盾構機主驅動密封跑道再制造
2018-10-09 02:51:50張佳興
機電工程技術 2018年9期
關鍵詞:檢測
張佳興
(中鐵隧道局集團有限公司專用設備中心,河南洛陽 471009)
0 引言
近年來,國內地鐵及城市綜合管廊施工里程逐年攀升,作為其施工的主要設備——盾構機,發揮著越來越大的作用,國內盾構機保有量已超過2 000臺套。盾構機適用性較為單一,基本以工程設計為依據進行設計,不具備普遍適用性,數量的增多造成部分盾構機閑置,不利于開展低碳環保施工。近年來部分制造及施工企業開展盾構機及零部件的再制造工作,一定程度上化解了盾構機閑置狀況,開展再制造工作即使再制造后的設備達到或超越原機性能。主驅動是盾構機的核心部件之一,在盾構的使用過程中,由于主軸承密封唇口與密封滑道間長期的旋轉和摩擦,密封唇口會在密封滑道相應位置造成一定的磨損。一旦造成密封與其滑道間形成較深的磨損,便會導致密封壓縮量的減少,直接影響唇口的密封性能,從而造成更多泥砂滲透入主驅動潤滑系統中,形成惡性循環,對整個主驅動密封系統造成更加嚴重的磨損,乃至對盾構機主軸承滾子、滾道及保持架造成損壞。因此,對盾構機再制造過程中磨損的密封滑道進行修復,是盾構機再制造的一個關鍵問題。
針對盾構機主驅動密封跑道的修復,大部分企業根據密封跑道磨損程度進行新制或修復,新制密封跑道不符合綠色在制造的原則,且新制成本較高,工期較長,不利于現場施工。因此,本文作者提出對盾構機主驅動密封跑道進行堆焊,采用車床對堆焊區域進行粗車、精車和磨削加工,對機加工后的主驅動密封跑道進行丙烷火焰炙烤退火,消除焊接及機加工產生的應力的修復方法進行主驅動密封跑道再制造,再制造后的主驅動密封跑道經過檢測,符合新制結構件標準。與中鐵號新機在相同的施工區域進行掘進施工,3.5 km后對修復后和新機的盾構機主驅動密封跑道進行檢測,檢測數據進行對比分析,結果表明:采用堆焊方法修復的盾構機主驅動密封跑道基本可以達到原機性能參數[1]。
