焊后熱處理對309L熔敷金屬性能的影響
2018-10-09 11:01:50汪麗麗王培培楊巨文
發(fā)電設(shè)備 2018年5期
汪麗麗, 王培培, 楊巨文
(上海電氣核電設(shè)備有限公司, 上海 201306))
反應(yīng)堆壓力容器、蒸汽發(fā)生器等核島主設(shè)備需要在高溫高壓下長期運行,為防止高溫含硼水對容器的腐蝕,與一回路冷卻劑接觸的容器低合金鋼表面均要求堆焊超低碳奧氏體不銹鋼堆焊層,以控制容器內(nèi)壁的腐蝕速率低于10 mg/(cm2·月),其中309L焊接材料用于首層堆焊。根據(jù)ASME NB卷要求,焊材驗收采用熔敷金屬方式驗收,當(dāng)產(chǎn)品焊縫/堆焊層要經(jīng)歷焊后熱處理時,在焊材驗收時也需要在焊后熱處理狀態(tài)下進行試驗,焊后熱處理的保溫時間至少應(yīng)為生產(chǎn)中焊縫金屬的最長焊后熱處理保溫時間的80%。
在國內(nèi)引進消化吸收的三代非能動壓水堆核電站的設(shè)計中,核島主設(shè)備的最長焊后熱處理保溫時間要求為40 h,相比二代和二代加核電站明顯提高。因此,筆者依托三代非能動壓水堆核電技術(shù)要求,選取了3種進口牌號的不銹鋼焊帶EQ309L及埋弧焊劑,進行試板焊接,并對其在不同焊后熱處理狀態(tài)下的力學(xué)性能進行測試。
1 試驗方案
1.1 試驗項目
試驗項目為:(1)熔敷金屬化學(xué)成分分析按ASTM A751標(biāo)準(zhǔn)執(zhí)行,取自第9層堆焊層的表面;(2)熔敷金屬鐵素體含量是對上一步得到的化學(xué)元素按WRC-1992圖進行計算;(3)熔敷金屬室溫拉伸試驗按AWS