ARTIS刀具監控系統在復雜銑削中的應用
2018-10-11 09:14:34朱紹維李衛東龔清洪牟文平
制造業自動化 2018年9期
關鍵詞:指令
朱紹維,李衛東,尚 江,龔清洪,牟文平
(航空工業成都飛機工業(集團)有限責任公司,成都 610092)
0 引言
在金屬切削加工中,刀具隨著使用時間的延長逐漸磨損破損、甚至會出現異常斷裂。由于與工件直接接觸,刀具的過度磨損和破損將降低零件的加工精度,甚至導致零件質量缺陷、機床損壞。因此,加工過程中,需要時時關注刀具的狀態,在其磨損到一定程度時及時更換。
目前,國內航空結構件等復雜零件切削加工行業中,刀具狀態的監控主要由操作人員根據振動、聲音等信息憑經驗判斷,要求有足夠的人力投入,且準確性受操作人員經驗的影響。因此,要實現自動化、無人化的生產,需要實現刀具狀態的自動監控。
在汽車等行業一些加工批量大、加工過程相對簡單的生產過程中,得益于ARTIS等刀具監控系統的應用,已經實現了加工過程自動化、無人化。但在復雜零件的加工過程中,由于加工過程工藝波動較大,以及存在人工干預,而ARTIS等監控系統僅根據主軸扭矩、振動等物理信號對刀具狀態進行識別,易受工藝波動和人工干預的影響而產生誤報警。
目前,國內大連機床集團技術中心[1]、沈陽第一機床廠[2]、北京航空制造工程研究所[3]等機床制造企業均掌握了ARTIS刀具監控系統的軟硬件安裝與配置,但未在實際加工中開展應用研究。成都飛機工業(集團)有限責任公司賀毅[4]提出了ARTIS刀具監控系統在航空結構件數控加工中的應用思路,但并未結合具體的零件開展實際的工程應用研究;朱紹維等[5]結合實際加工過程分析了ARTIS在航空結構件銑削加工中誤報警的本質原因,提出減小誤報警的應用措施。國外,也未見ARTIS在復雜零件銑削加工中的成熟應用案例。
