ACR改性PC/PLA共混合金及性能研究
2018-09-22 08:05:10王濤沈欽珍鄭燕林潤雄
橡塑技術與裝備 2018年18期
王濤,沈欽珍,鄭燕,林潤雄
(青島科技大學高性能聚合物研究院,山東 青島 266042)
聚碳酸酯(PC),是一種主鏈上帶有碳酸酯鍵的無定型聚合物,是五大工程塑料之一,具有韌性好、沖擊強度高、使用的溫度范圍廣、成型收縮率低、透明度高、無毒無味等優點,無論是在日常生活中還是在某些有特殊需求的領域都有涉及。但是聚碳酸酯的熔體黏度高,導致其加工流動性較差,不僅給擠出過程帶來困難,還容易造成擠出機的堵塞。由聚碳酸酯制得的產品缺口敏感,容易應力開裂,影響最終產品的使用。并且聚碳酸酯不可降解,廢棄之后對生態環境的負擔較大[1~2]。
聚乳酸(PLA),也稱聚丙交酯,屬線性脂肪族熱塑性聚酯,因其本身具有優良的生物相容性和可完全生物降解的特性,得到越來越多的重視。作為一種環境友好型材料,PLA來源于玉米等農作物,可完全降解,降解產物是CO2和H2O,對環境完全無害,另一方面聚乳酸與生物體的組織器官相容性良好,所以在很多領域尤其是醫學上得到廣泛應用。并且生產聚乳酸所需的能耗低,不同于其他的熱塑性樹脂,聚乳酸在180℃的條件下就能從擠出機的機頭擠出。但其性脆、斷裂伸長率低、耐熱性差、生產成本高等缺點限制了PLA的發展前景[3~4]。
把耐熱性、韌性均優異的聚碳酸酯和具有生物可降解性的聚乳酸進行共混,不僅賦予了聚碳酸酯生物降解性,而且也拓寬了聚乳酸的應用范圍。但是聚碳酸酯和聚乳酸的相容性不好,需要進行改善。通常采用的方法是在共混擠出時添加增韌劑,具有代表性的增韌劑是丙烯酸類樹脂(ACR),ACR的加入在提高了PC/PLA合金的相容性的同時,也使合金的力學性能和加工性能得到提高。
1 實驗部分
1.1 原材料
PC,臺灣奇美實業股份有限公司;PLA,博立生物材料有限公司;ACR-61,瑞豐高分子材料有限公司;ACR-401,瑞豐高分子材料有限公司;ABS-181,奇美實業。
1.2 實驗設備
雙螺桿擠出機(SHJ-30),南京杰思特機電公司;注塑機(F2V-130),東華機械公司;洛氏硬度計(XHR-150),上海材料試驗機廠;拉伸強度測試儀(GT-TCS-2000),高鐵科技股份有限公司;彎曲強度測試儀(GT-TCS-2000),高鐵科技股份有限公司;沖擊強度測試儀(GT-7045-HDH),高鐵科技股份有限公司;熔融指數儀(GT-7100-MⅠ),高鐵檢測儀器有限公司;負載熱變形溫度測定儀(GTHV2000A-C6W),高鐵科技股份有限公司。
1.3 樣品制備