B 4.0M標(biāo)準(zhǔn)執(zhí)行,試樣中心位置位于堆焊層1/2厚度位置處,試樣直徑為12.5 mm,標(biāo)距長度為50 mm;(4)微觀金相按ASTM E3-01制備,按ASTM E407-99進行檢驗。
1.2 材料
試驗采用3種進口牌號的不銹鋼焊帶EQ309L(60 mm×0.5 mm),牌號區(qū)分為A、B、C,相應(yīng)牌號的焊帶試樣號區(qū)分為A-1、B-1、C-1,其化學(xué)成分見表1。試驗采用三代非能動壓水堆核島主設(shè)備常用鍛件SA-508 Gr.3 Cl.1(100 mm×150 mm×1 000 mm)為試件母材,其化學(xué)成分見表2。
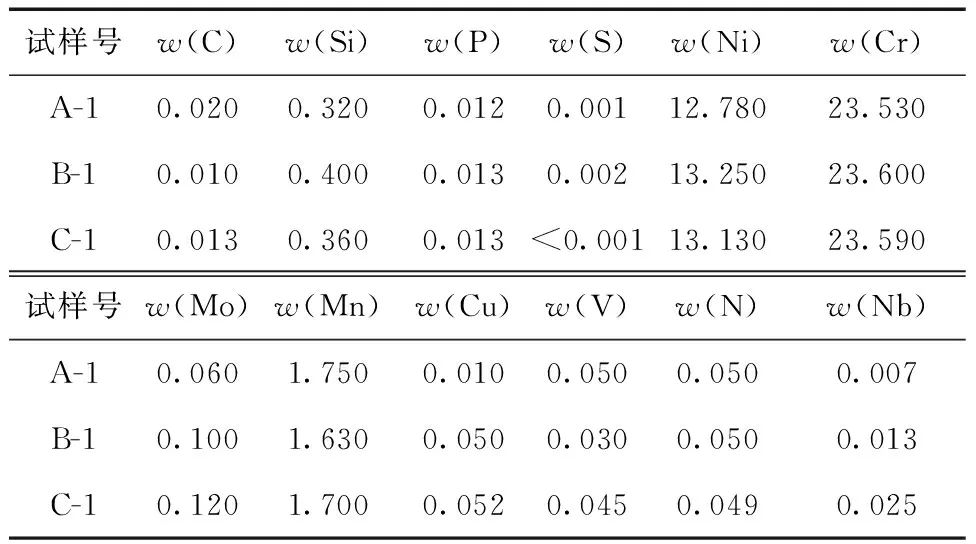
表1 試驗用焊帶EQ309L化學(xué)成分 %
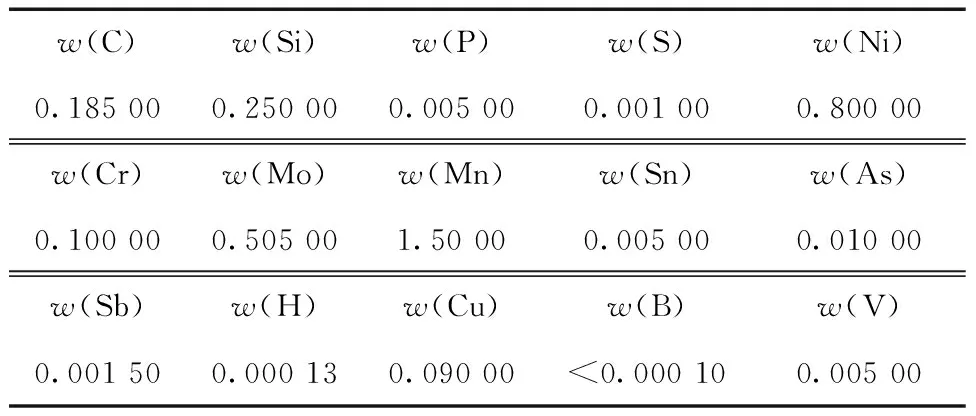
表2 試驗用鍛件SA-508 Gr.3 Cl.1化學(xué)成分
1.3 焊接工藝
采用埋弧帶極堆焊設(shè)備ESAB LAF 1600DC(見圖1)在鍛件母材上堆焊9層、總厚度不低于25 mm的309L堆焊層。

圖1 埋弧帶極堆焊設(shè)備ESAB LAF 1600DC
第1層及第2層堆焊前執(zhí)行預(yù)熱,在第1層及第2層堆焊過程中維持預(yù)熱溫度,在第2層完成堆焊后進行后熱消氫處理,后續(xù)7層的堆焊采用無預(yù)熱冷堆方式,焊接、預(yù)熱、后熱的參數(shù)見表3。

表3 主要焊接和后熱參數(shù)
1.4 熱處理工藝
焊后熱處理一般包括保溫溫度、保溫時間、加熱速率/冷卻速率等要素。