因此,基于文獻[5]提出的措施,本文進一步提出兩種針對復雜零件銑削加工、減少誤報警的具體實施方案,并開發了相應的監控指令自動添加工具。實驗驗證表明,兩種方法用于不同的加工環境,可有效避免誤報警。
1 監控方案
文獻[5]中已經介紹了ARTIS刀具監控系統的軟硬件結構、運行過程及監控模式,分析了飛機結構件典型特征加工過程中的誤報警及對應的監控信號(主軸扭矩和振動)變化情況,提出了ARTIS在航空結構件銑削加工中的5項應用措施。基于其中的分段監控、手動設置放大倍率、基于最差工況的監控,本文根據航空結構件實際生產情況,提出以下兩種復雜零件銑削加工中的ARTIS應用方案。
1.1 方案一
采用standard模式,將加工程序按一定的規則分段獨立進行學習和監控,每一段設定不同的監控號。首次加工時根據基本設置中的參數全程學習,放大倍率通過輔助號預先設定,第二次加工即可進行監控。為避免人工干預導致的誤報警,每當進給倍率不為100%時自動停止對整個程序段的學習或監控(執行G0指令時不監控)。附加號對應的放大倍率根據典型工況設置。以某機床為例,監控號格式如下。


采用該方案,將加工程序分段監控,可以減少人工干預對監控過程的影響。但是受人工干預的程序段會失去監控,特別是學習過程中受到干預,后續加工中均不會監控,因此適用于無人工干預或人工干預少的加工過程。
1.2 方案二
同樣將加工程序按一定的規則分段獨立學習和監控,每一段設定不同的監控號,但采用dx/dt模式且僅設置靜態極限。首次加工時根據基本設置中的參數全程學習,將每一程序段學習得到的最大信號值置于顯示界面的固定位置(例如30%)而確定放大倍率,第二次加工即可根據該放大倍率進行監控(執行G0指令時不監控),靜態極限稍高于上述固定位置(例如40%)。以某機床為例,監控號格式如下。
采用該方案,學習和監控過程均不受人工干預的影響,但是對每一段程序,僅能基于最差工況設置監控極限,監控靈敏度較方案一差,可以通過增加分段數進行提升。