首先將需要用到的原料PC 、PLA、ACR-61、ACR-401、ABS-181分別在烘箱中80℃干燥12 h,然后按照事先擬好的配方進行配料:分別稱取PC900 g,PLA100 g各7份混合裝入密封袋中備用,留出1份不添加相容劑的PC/PLA樣品,再依次稱取20 g、40 g、60 g、80 g的ACR-61,60 g的ACR-401,60 g的ABS-181分別裝入6份待用的PC/PLA樣品中搖晃均勻,編號。混合均勻后經過雙螺桿擠出機(擠出溫度從200℃~225℃每5℃遞增)進行熔融共混改性、造粒,并將得到的物料顆粒干燥后注塑成標準樣條。(注塑溫度從210℃上升到230℃,注塑最大壓力設定為75 MPa,注塑最大速度設置為80%)
1.4 性能測試
拉伸強度測試:采用啞鈴型標準試樣,試驗溫度為室溫,每組5條,拉伸速率20 mm/min,單位MPa。試驗標準:GB/T 1040.2—2006。
彎曲性能測試:試驗溫度為室溫,每組5條,單位MPa。試驗標準:GB/T 9341—2008。
缺口沖擊性能的測試:試驗溫度為室溫,每組5條,缺口深度2 mm,單位kJ/m2。樣條規格:80 mm×8 mm×4 mm。試驗標準:GB/T1843—2008。
洛氏硬度:XHR-150型塑料洛氏硬度計,每組5個。試驗標準:GB/T230.2—2012。
溶體流動速率測試:測試溫度220℃,負荷10 kg,按時間稱取流出的質量,單位g/10 min。試驗標準 :GB/T3682—2000。
維卡軟化溫度測試:高速鐵檢驗公司生產的GT HV2000A-C5W型維卡變形測試儀。樣品規格:10 mm×10 mm×4 mm,每個樣品不少于3份。試驗標準:GB/T 1633—2000。
2 數據結果及討論
2.1 ACR-61用量對PC/PLA合金拉伸性能的影響
從圖1可以看出,隨ACR-61用量的增加,PC/PLA合金的斷裂伸長率增加明顯,拉伸強度有小幅下降,表明ACR-61能顯著提高PC/PLA合金的延展性能的同時又不太影響合金的強度,這是ACR-61對PC/PLA合金增韌的直接表現。但是,隨著ACR-61含量的進一步提高,合金的斷裂伸長率又逐漸降低,所以ACR-61的用量不宜過高,在4%左右為宜。
2.2 ACR-61用量對PC/PLA合金彎曲性能的影響
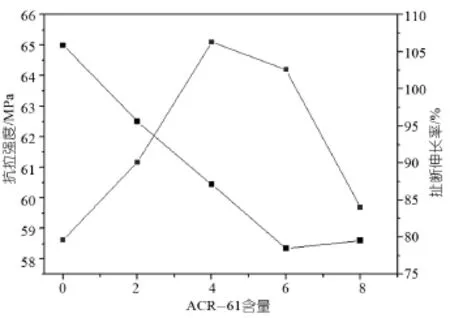
圖1 ACR-61用量對拉伸性能的影響
彎曲強度的大小反映了材料抵抗彎曲應力而發生變形的能力,主要和分子鏈的柔順性有關。從圖2可以發現,隨著ACR含量的增加,PC/PLA合金的彎曲強度和彎曲模量曲線呈現出逐漸降低的趨勢,不過降低的幅度并不大,并不影響其實際使用。合金彎曲強度和彎曲模量降低的主要是ACR的增韌效果造成的,與拉伸強度降低的原因一樣。