1 設備使用及檢測情況
1.1 使用情況
中鐵隧道局集團有限公司保有的中鐵某號盾構機于2010年10月購置并投入使用,截至目前已完成3個項目5個區間的掘進施工任務,累計掘進里程達8 102.36 m,使用情況如表1所示。
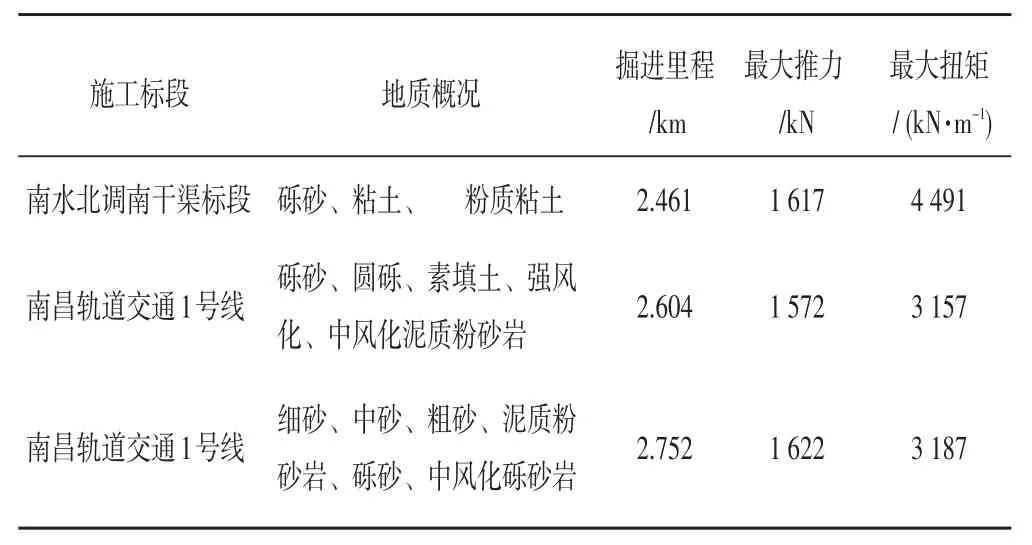
表1 中鐵某號盾構機使用情況Table 1 use of an iron shield machine
1.2 檢測情況
根據盾構機下一區間使用情況,對中鐵某號盾構機進行再制造。再制造過程中,對主驅動內、外密封跑道進行拆機檢測,分別檢測主驅動密封跑道磨損情況和表面硬度,磨損位置示意圖及照片如圖1所示,每道磨損間隔120°取一個位置,3個檢測值平均數取為該道磨損的具體數值,詳細磨損檢測數據如表2所示;將三道磨損間隔開的四道完好主驅動密封位置檢測表面硬度[3],從上至下命名為第一道至第四道,每道間隔60°進行檢測,共計6個檢測點,詳細硬度檢測數據如表3所示。根據檢測結果發現,主驅動外密封跑道第一道指型密封處最前端密封唇口處磨損嚴重,已不能繼續使用,需要對主驅動密封跑道進行修復,表面硬度值在HB260~280;主驅動內密封跑道基本未磨損,可以繼用。
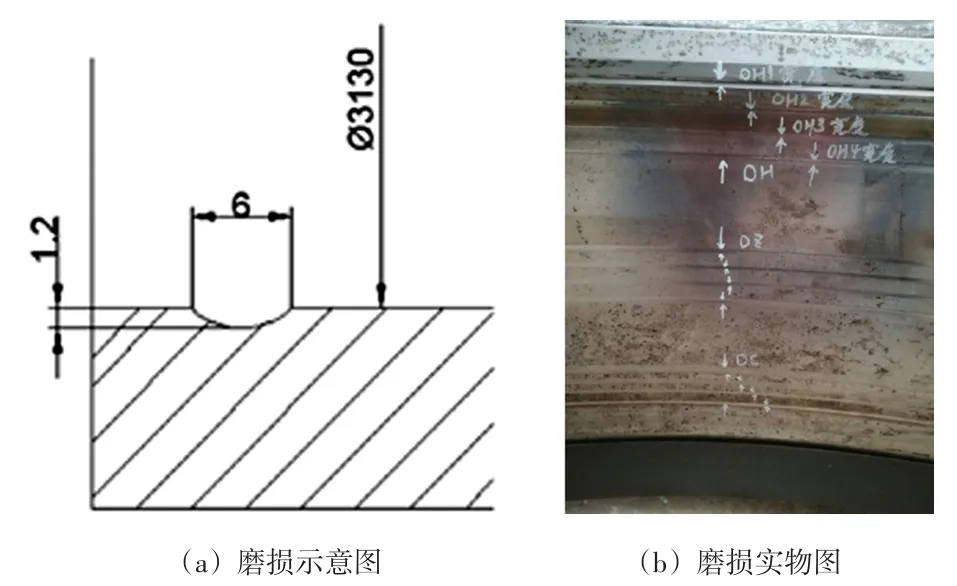
圖1 主驅動外密封跑道磨損示意圖Figure 1 Sketch map of main drive outer seal runway
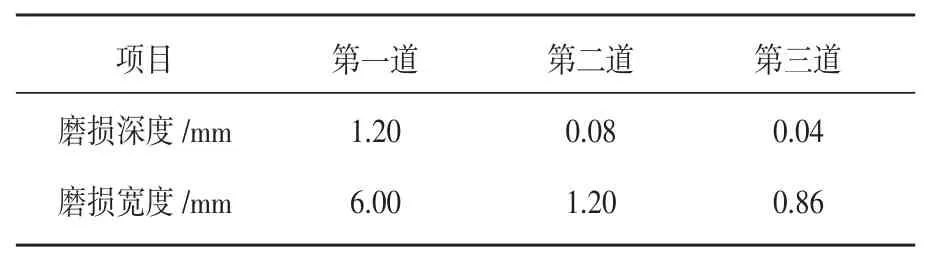