2 監控指令自動添加工具
為實現上述方案的應用,開發了監控指令自動分段添加工具,如圖1所示。單擊“Add”、“Delete”和“Clear”可載入、刪除和清空待添加監控指令的加工程序文件,輸入零件號、程序版次號和分段間隔時間(程序號從程序文件名稱中直接提取)后,單擊“Set Artis”,該工具估算加工時間并根據給定的分段間隔時間在最近的G00處添加監控號和啟停指令,對所有載入的加工程序逐個處理。
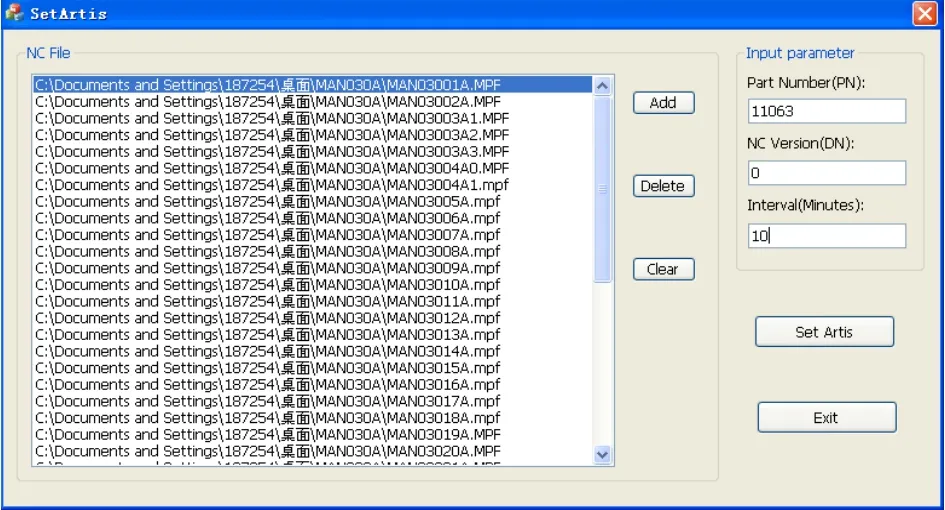
圖1 監控指令自動添加工具
對于方案一中的輔助號,每個程序文件處理時彈出對話框,由用戶輸入,如圖2所示。
添加的監控指令如圖3所示。
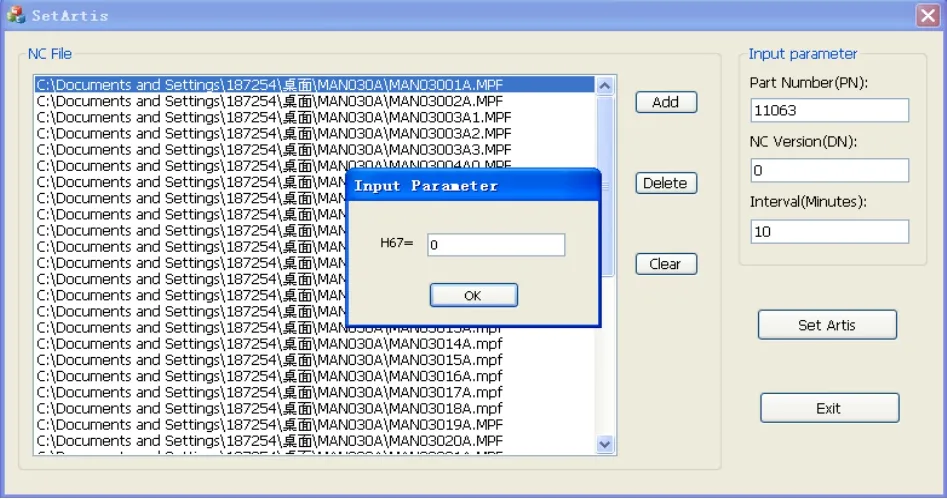
圖2 輔助號添加
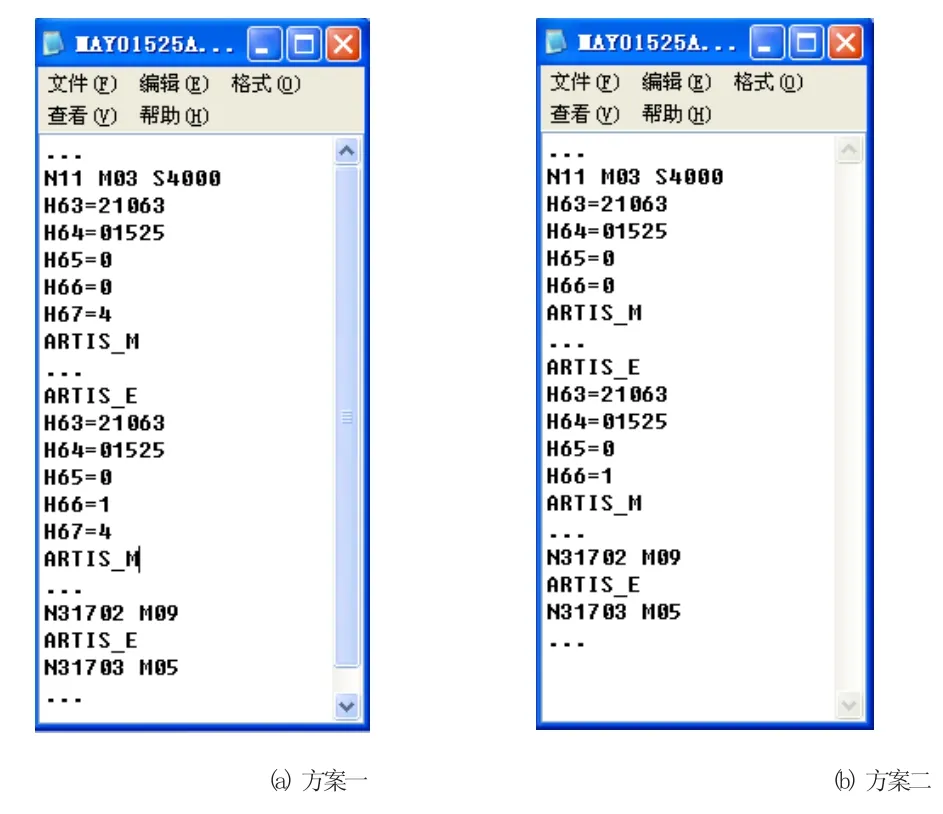
圖3 添加的監控指令
該工具僅作為實例展示一種分段方法。實際應用中,可以根據具體的加工過程采取不同的分段策略。例如,復雜零件銑削加工中,可以按CAM文件中的“操作”進行分段。此外,監控指令的添加還可以集成到后置處理工具中,在后置處理過程中自動完成指令添加。
3 應用驗證
為驗證上述兩種方案的應用效果,在某五軸立臥轉換機床上以多項典型飛機結構件為對象開展了應用驗證。ARTIS開啟兩個通道,分別監控主軸電機扭矩和Z軸電機扭矩。
圖4~圖15所示為某項零件連續6件加工過程中采用方案一對某程序段的學習/監控情況,磨損上限設為120。其中,圖4~圖9為主軸電機扭矩信號,圖10~圖15為Z軸電機扭矩信號。從圖中可以看出,時間進程上,監控時的信號與學習時的信號存在一定的錯位,其原因主要有兩個:1)機床執行相同程序的時間進程不完全一致,2)數據采集時間間隔不完全一致。但通常情況下,該錯位較小,對監控的影響不大,配合合適的監控極限,可以取得較好的監控效果。