去應(yīng)力退火通常在材料Ac1-(100~200) ℃進行,SA-508 Gr.3鋼的Ac1通常在720 ℃左右[1];ASME鍋爐及壓力容器規(guī)范第III卷NB-4622中規(guī)定,SA-508 Gr.3鋼的焊后熱處理溫度為595~675 ℃;考慮到SA-508 Gr.3鋼為調(diào)質(zhì)材料,其高溫回火溫度為635~647 ℃,為了確保焊后熱處理不影響母材性能,焊后熱處理溫度上限必須與SA-508 Gr.3鋼的最低回火溫度至少相差15 K。考慮上述因素,焊后熱處理的保溫溫度設(shè)定在595~620 ℃。
焊后熱處理的加熱速率/冷卻速率參考ASME 規(guī)范第III 卷的要求,即425 ℃以上控制加熱/冷卻速率≤56 K/h。根據(jù)不同產(chǎn)品部件的使用情況,制定了焊后熱處理的保溫時間:0 h(焊態(tài))、5 h、16 h和40 h。
2 結(jié)果及分析
2.1 化學(xué)成分分析及δ鐵素體數(shù)計算
試驗采用的牌號A、B、C三種進口不銹鋼焊帶,相應(yīng)牌號的試樣號區(qū)分為A-2、B-2、C-2,其熔敷金屬化學(xué)成分和鐵素體數(shù)(按照WRC-92圖計算)見表4。
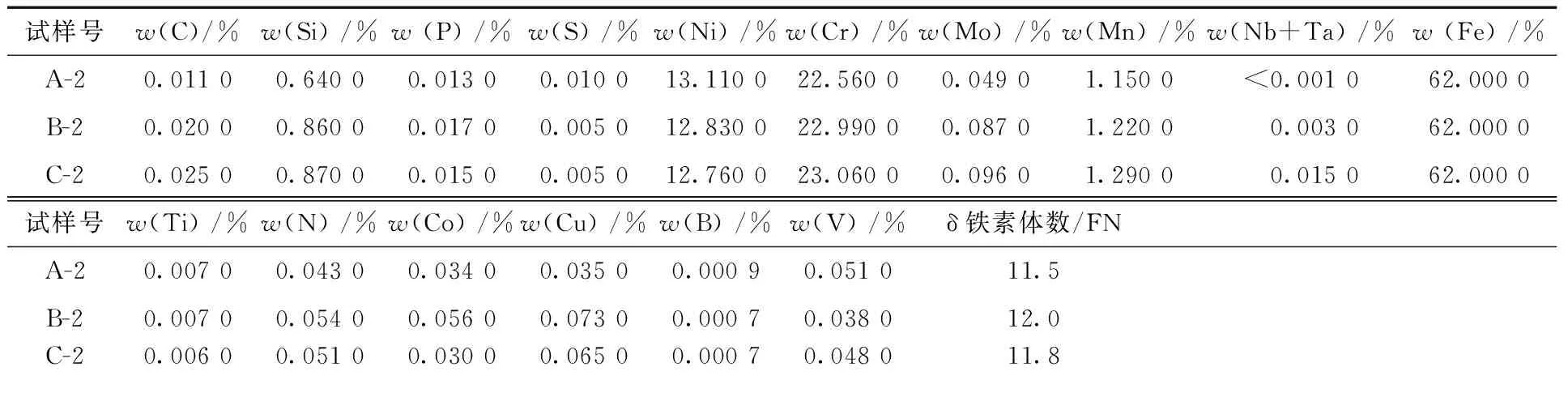
表4 熔敷金屬的化學(xué)成分及δ鐵素體數(shù)
2.2 拉伸試驗
試驗采用的牌號A、B、C三種進口不銹鋼焊帶EQ309L及焊劑的熔敷金屬在不同焊后熱處理條件下的室溫拉伸試驗結(jié)果見表5(Rp0.2為屈服強度;Rm為抗拉強度;A為斷后伸長率)。