表2 主驅動外密封跑道磨損情況檢測表Table 2 test table for wear condition of the main driven outer seal runway
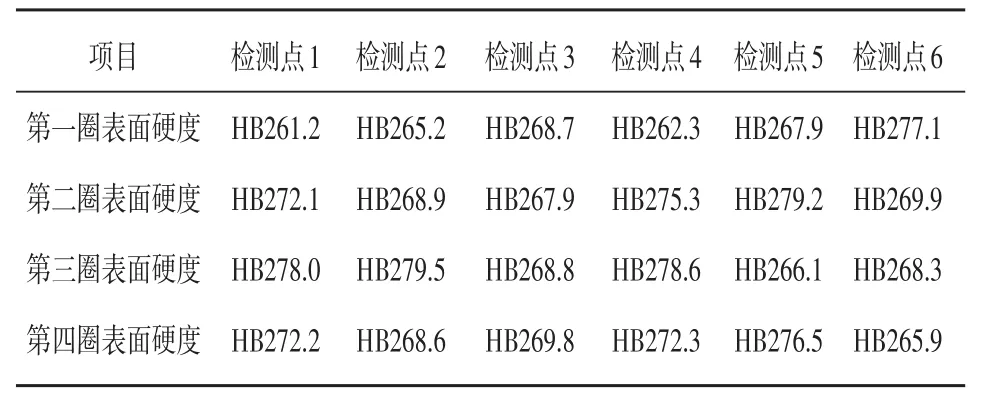
表3 主驅動外密封跑道表面硬度檢測表Table 3 surface hardness test table for main drive outer seal runway
2 外密封跑道修復
2.1 預處理
用抹布對主驅動密封跑道進行清潔,擦除表面的油污等雜質,采用千葉片對銹蝕部位進行打磨,漏出金屬本身光澤,用10%含量的草酸清潔打磨過的主驅動密封跑道,擦拭后在用干燥的抹布擦拭,保證跑到表面無殘余草酸溶液。采用游標卡尺測量密封跑道厚度,根據測量結果在不同位置標注焊接高度,焊接高度比原有尺寸高出3 mm以上,之后將密封跑道固定在模具上,根據原有尺寸進行定位裝卡。
2.2 堆焊
根據標注數據,對主驅動密封跑道進行堆焊[7],堆焊采用氬弧焊機加鐵基堆焊耐磨焊絲進行,焊前對焊接部位進行丙烷火焰炙烤預熱,焊接參數如表4所示,焊接結束后在自然條件下冷卻,焊接時應在無塵車間進行,環境相對濕度≤60%。
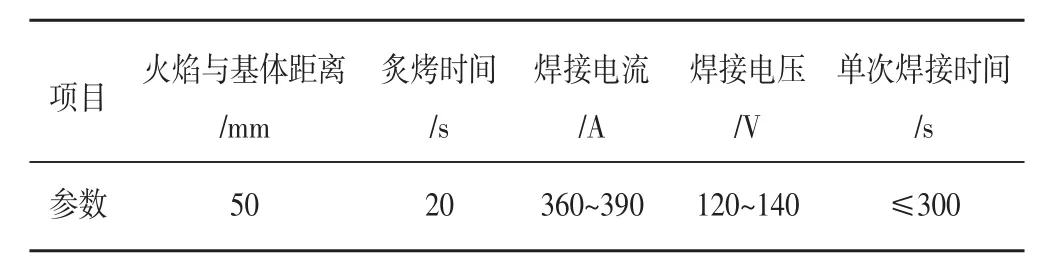
表4 主驅動密封跑道炙烤及焊接參數Table 4 the main runway burn driving sealing and welding parameters
2.3 機加工
根據模具對主驅動密封跑道的定位,對主驅動密封跑道進行精車,單次車削厚度≤0.5 mm,每次車削后測量主驅動密封跑道的厚度,當厚度大于基準厚度在1 mm左右時,停止車削,采用磨床進行磨削加工,直至達到原始尺寸,車削及磨削加工[4]參數如表5所示。
2.4 熱處理