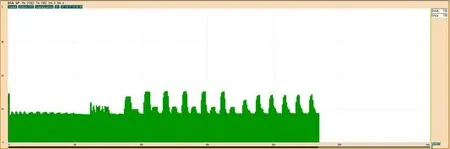
圖4 主軸電機扭矩學習(方案一,第一件)
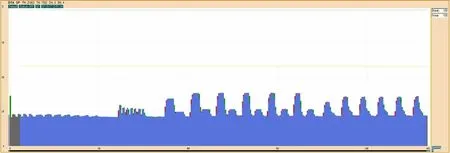
圖5 主軸電機扭矩監控(方案一,第二件)
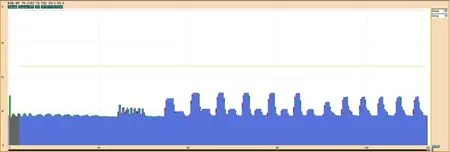
圖6 主軸電機扭矩監控(方案一,第三件)
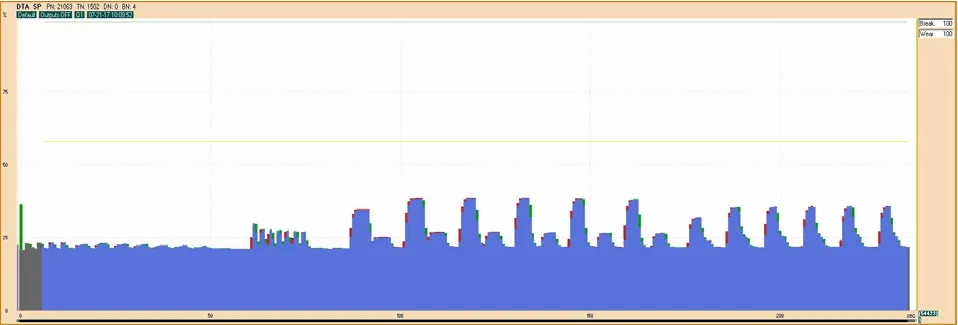
圖7 主軸電機扭矩監控(方案一,第四件)

圖8 主軸電機扭矩監控(方案一,第五件)
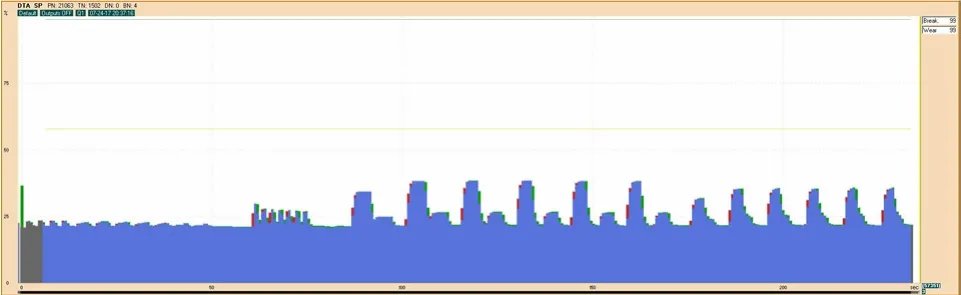
圖9 主軸電機扭矩監控(方案一,第六件)

圖10 Z軸電機扭矩學習(方案一,第一件)

圖11 Z軸電機扭矩監控(方案一,第二件)

圖12 Z軸電機扭矩監控(方案一,第三件)
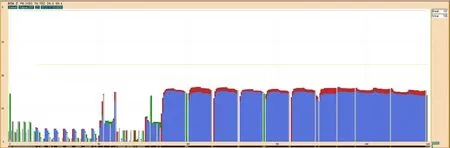
圖13 Z軸電機扭矩監控(方案一,第四件)
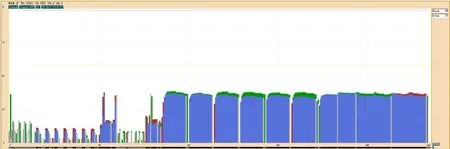
圖14 Z軸電機扭矩監控(方案一,第五件)

圖15 Z軸電機扭矩監控(方案一,第六件)
圖16、圖17為某項零件加工過程中采用方案二對某程序段的監控情況(該模式下每一屏僅能顯示10s的信號),磨損極限設置為45%。其中,圖16為主軸電機扭矩信號,圖17為Z軸電機扭矩信號。整個監控過程中,由于學習時最大值已經被限制在30%,無誤報警產生,監控極限還可以進一步降低以提高“抓錯率”。
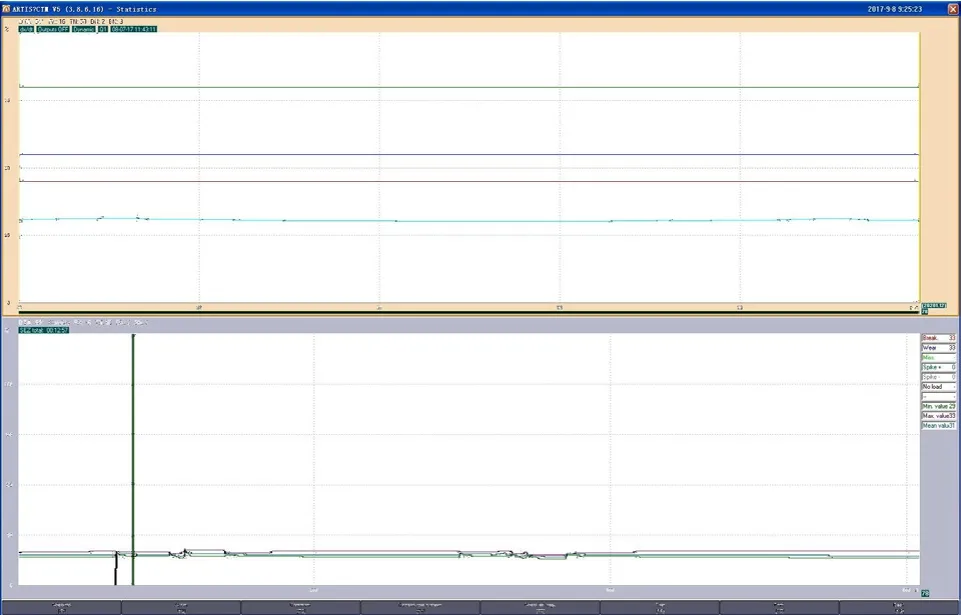
圖16 主軸電機扭矩監控(方案二)