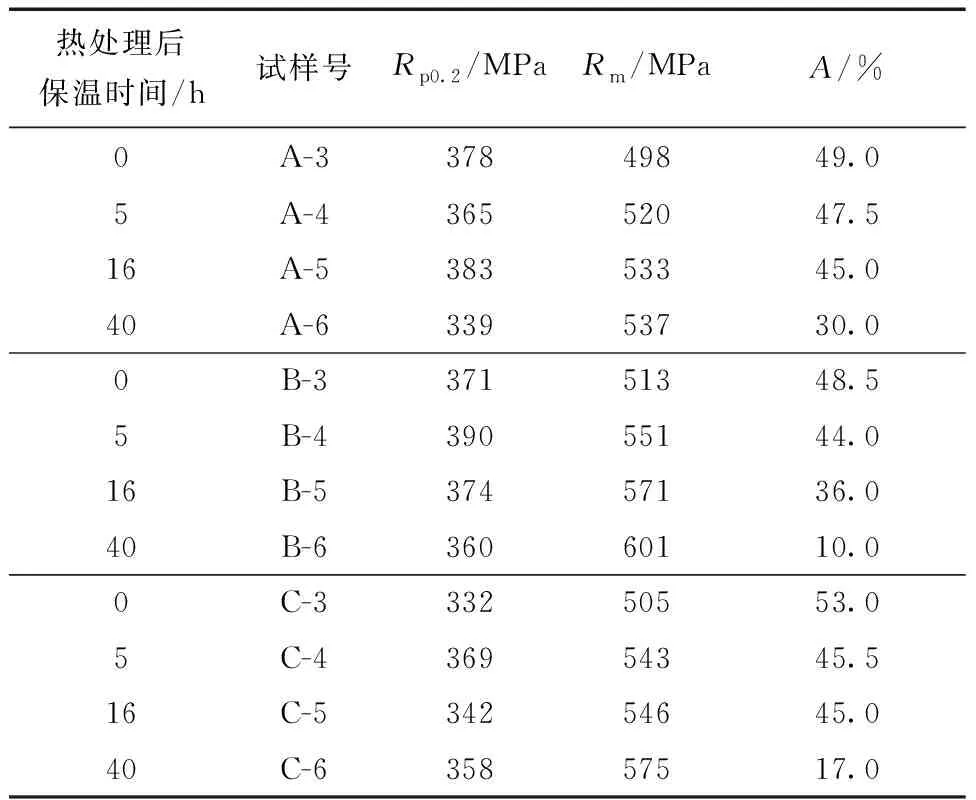
表5 室溫拉伸試驗結(jié)果
雖然牌號不同、成分不同,但是焊后熱處理對EQ309L熔敷金屬性能的影響規(guī)律基本一致:
(1) 熔敷金屬焊態(tài)抗拉強度低于熱處理態(tài)抗拉強度,隨著熱處理保溫時間增加,抗拉強度逐漸增加。對于不同牌號的焊帶及焊劑,其上升趨勢相同,但上升的幅度有所不同,如A焊帶及焊劑在16 h熱處理保溫時間后抗拉強度小幅緩慢上升,而B、C焊帶及焊劑在16 h熱處理保溫時間后抗拉強度大幅上升。
(2) 熔敷金屬焊態(tài)斷后伸長率高于熱處理態(tài)斷后伸長率,隨著熱處理保溫時間增加,斷后伸長率逐漸下降。對于不同牌號焊帶及焊劑,其下降趨勢相同,但下降的幅度有所不同,如B、C焊帶及焊劑在16 h熱處理保溫時間后斷后伸長率大幅下降。熔敷金屬焊態(tài)斷后伸長率都在48%以上,有良好的塑性。當(dāng)熱處理保溫時間分別為5 h和16 h時,斷后伸長率略有小幅下降,但仍具有較好的塑性,而經(jīng)過40 h熱處理后,斷后伸長率大幅下降,甚至降至10%。
2.3 拉伸試樣斷口分析
在5 h熱處理保溫時間條件下,拉伸斷口為典型的韌性斷口(見圖2),高倍掃描電鏡觀察到明顯的等軸韌窩特征,且韌窩密集、較深,說明在5 h熱處理保溫時間條件下熔敷金屬具有良好的塑性,表5中5 h熱處理保溫時間條件下室溫拉伸斷后伸長率基本在44%以上,斷口情況與試驗結(jié)果基本相符。
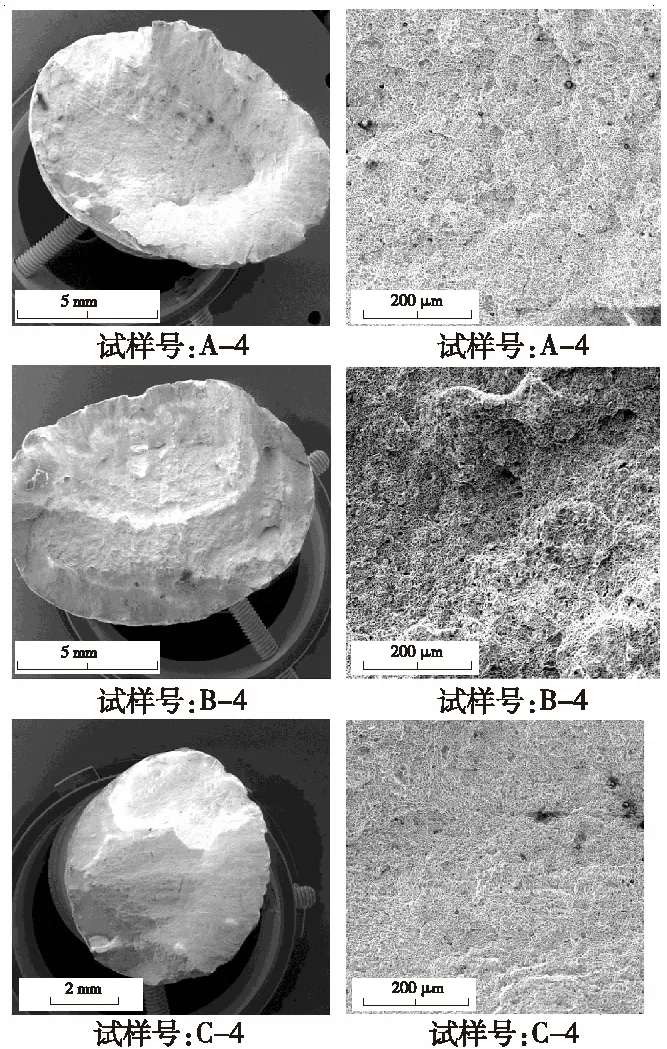
圖2 熱處理保溫時間為5 h的拉伸試樣斷口形貌
