海底管道對接環焊縫的相控陣超聲檢測
2018-09-19 10:23:44昌俊
無損檢測 2018年9期
,, ,昌俊,
(海洋石油工程股份有限公司,天津 300452)
隨著相控陣理論在超聲波檢測領域的應用,超聲相控陣檢測(PAUT)技術日趨成熟,并以檢測速度快、缺陷定量準確、設備使用靈活、故障率低、可交叉作業等優點而逐漸廣泛應用于海底管道的焊縫檢測中。海底管道雙層管為管中管的形式,兩管之間采用保溫材料進行填充。在施工過程中,完成內管焊接檢驗后需要進行外管焊口的組對焊接,而外管的周向旋轉受限,同時受到管體橢圓形狀的影響,就存在影響自動超聲檢測(AUT)精度的風險。結合海底管線項目雙層管外管檢測存在的風險,筆者設計了可靠的PAUT檢測工藝及軌道式掃查裝置,該裝置完全滿足海底管線鋪設過程中的外管檢測要求,在保證工程質量及效率的同時,有效節約了大型檢測設備資源的投入,為海底管道檢測提供了更加多元化的檢測方案。
1 PAUT檢測工藝和數據采集裝置

圖1 相控陣波束覆蓋示意
1.1 PAUT檢測工藝
依據被檢工件的材料、尺寸、批準的焊接工藝及檢測區域,選擇合適的設備與探頭組合,設置起始晶片和激發晶片的數量、聚焦的類型、聚焦的位置,合適的角度范圍及角度步進,生成一個扇形掃描,通過選擇合適的步進偏移,實現對檢測區域的全覆蓋,相控陣波束覆蓋示意如圖1所示。同時,該工藝設置了一組TOFD(超聲波衍射時差法)探頭,用以提高焊縫內部缺陷的高度定量精度,確保該工藝在焊縫各個區域具有良好的檢測能力。由標準DNV-OS-F101-2013 《海底管線系統》可知,TOFD波束覆蓋示意如圖2所示,PAUT檢測工藝顯示視圖如圖3所示。
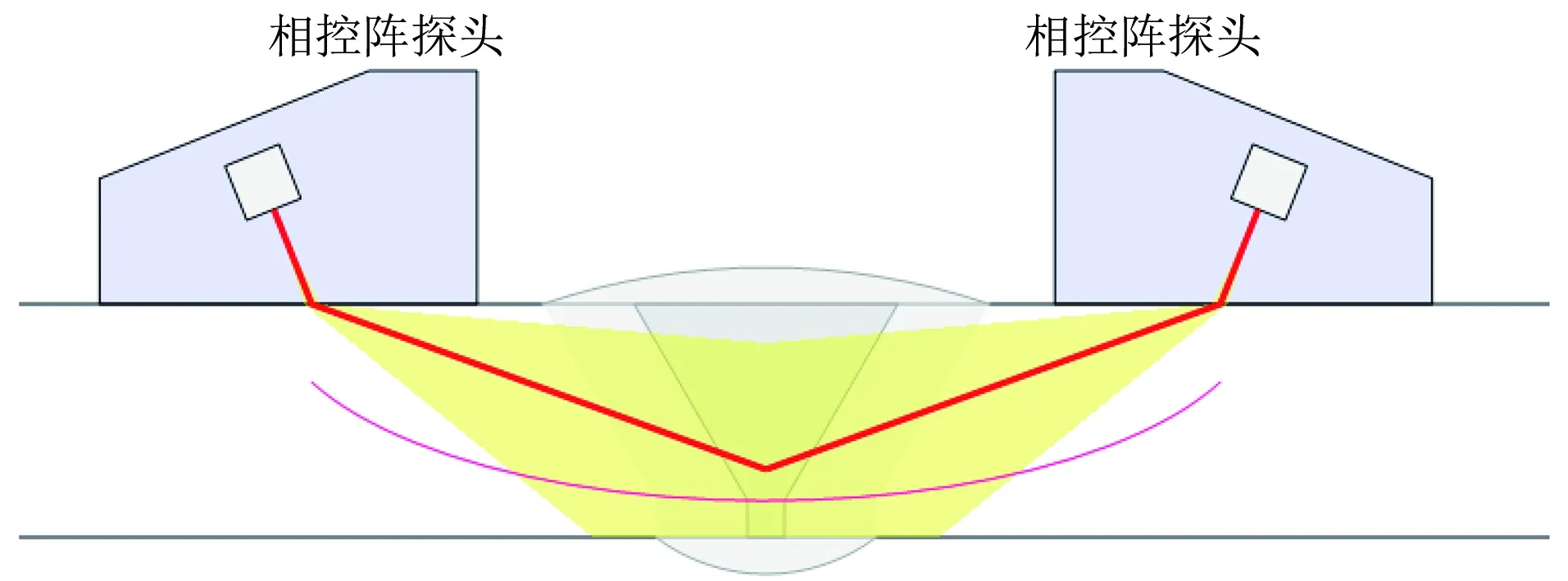
圖2 TOFD波束覆蓋示意

圖3 PAUT檢測工藝顯示視圖
1.2 數據采集裝置