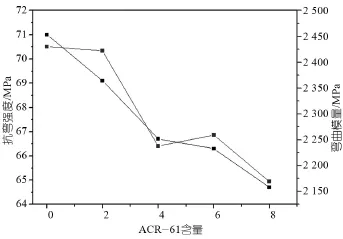
圖2 ACR-61用量對彎曲性能的影響
2.3 ACR-61用量對PC/PLA合金缺口沖擊強度的影響
從圖3可以看出:ACR-61的加入能夠在一定范圍內明顯提高PC/PLA合金的缺口沖擊強度,當ACR-61的加入量在 4%的時候,沖擊強度提高的程度最大;當加入量大于4%時則缺口沖擊強度下降。ACR-61用量對合金沖擊強度的影響和對合金斷裂伸長率的影響非常一致,主要原因是:ACR-61的增韌機理跟其結構有關,起到增韌效果的是其核層,即聚丙烯酸丁酯橡膠層,增韌的機理和橡膠增韌塑料的機理一樣,為多重銀紋化-剪切帶理論。裂紋產生時,由于ACR-61的存在能吸收大部分沖擊產生的能量,并形成銀紋和剪切帶阻止裂紋進一步擴展而導致材料的斷裂,所以ACR-61的加入能夠明顯提高合金的沖擊強度和斷裂伸長率。但是,ACR-61的用量過多,會出現團聚現象,以小球的形式分散在PC中,使合金呈現兩相結構,在力學性能上就表現為沖擊強度和斷裂伸長率的下降。
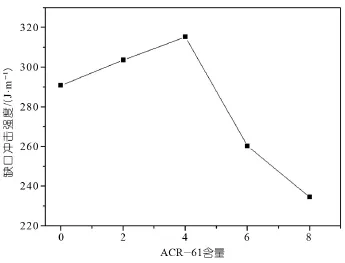
圖3 ACR-61用量對沖擊強度的影響
2.4 ACR-61用量對PC/PLA合金硬度的影響
從圖4可以看出,由于ACR-61的增韌作用,隨著其含量的增加,PC/PLA合金的洛氏硬度值略有降低,但是降低的非常少,這種硬度上的微小變化并不會對合金性能造成影響。
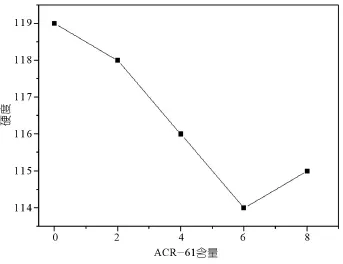
圖4 ACR-61用量對硬度的影響
2.5 ACR-61用量對PC/PLA合金溶體流動速率的影響
熔體流動速率,原稱熔融指數,其定義為:在規定條件下,一定時間內擠出的熱塑性物料的量,也即熔體每10 min通過標準口模毛細管的質量,用MFR表示,單位為g/10 min。其測試方法是先讓PC/PLA合金粒料在一定時間(10 min)內、一定溫度及壓力(各種材料標準不同)下,融化成塑料流體,然后通過一直徑為2.095 mm圓管所流出的克(g)數。其值越大,表示該塑膠材料的加工流動性越佳,反之則越差。
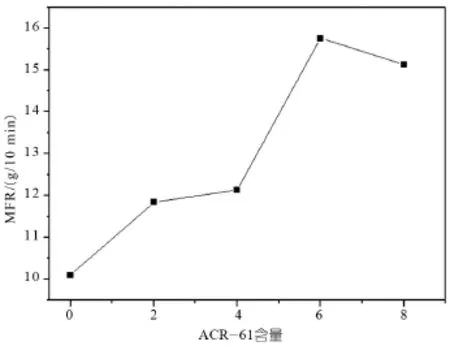
圖5 ACR-61用量對溶體流動速率的影響