在16 h熱處理保溫時間條件下,拉伸斷口為平直斷口(見圖3),高倍掃描電鏡觀察到少部分韌窩狀結(jié)構(gòu)與準(zhǔn)解理脆性混合斷口特征,韌窩數(shù)量相比5 h熱處理保溫時間條件的情況明顯減少,但在個別區(qū)域有聚集韌窩帶,說明在16 h熱處理保溫時間條件下熔敷金屬仍具備一定塑性,表5中16 h熱處理保溫時間條件下室溫拉伸斷后伸長率基本在36%以上,斷口情況與試驗結(jié)果基本相符。
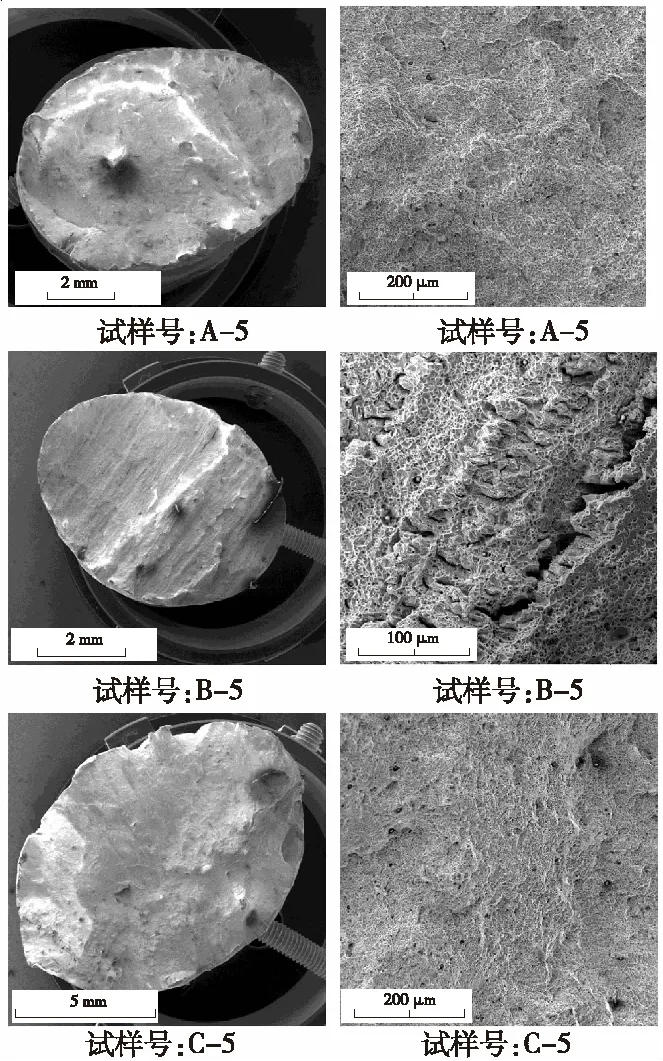
圖3 熱處理保溫時間為16 h的拉伸試樣斷口形貌
在40 h熱處理保溫時間條件下,拉伸斷口為平直斷口(見圖4),高倍掃描電鏡觀察到典型的準(zhǔn)解理脆性斷口特征,可觀察到存在明顯撕裂棱,基本無韌窩聚集的情況,說明在40 h熱處理保溫時間條件下熔敷金屬的塑性較差,表5中40 h熱處理保溫時間條件下室溫拉伸斷后伸長率大都在18%以下,斷口情況與試驗結(jié)果基本相符。
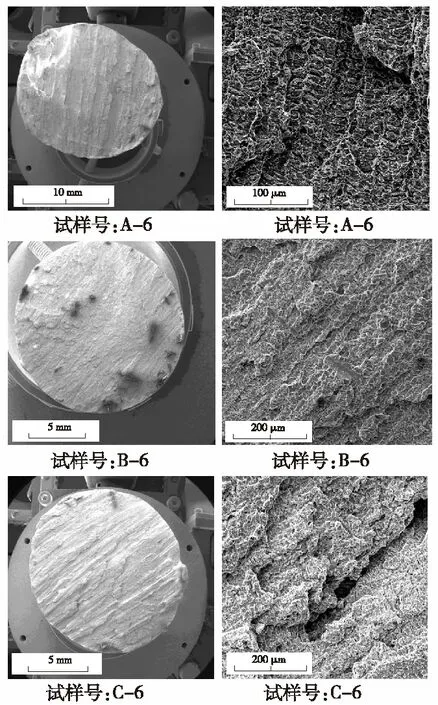
圖4 熱處理保溫時間為40 h的拉伸試樣斷口形貌
從圖2、圖3、圖4的不同熱處理保溫時間下的拉伸試樣斷口形貌來看:隨著熱處理時間的延長,韌窩狀結(jié)構(gòu)逐漸減少,準(zhǔn)解理脆性斷口特征愈發(fā)明顯,體現(xiàn)出隨著熱處理時間的延長塑性逐漸降低,基本吻合表5中不同焊后熱處理條件下的室溫拉伸試驗結(jié)果。
2.4 熔敷金屬金相分析
在5 h熱處理保溫時間條件下,金相組織為典型的奧氏體組織(見圖5),在奧氏體枝晶組織基體上分布著大量δ鐵素體,這種奧氏體與鐵素體雙相組織具有良好強度與塑性,說明5 h熱處理保溫時間后熔敷金屬組織相比焊態(tài)沒有大的改變。