采用丙烷氧氣火焰,對機加工后的主驅動密封跑道進行炙烤,炙烤采用中焰進行,四把割槍同時進行,單次火焰停留時間不超過1 min,往復炙烤30 min,炙烤過后在自然環境下冷卻,環境溫度大于或等于18℃,環境相對濕度小于或等于30%。
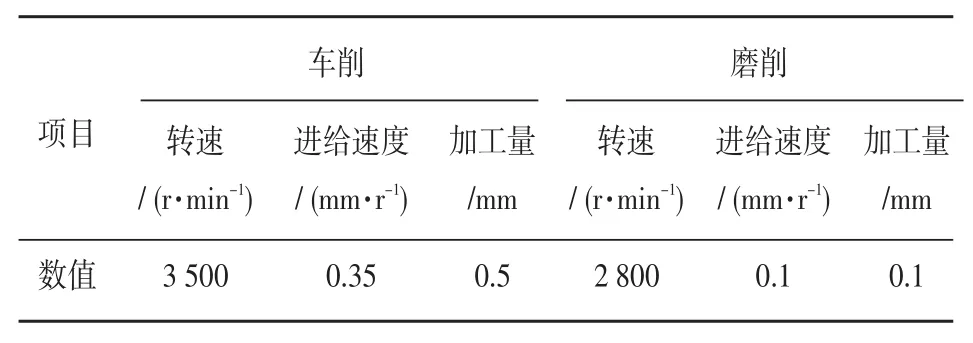
表5 車削及磨削加工參數表Table 5 turning and grinding parameters table
3 檢試及分析
對采用堆焊技術修復的密封滑道表面進行檢測分析,了解堆焊層殘余應力、表面質量、表面硬度等項目參數,從而評價修復效果。
3.1 表面著色滲透探傷
由于堆焊過程中容易產生微裂紋,而滑道修復位置需長期承受相對滑動,故修復完成后需要對修復位置進行嚴格檢查。滲透探傷[8]是檢驗表面開口缺陷的常規方法,滲透探傷的基本原理是在被檢工件表面涂上某種具有高滲透能力的滲透液,利用液體對固體表面細小孔隙的滲透作用,使滲透液滲透到工件表面的開口缺陷中,然后用水或其它清洗液將工件表面多余的滲透液清洗干凈,待工件干燥后再把顯像劑涂在工件表面,利用毛細管作用將缺陷中的滲透液重新吸附出來,在工件表面形成缺陷的痕跡,經著色滲透探傷檢測,判斷修復后的主驅動密封是否符合使用要求。
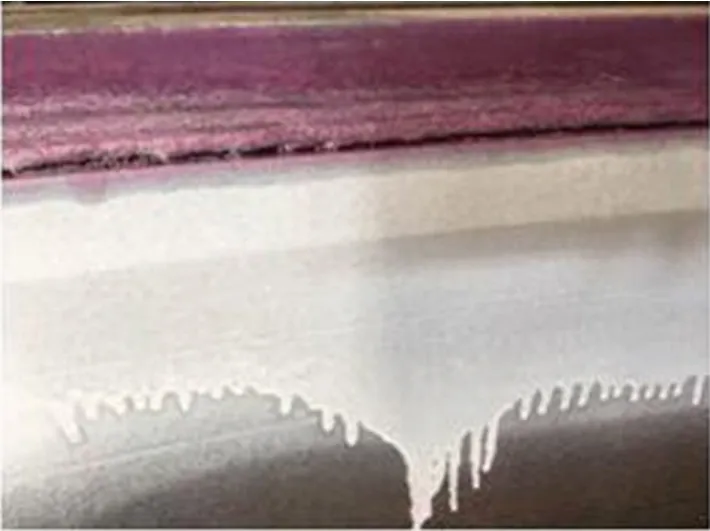
圖2 著色滲透探傷結果Figure 2 coloring penetration test results
3.2 表面殘余應力檢測
采用DD-12型便攜式X射線應力測定儀,在試樣中心位置選擇測點,進行殘余應力測試,并由儀器自動生成殘余應力值。殘余應力測量原理基于X射線衍射理論。當一束特定λ波長的X射線照到試樣表面上時,會在一定角度2θ上接收到反射的X射線強度極大值(即衍射峰),X射線波長λ、衍射晶面間距d和衍射角2θ之間遵從布拉格衍射定律:2dsinθ=nλ(n=1,2,3,…)。