由于PC的熔融溫度高,加工過程中容易出現流動性差擠出困難的現象,讓PC與PLA共混來改善PC的加工性能,但兩者間的相容性不好,所以需要加入相容劑來提高相容性。從圖5可以看出隨著ACR-61用量的增加,PC/PLA合金體系的熔融指數增大明顯,當ACR-61的含量達到6%時,熔融指數也達到最大。這就說明,ACR-61對PC/PLA合金體系起到增韌作用,它能提高兩者間的相容性,使得PLA改善PC加工流動的效果更加明顯。本次實驗中PC/PLA的比例為90/10,PLA所占的比例小,所以熔融指數上升不多,繼續增加PLA的比例能使PC的加工流動性得到更大的改善,但同時會造成力學性能方面的損失。
2.6 ACR-61用量對PC/PLA合金維卡軟化溫度的影響
維卡軟化溫度是指將熱塑性塑料放于液體傳熱介質中,在一定的負荷和一定的等速升溫條件下,試樣被1 mm2的壓針頭壓入1 mm時的溫度。維卡軟化溫度越高,表明材料受熱時的尺寸穩定性越好,熱變形越小,即耐熱變形能力越好,剛性越大,模量越高。PLA 的熱變形溫度很低,大約只有 55℃左右;PC 的耐熱性很好,熱變形溫度在 140℃左右。通過兩者共混后,復合材料的耐熱性得到改善,這使得 PLA 的應用范圍增加。隨著ACR-61的加入,PC/PLA合金的維卡軟化溫度變化并不大,這說明ACR-61在改善PC/PLA合金的加工流動性的同時,并沒有降低材料的耐熱性能。
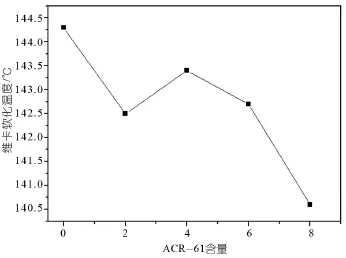
圖6 ACR-61用量對維卡軟化溫度的影響
2.7 ACR-61、ACR-401、ABS-181 對PC/PLA合金的增韌效果比較
從表1中的數據可以看出ACR-61和ACR-401對PC/PLA合金具有相近的增韌效果,添加了ACR-61的樣品,其拉伸強度、彎曲強度、彎曲模量和硬度稍低于添加了ACR-401的樣品,但其斷裂伸長率和缺口沖擊強度稍高。從樣條的外觀上看,添加了ACR-401的樣品顏色潔白,而添加了ACR-61的樣品輕微的泛黃。ABS-181對PC/PLA合金的增韌效果比較差,各項力學性能都不如ACR-61和ACR-401。
3 結論
(1)ACR-61能夠顯著提升PC/PLA(90:10)合金的斷裂伸長率和沖擊強度,表明了PC和PLA的相容性得到改善,PC/PLA合金的韌性提高,并且在ACR-61加入量為合金質量的4%時達到最優。
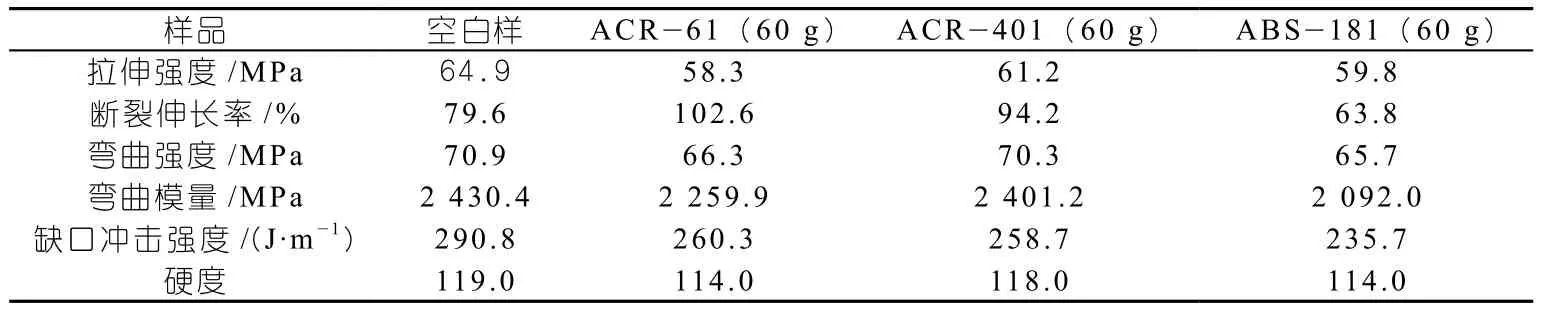
表1 三種增韌劑的效果比較
(2)ACR-61能夠顯著提升PC/PLA合金的加工流動性,并且在ACR-61加入量為合金質量的6%時達到最優。
(3)ACR-61和ACR-401對PC/PLA合金都能起到良好的增韌效果,而ABS-181的增韌效果比較差。