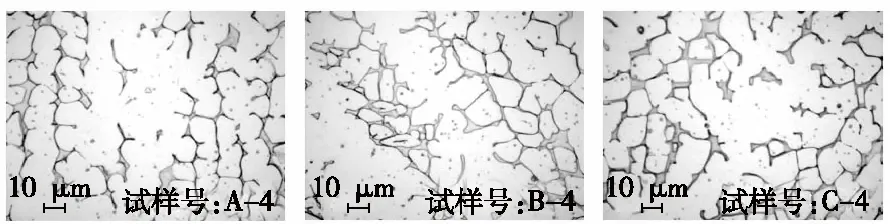
圖5 熱處理保溫時間為5 h的金相照片
在16 h熱處理保溫時間條件下,在部分δ鐵素體組織處可以觀察到黑色的顯微組織(見圖6),這是由于部分δ鐵素體在熱處理過程中發(fā)生δ→σ+γ,共析轉(zhuǎn)變。
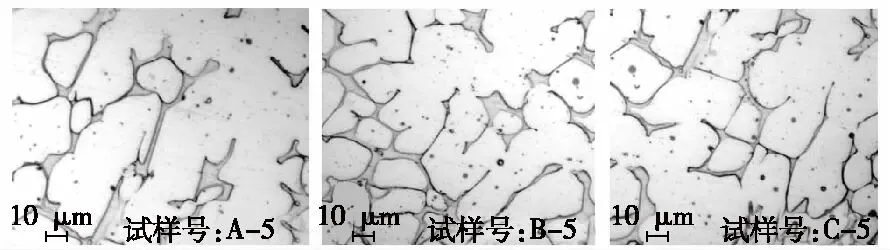
圖6 熱處理保溫時間為16 h的金相照片
在40 h熱處理保溫時間條件下,到處分布著黑色的σ相組織,已經(jīng)很難找到未發(fā)生轉(zhuǎn)變的δ鐵素體(見圖7)。
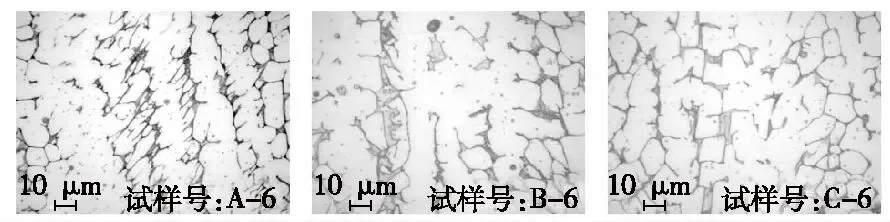
圖7 熱處理保溫時間為40 h的金相照片
3 結(jié)語
筆者采用3種牌號的不銹鋼焊帶EQ309L及焊劑進行焊接試驗,測試其熔敷金屬在不同焊后熱處理保溫時間下的拉伸性能,通過研究表明:
(1) 隨著熱處理保溫時間的增加,δ鐵素體逐漸轉(zhuǎn)變?yōu)榇嘈驭蚁啵瑪嗪笊扉L率有較大程度的降低,抗拉強度有所上升,其中鉬、鈮、鉻、鐵素體相對較低的焊材其熔敷金屬斷后伸長率相對較高,且抗拉強度相對較低。
(2) 建議通過調(diào)整焊材的成分配比(如降低鉬、鈮等鐵素體穩(wěn)定化元素以及鉻元素,提高鎳等奧氏體穩(wěn)定化元素),或者通過正確選擇熱處理保溫時間(如16 h熱處理保溫時間);σ相組織也可以通過適當(dāng)?shù)募訜帷㈦S后進行水淬或以其他方式快速冷卻而轉(zhuǎn)化為奧氏體和鐵素體,從而最終獲得良好力學(xué)性能的熱處理態(tài)EQ309L熔敷金屬。