在特定λ波長的條件下,布拉格定律把宏觀上可以測量的衍射角2θ與微觀的晶面間距d建立關系。當材料中有應力σ存在時,其晶面間距必然隨晶面與應力相對取向不同而變化。按照布拉格定律,衍射角2θ也會相應改變。因此可以通過測量衍射角2θ隨晶面取向不同而發生的變化來求應力σ。隨機分別選擇密封跑道部位進行應力測試,同時進行剝層處理,獲得深度方向殘余應力值[2],具體結果如表6所示。根據檢測結果分析,修復后的主驅動密封跑道殘余應力在合理范圍內(經驗分析),可以繼續使用。

圖3 殘余應力測試Figure 3 residual stress test

表6 殘余應力檢測表Table 6 residual stress test table
3.3 硬度檢測報告
采用TIME 5350里氏硬度計對堆焊修復后的密封滑道表面及基體進行硬度檢測[5]。分別在外密封與內密封選取4個位置點,每個位置分別測量基體與堆焊部位各5次,并取平均值。測試結果如表7所示,基體硬度HRC 26左右,堆焊區域硬度平均為HRC 37左右,堆焊區域硬度值大于基體硬度,滿足硬度要求。
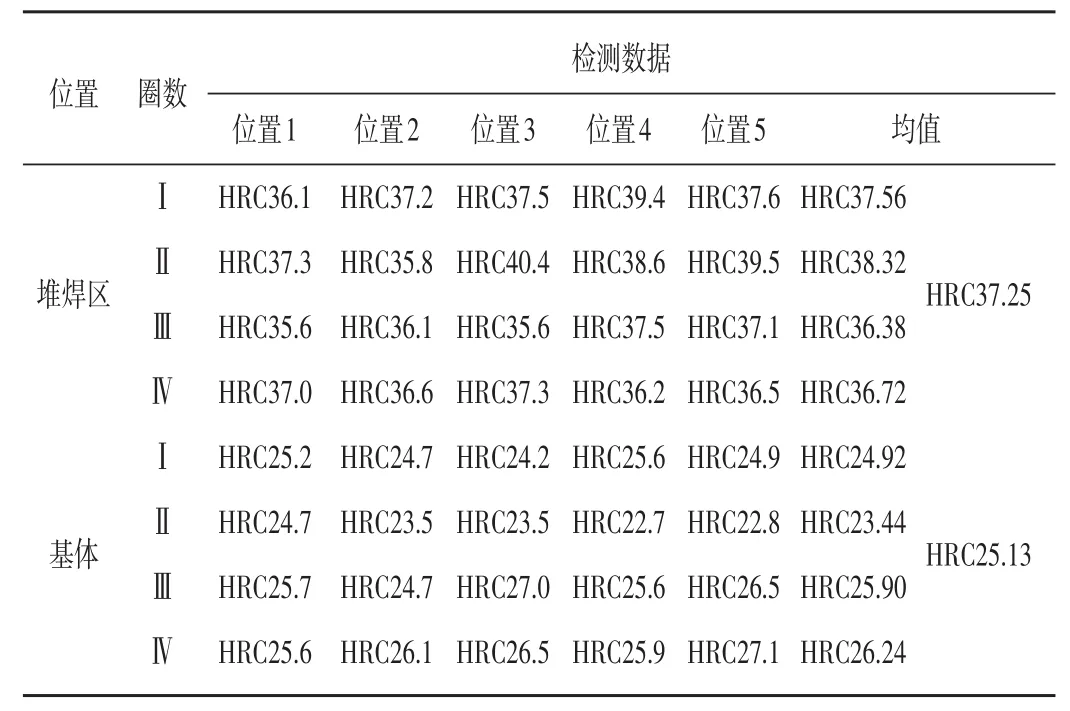
表7 表面硬度檢測表Table 7 surface hardness test table
3.4 表面粗糙度檢測
TIME 3110袖珍式表面粗糙度儀,分別在外密封選取4個位置點,每個位置分別測量5次,并取平均值。測試結果如下表所示。可見堆焊區域表面粗糙度[6]值在Ra 0.9~1.7 μm之間,平均為Ra 1.2 μm左右,滿足表面質量標準。
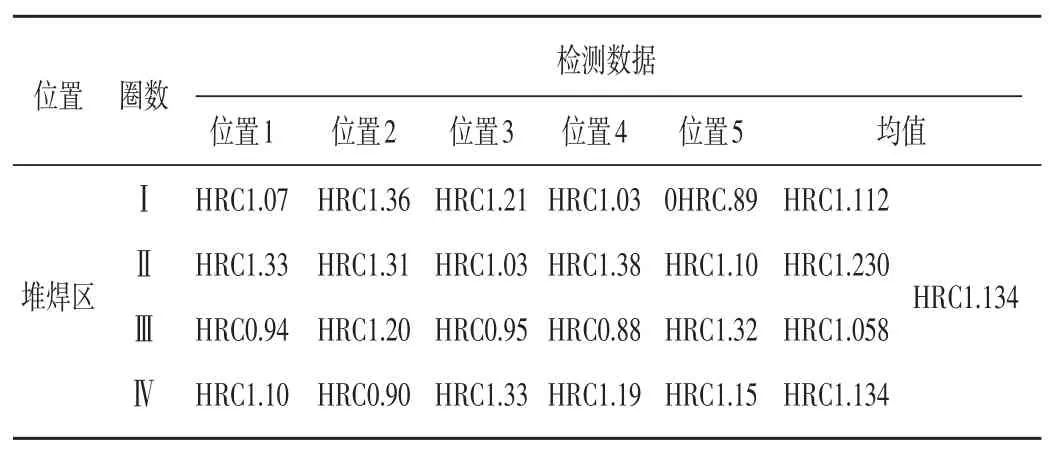