針對海底管線焊縫檢測的特點,設計了新型軌道式掃查裝置,該掃查裝置可同時夾持2組探頭,實現電動掃查,最大掃查速度可達100 mm·s-1,探頭偏移精度可控制在-1~1 mm之內,周向掃查精度在-5~5 mm之內。
2 驗證試驗
2.1 焊接缺陷的制備
在PAUT檢測能力驗證時,采用的試驗管道管徑為323 mm,壁厚為11.1 mm,在焊縫內部表面及內部不同深度處設置不同的焊接缺陷,缺陷類型包括根部未焊透、坡口未熔合、外表面開口、焊縫中心氣孔、夾渣等。
2.2 試驗數據分析
為了驗證PAUT檢測工藝的缺陷檢測能力及可靠性,對加工好的缺陷焊縫分別進行PAUT、AUT和RT(射線檢測),采用相同的掃查零點和掃查方向,記錄每個缺陷的長度、深度和高度,詳細檢測數據如表1所示。
由表1可知,PAUT檢測工藝配置可檢測出焊縫中不同位置、不同類型的缺陷。
在長度的定量檢測時,PAUT與AUT定量檢測的最大偏差為3 mm,與RT定量檢測的最大偏差也是3 mm;在深度的定量檢測時,PAUT與設計定值的最大偏差為2.4 mm,與AUT深度定量檢測的最大偏差為1.9 mm;高度定量檢測時,PAUT與設計值的最大偏差為1 mm,與AUT定量檢測的最
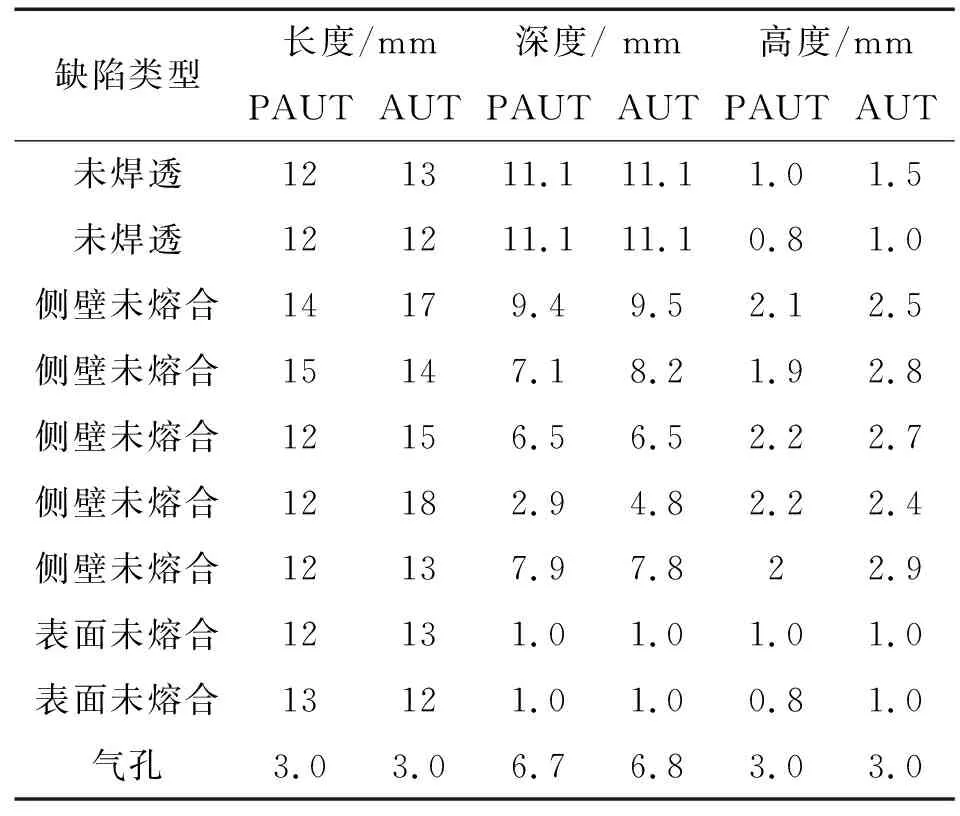
表1 PAUT,AUT,RT對焊縫的檢測數據
大偏差為0.9 mm。
AUT采用分區法檢測和帶狀圖顯示,利用分區高度及反射回波幅度進行高度定量,由于焊縫中缺陷的方向性、有效反射面、分區高度等對高度定量的影響,造成部分缺陷的PAUT與AUT高度定量存在差異。
綜上分析,PAUT與AUT對不同位置、不同類型的缺陷具有一致的檢測效果,滿足標準要求。
3 現場應用
3.1 PAUT檢測能力
為了進一步驗證PAUT工藝對缺陷的檢測能力以及在海管鋪設過程中的檢測可靠性,在項目施工過程中進行了一定數量焊口的檢測能力及穩定性對比試驗,對存在缺陷的焊縫進行了PAUT與AUT對比試驗,記錄缺陷的長度、深度、高度信息,現場焊口的對比試驗數據如表2所示。
