,降幅達29.8 ℃;當Cu質量分數在12%以上時,對釬料液相線的影響顯著減小;Cu的質量分數在10%及以上時,釬料的液相線溫度均低于555 ℃,只要在585 ℃左右就可以完成對6061鋁合金的釬焊, 比企業中常用的Al- Si- Mg釬料的施焊溫度降低了23 ℃,能有效避免因釬焊溫度過高,使母材發生熔蝕、過時效和過燒,導致接頭力學性能下降。隨著液相線溫度的下降,可以降低施焊溫度,使接頭質量更加穩定,提高成品率。

表2 Al- Si- Mg- xCu釬料合金的液固相線溫度Table 2 Liquidus and solidus temperatures of Al- Si- Mg- xCu solders

圖1 Al- 10Si- 1Mg- xCu釬料的DSC曲線Fig.1 DSC curves of Al- 10Si- 1Mg- xCu solders
在確定Cu質量分數在12%以上時,對釬料液相線的影響顯著減小后,在Al- Si- Mg- 10Cu和Al- Si- Mg- 12Cu釬料的基礎上添加0.5%的稀土元素Y。采用同步熱分析儀對Al- Mg- Si- 10Cu- 0.5Y和Al- Mg- Si- 12Cu- 0.5Y 釬料進行固液相線溫度的測定,DSC曲線如圖2所示,測量結果如表3所示。兩種釬料合金均有類似的共晶反應吸熱峰。圖2(a)中Al- Si- Mg- 10Cu- 0.5Y釬料的固液相溫度區間為36 ℃,固相線溫差較不添加Y的釬料降低2.2 ℃,液相線溫度升高0.2 ℃,固液相線溫差增加2.4 ℃。圖2(b)中Al- Mg- Si- 12Cu- 0.5Y釬料的固液相溫度區間為34.1 ℃,固相線溫差較不添加Y的釬料降低2.6 ℃,液相線溫度升高3.4 ℃,固液相線溫差增加6.0 ℃。因此,稀土元素Y的添加對釬料固相線溫度無明顯影響。

圖2 (a)Al- Si- Mg- 10Cu- 0.5Y和(b)Al- Si- Mg- 12Cu- 0.5Y釬料的DSC曲線Fig.2 (a) DSC curves of Al- Si- Mg- 10Cu- 0.5Y and(b)Al- Si- Mg- 12Cu- 0.5Y solders
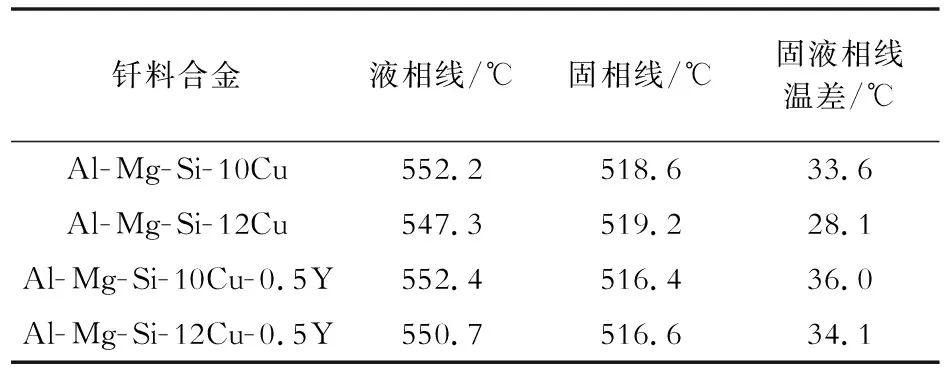
表3 Al- Si- Mg- xCu釬料的液固相線溫度Table 3 Liquidus and solidus temperatures of Al- Si- Mg- xCu solders
2.2 釬料的顯微組織
圖3為Al- Mg- Si-xCu- 0.5Y(x=10,12)和Al- Mg- Si-xCu(x=10,12)釬料合金相圖。由圖可知,釬料中加人質量分數為0.5%的稀土Y后,釬料中的共晶相和先析出相較無稀土的釬料合金明顯細化,且分布比較均勻。這主要是由于釬料中加入稀土Y后對釬料的變質作用所致。
2.3 釬料的鋪展性能
釬料和母材的成分對釬料的潤濕性起到了決定性的作用[9],加入稀土Y后的釬料形貌和釬料的鋪展面積分別如圖4和表4所示。可見,加入稀土Y后的流鋪面積明顯比不加稀土Y的大,Al- Si- Mg- 12Cu- 0.5Y釬料的流鋪面積最大,較不加Y的釬料大15 mm2,Al- Si- Mg- 10Cu- 0.5Y釬料的流鋪面積較不加Y的釬料大40 mm2。
稀土Y能改善釬料的潤濕性,導致釬料流鋪面積增大的原因主要為:釬料在熔化時稀土Y集聚在液態釬料的表面,與母材呈現正吸附,使釬料的表面自由能降低,表面張力也顯著減小,釬料在母材上的潤濕性能得到改善。鋁合金在凝固過程中,稀土Y富集在鋁合金的固液界面上,α- Al固溶體中幾乎沒有稀土Y,引起鋁合金的成分過冷,α- Al枝晶在凝固過程中的生長速率減緩,并且大量的稀土Y和氧形成異質形核核心,使鋁合金在凝固過程中大量形核,促進晶粒細化,而細化晶粒的界面比較光滑,從而使得合金在熔化時阻力減小,流動性也越好。