表8 表面粗糙度檢測表Table 8 surface roughness measuring table
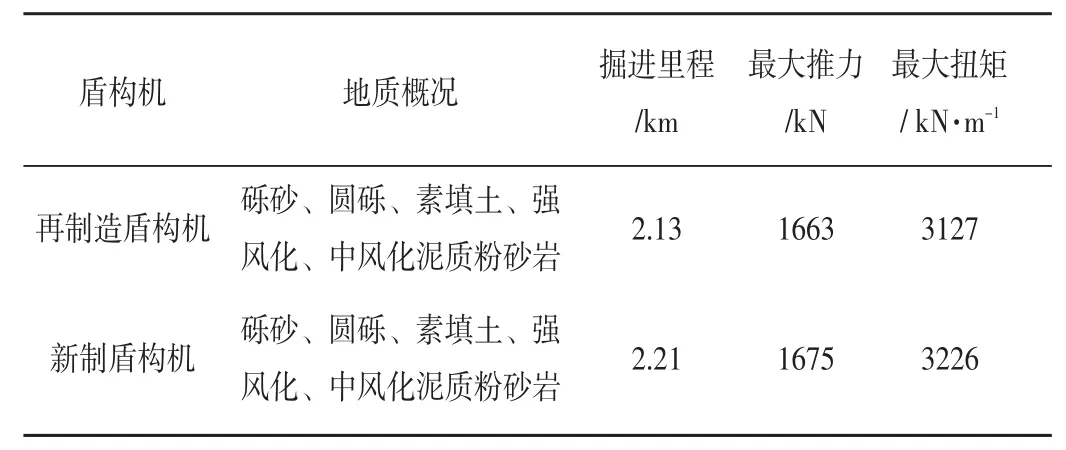
表9 盾構機掘進參數對比表Table 9 contrast table of tunnelling parameters of shield machine
4 試驗及對比分析
修復后的主驅動密封跑道安裝在原中鐵某號盾構機上,在礫砂、圓礫、素填土、強風化、中風化泥質粉砂巖地層進行掘進,在同標段另一區間掘進的是中鐵某號新盾構機掘進情況參數對比如表9,根據表9分析可知,兩臺盾構機掘進情況外部條件基本一致,在掘進2.13 km拆機檢測后發現,再制造的盾構機主驅動密封跑道磨損0.004 mm,全新盾構主驅動密封跑道磨損0.006 mm,兩臺設備主驅動密封跑道磨損情況基本一致,初步判斷修復后的盾構機主驅動密封跑道基本達到新機標準。
5 結論
目前對盾構機進行再制造的企業比較多,再制造的標準不盡相同,磨損主驅動密封跑道大多數廠家進行更換,不利于再制造技術綠色發展。本文作者依托中鐵某號盾構機再制造項目,對盾構主驅動密封跑道進行修復,對修復后的主驅動密封跑道進行檢測,各項指標均符合新機標準,并在在礫砂、圓礫、素填土、強風化、中風化泥質粉砂巖地層進行對比掘進,分析后得到如下結論:
(1)主驅動密封跑道采用堆焊、機加工、簡單熱處理后,各項指標均滿足新機標準,為盾構再制造產業提供一定支持。
(2)修復后的盾構主驅動密封跑道在相同施工環境下與新機進行對比試驗,掘進2.13 km后磨損情況基本相同,初步判斷主驅動密封跑道修復技術可行,但還需進行長期對比試驗,驗證技術可靠性。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