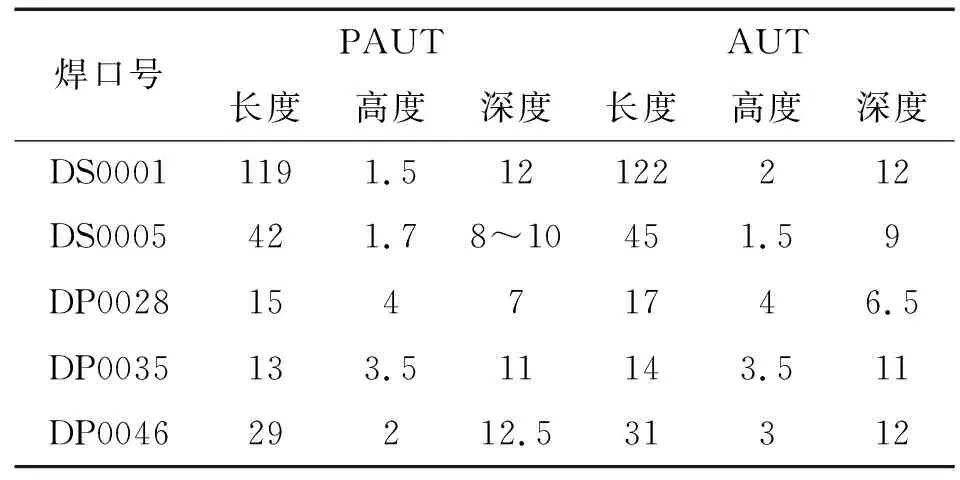
表2 現場焊口的對比試驗數據 mm
由表2可知,PAUT與AUT在長度定量方面的最大偏差為3 mm,高度定量方面的最大偏差為1 mm,深度定量偏差最大為1 mm,具有一致的評
定結果。通過現場的對比試驗得出,PAUT技術能有效檢測出不同深度的焊接缺陷,且定量準確。
3.2 檢測可靠性及檢測效率
(1) 采用PAUT軌道式掃查裝置,可將探頭步進偏移偏差控制在±1 mm范圍之內,使數據采集更可靠。
(2) 完成直徑為457 mm管線的焊縫檢測僅需3 min,滿足現場管線的鋪設要求。
(3) 準確的缺陷定量結果有助于焊接質量的提升,降低返修率,提高管線的整體鋪設效率。
4 PAUT結果的影響因素
(1) 數據采集過程中,探頭步進偏移會造成根部或表面區域缺陷漏檢,影響檢測的完整性。因此,在數據采集過程中,探頭步進偏移應控制在±2 mm范圍之內,確保整個工藝的完整性。
(2) 合適的掃查速度可以避免數據丟失。
(3) 確保檢測焊縫表面溫度小于40℃,且試塊與焊縫溫差控制在±10℃。
(4) 探頭楔塊的曲率與被檢管的曲率相同。
5 結論
通過對比試驗結果可知,PAUT技術具有良好的檢測能力,可對缺陷長度、高度及深度進行可靠地定量檢測,掃查裝置具有良好的穩定性及檢測效率。同時,PAUT設備的便攜性及低成本有效解決了施工船舶大型AUT檢測設備存放的空間需求及成本投入。通過PAUT技術的成功應用,為海底管線鋪設過程中的焊縫檢測提供了多元化的檢測方案,同時積累了現場應用經驗,為今后PAUT技術的應用提供了更加有利的技術支持。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39