圖3 (a)Al- Si- Mg- 10Cu- 0.5Y、(b)Al- Si- Mg- 12Cu- 0.5Y、(c)Al- Si- Mg- 10Cu和(d)Al- Si- Mg- 12Cu釬料的顯微組織Fig.3 Microstructures of (a) Al- Si- Mg- 10Cu- 0.5Y, (b) Al- Si- Mg- 12Cu- 0.5Y, (c) Al- Si- Mg- 10Cu and (d) Al- Si- Mg- 12Cu solders

表4 釬料的鋪展面積Table 4 Spreading areas of solders mm2
2.4 Y對焊接接頭力學性能的影響
稀土元素Y的添加使得焊接接頭的力學性能明顯提高,如表5所示。Al- Si- Mg- 12Cu- 0.5Y釬料的抗拉強度最高,比Al- Si- Mg- 12Cu釬料高10 MPa,Al- Si- Mg- 10Cu- 0.5Y釬料的抗拉強度比Al- Si- Mg- 10Cu釬料高7 MPa。加入稀土Y后延緩了Cu和Al以及Mg和Si的擴散和偏聚形核,促進了Mg、Cu、Si等元素的擴散,從而使Mg2Si、Al2Cu等脆性相的偏聚度減小,過剩相粒子變薄變小,鋁合金的晶粒得到了細化;稀土Y與Al生成的Al3Y以及和Si生成的YSi2大量富集在α- Al的相界處,結晶時阻礙了晶粒的長大,在外力作用下,偏聚于晶界的Al3Y和YSi2對位錯起到了“釘扎”的作用,啟動位錯需要更大的力,所以Y的添加使接頭的強度和韌性提高。
2.5 Y對焊縫顯微組織的影響

表5 釬料的抗拉強度Table 5 Tensile strength of solders
圖5為Al- Si- Mg- 12Cu- 0.5Y/6061真空釬焊焊縫形貌。添加稀土Y后,焊縫的晶粒細化且分布比較均勻。晶粒越細,晶界也越多,位錯塞積的地方就多,必須施加更大的力才可以使位錯移動[10]。
根據Hall- Petch[11]公式:
(1)
式中:σ表示屈服強度,σ0表示單晶的屈服強度,k表示常數,d表示晶粒直徑,可以看出,材料的屈服強度與晶粒直徑倒數的平方根成正比,因此細化晶粒可以提高材料的強度、塑性,能提高材料的力學性能。因此,稀土Y的加入使接頭的強度提高。
用Al- Si- Mg- 12Cu- 0.5Y釬料焊接6061鋁合金棒,并對焊縫組織進行元素線分布掃面,其結果如圖6所示。保溫70 min后,焊縫處Cu、Si、Mg元素的占比比釬料中的要小,各合金元素在焊縫和周圍母材中的成分變化不大。在濃度梯度的驅使下,Si和Cu元素可以有效地在Al基體中擴散,在焊縫中分布也比較均勻,Cu和其他元素則發生進一步反應,產生合金相。

圖5 Al- Si- Mg- 12Cu- 0.5Y/6061真空釬焊焊縫形貌Fig.5 Weld morphology of Al- Si- Mg- 12Cu- 0.5Y/6061 vacuum brazed
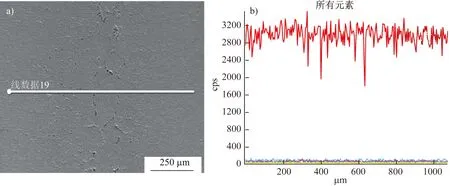
圖6 Al- Si- Mg- 12Cu- 0.5Y/6061焊縫元素線分布Fig.6 Line distribution of elements in brazed Al- Si- Mg- 12Cu- 0.5Y/6061 weld
2.6 接頭斷口形貌
焊接接頭斷裂在焊縫處,利用掃描電鏡對Al- Si- Mg-xCu- 0.5Y(x=10,12)/6061釬焊接頭斷口進行分析,如圖7所示。由圖7可見,稀土Y的添加可使焊縫中的撕裂棱較未添加稀土的均有所減少,接頭斷口缺陷也相對減少,斷口中存在一些韌窩。因此,稀土元素Y在真空釬焊中可以大大減少釬焊缺陷,從而顯著提高釬焊接頭的強度。

圖7 Al- Si- Mg- xCu- 0.5Y(x=10、12)/6061釬焊接頭斷口形貌Fig.7 Fracture morphologies of brazed joints of Al- Si- Mg- xCu- 0.5Y (x=10, 12) /6061
3 結論
(1)當Cu的質量分數低于12%時,隨著Cu含量的增加,Al- Si- Mg-xCu系釬料的液相線溫度逐漸下降;當Cu的質量分數超過12%時,Cu含量對釬料液相線溫度的影響不明顯。而Cu含量對固相線溫度無顯著影響。
(2)添加質量分數為0.5%的稀土Y對釬料Al- Si- Mg-xCu- 0.5Y(x=10,12)的固液相線溫度的影響不明顯,Al- Si- Mg- 12Cu- 0.5Y的熔化溫度區間為516.6~550.7 ℃。但稀土Y的添加可以顯著細化Al- Si- Mg-xCu- 0.5Y(x=10,12)釬料的顯微組織,提高接頭強度,Al- Si- Mg- 12Cu- 0.5Y釬料的接頭抗拉強度可達103 MPa。
(3)Y元素的添加,能降低表面張力,顯著增大釬料的鋪展面積,Al- Si- Mg- 12Cu- 0.5Y釬料的鋪展面積最大為372 mm2;此外,添加稀土元素還可明顯減少釬焊缺陷。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07