基于逆向工程與快速成型技術的產品改良設計*
2018-10-09 02:51:40諸進才胡艷娥
機電工程技術 2018年9期
諸進才,胡艷娥,羅 武
(廣州鐵路職業技術學院,廣東廣州 510430)
隨著當前制造業的快速發展和用戶對產品的要求不斷地提高,產品更新換代越來越快,這對產品開發提出了更高的要求[1]。利用先進設計與制造理念和手段,對現有產品進行再設計以滿足用戶要求的產品開發方法是縮短產品開發周期和降低產品研制開發成本的一種可行方法[2-3]。本文作者以市場上流行的一款鞋油瓶蓋的改良設計流程為藍本,闡述基于逆向工程與快速成型技術的產品創新設計應用過程。
1 基于逆向工程的產品數字化建模流程
逆向工程(Reverse Engineering,RE)是將實物模型轉變為CAD模型的相關數字化測量技術、幾何模型重建技術和產品制造技術的總稱[4]。基于逆向工程的產品數字化建模就是根據已經存在的產品原型或實物模型,反向推出產品的設計數據(包括設計圖紙或數字模型)的過程,是一個“從有到無”的過程[5]。
1.1 改良設計任務
一家專門生產高級液體鞋油的公司所用的塑料油瓶外包給另一家塑膠模具公司。由于模具公司設計部電腦受到黑客攻擊導致所保存的原鞋油瓶的所有設計圖檔等數據全部丟失。前期有用戶在使用該款鞋油時反饋瓶蓋過于光滑,不易扭開。經過前期的市場調研,公司決定在現有瓶身的基礎上,重新優化設計鞋油瓶蓋,推出一款新的鞋油產品。
1.2 原模型設計數據的獲取
要對原有鞋油瓶蓋進行改良設計,首先必須獲取與之配合的原有鞋油瓶身的設計數據。本文作者采用某公司的Win3DD單目三維掃描儀掃描鞋油瓶身。
(1)掃描儀標定。在正式掃描之前必須先對掃描儀進行標定以保證掃描的精度,如圖1所示調整掃描距離,將標定板放置在視場中央,通過調整硬件系統的高度以及俯仰角,使兩個十字叉盡可能重合[6]。將標定板水平放置,調整掃描距離后點擊“標定”。根據界面左上角的標定指示直到完成標定工作。
(2)標志點粘貼。由于物品是空間曲面輪廓,不可能一次性掃描完畢,因此需要在待掃描物體上貼上標志點,借助標志點將當前掃描得到的點云數據與前一次掃描得到的點云數據進行拼接,最終完成整個物品的數據拼接。標志點要盡量貼在工件的平面區域或曲率較小的曲面,且距離工件邊界較遠一些。標志點不要貼在一條直線上,且一定避免對稱粘貼。公共標志點至少為4個,由于圖像質量、拍攝角度等多方面原因,有些標志點不能正確識別,因而用盡可能多的標志點,一般5—7個為宜。粘貼的標志點要保證掃描策略的順利實施,并使標志點在長度、寬度、高度方向均應合理分布。鞋油瓶身粘貼的標志點如圖2所示。
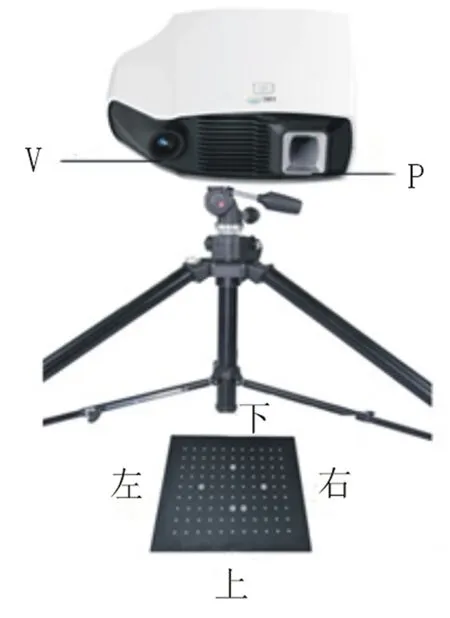
圖1 掃描儀定標

圖2 瓶身標志點粘貼情況
(3)掃描過程。點擊“新建工程”按鈕,選擇“拼接掃描”后確定,軟件上出現了待掃描物品,盡可能地將“十”字光標對準零件的幾何中心位置,然后點擊“單幀掃描”完成物品數據的第一次獲取,然后轉動物品再次掃描,直到全部數據掃描完畢,得到如圖3所示的瓶身點云數據。