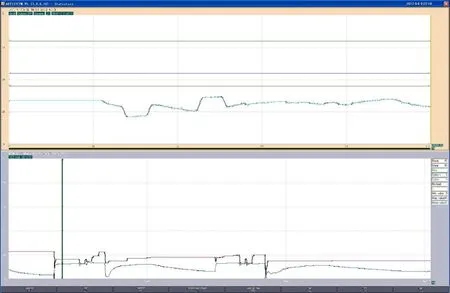
圖17 Z軸電機扭矩監控(方案二)
4 結論
根據ARTIS在復雜零件銑削加工中易受人工干預和工藝波動的影響而產生誤報警的問題,分別針對standard模式和dx/dt模式提出消除誤報警的應用方案,使其最大程度發揮監控作用。
對standard模式,通過分段并判斷進給速度使得人工干預的程序段監控失效,不會產生誤報警,其他程序段仍能正常進行監控。此外,通過附加號根據工況預設放大倍率,可以減少一次學習。
對dx/dt模式,改為全程學習,將最大信號值置于量程的固定值從而確定放大倍率,并設置高于該固定值的靜態上限,可以有效避免誤報警。通過分段監控避免信號長期處于量程的較低位置,提高“抓錯率”。
經應用驗證,上述方案可以有效避免誤報警,但是要實現準確的監控,還需要設置合理的監控極限,這需要針對具體的加工工藝從工程實踐中積累。
對于監控指令的添加,本文中僅開發了臨時工具,還可以集成在后置處理軟件中,在后置處理過程中完成指令的添加,僅要求工藝人員在前置文件中給出零件圖號和程序版次號即可。還可以根據前置文件中的編程“操作”信息,按“操作”進行分段,有助于提高監控的準確性。
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
電信科學(2016年10期)2016-11-23 05:11:56
時代農機(2015年3期)2015-11-14 01:14:29
科技傳播(2015年20期)2015-03-25 08:20:30
信息安全研究(2015年3期)2015-02-28 20:18:12
西安航空學院學報(2014年5期)2014-07-13 01:27:52
家電科技(2014年5期)2014-04-16 03:11:28
汽車零部件(2014年2期)2014-03-11 17:46:27