圖3 掃描得到的瓶身點云數據

圖4 根據掃描結果還原的瓶身三角網絡模型
1.3 點云數據前處理
根據鞋油瓶身的結構特點,選擇逆向工程點云處理軟件Geomagic Wrap對點云數據優化處理。首先對點云進行優化處理(去噪、去除體外孤點等),然后對其進行“封裝”處理,得到由小三角面片組成的瓶身模型,再對小三角面片進行優化處理(如簡化模型、去除表面特征、砂紙打磨等),得到一個跟原始瓶身相近的、表面較為光滑的瓶身模型(圖4)。
經“封裝”處理得到的模型是表面全部由三角面片所組成的“殼體”模型,需另存為其他三維軟件都能識讀的中性格式數據文件,即STL格式文件。
1.4 產品CAD三維模型重構
將前一步驟得到的瓶身三角網格模型導入三維設計軟件進行進一步的實體化設計。首先,根據產品外形左右對稱的特征,提取其三維特征,以瓶底為基準建立3個相互垂直的基準面(包括中間對稱平面)。然后再結合關鍵點抽取、草繪樣條曲線、混合或邊界曲面、裁剪、鏡像、組合等命令,完成產品外觀曲面模型的重構,如圖5所示。
由于該設計目的在于瓶蓋的改良設計,因此瓶身只要完成其外形曲面造型即可。
2 產品改良創新設計
根據客戶反饋的意見,此處需解決的關鍵問題是瓶蓋的過于光滑導致不易擰開。瓶身造型不作改動,因此新設計的瓶蓋要保持與原瓶身的設計風格一致。

圖5 根據掃描結構還原的瓶身實體模型

圖6 瓶蓋改良設計效果
根據前述步驟已經完成的瓶身曲面模型,應用三維軟件設計與之配套的鞋油瓶蓋,根據創新設計方案的可行性、合理性和零件的工藝性,使其擁有合理的產品料厚和裝配結構,進一步完成瓶蓋的結構設計。
首先考慮的是防滑設計,根據鞋油瓶嘴有一定的傾斜,一般拔開的人都會往后向上傾斜45°拔開,這樣摩擦力也會往后上傾斜45°,所以把防滑痕設計成斜向上45°微凸起彎月型,這樣既起到防滑作用,又美觀,如圖6所示;其次,考慮到大規模大批量生產時的模具脫模的要求,高度設計為0.15 mm;最后,考慮到瓶蓋的使用頻率較高,在設計時特意在開口面處設計了3道加強筋以增強蓋子的抗變形能力,同時有效防止由于使用過多而導致蓋子損壞。
3 基于快速成型技術的產品快速制造
快速成型技術又稱快速原型制造(Rapid Prototyping Manufacturing,RPM,俗稱3D打印技術)技術,誕生于20世紀80年代后期,是基于材料堆積法的一種高新制造技術,被認為是近20年來制造領域的一個重大成果[7]。它集機械工程、CAD、逆向工程技術、分層制造技術、數控技術、材料科學、激光技術于一身,可以自動、直接、快速、精確地將設計思想轉變為具有一定功能的原型或直接制造零件,從而為零件原型制作、新設計思想的校驗等方面提供了一種高效低成本的實現手段[8]。快速成形技術是利用三維CAD的數據,通過快速成型機,將一層層的材料堆積成實體原型。
考慮到蓋子有3個面是密封面,如果開口面朝下,蓋子里面必然會填滿了填充材料,并且在去除填充材料時有可能導致表面的一些小細節(如卡扣)損壞。如果是開口面朝上,填充材料將大幅減少,卻可能造成外表面粗糙度增大,其可以通過打磨來消除。通過對比分析,決定采用開口面朝上的方案,如圖7所示,打印出來的實物如圖8所示。經測試,改良設計得到的瓶蓋能很好地完成與原有瓶身的配合,扭開時不易打滑,整體裝配效果符合客戶的要求。

圖7 3D打印機導入設計模型

圖8 3D打印得到的創新設計的瓶蓋模型
4 結論
逆向工程不是簡單地將原有物體還原,而是在還原的基礎上進行二次創新;3D打印技術也不只是快速地將模型打印出來,更多的是有思想的創造模型;逆向工程與3D打印技術的結合可以快速地還原物體原貌并快速制作出創新設計的實物模型,其二者的互補已廣泛應用于工業領域并取得了重大的經濟和社會效益。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
