帶式運輸機零件鍵槽工藝改進探究
2018-09-18 05:29:54陳建光
機械管理開發 2018年9期
陳建光
(山西汾西礦業集團有限責任公司設備修造廠, 山西 介休 032000)
1 鍵槽作用及技術要求
鍵槽主要指的是在軸或孔內加工出與鍵相配的槽,其主要被用于安裝鍵,用以傳遞扭矩。普通平鍵兩側面為工作面,為了保障基本的裝配要求,技術人員應嚴格參照鍵槽的設計標準,明確鍵槽深度、鍵槽寬度、鍵槽與軸線對稱度以及鍵槽兩側面表面粗糙度等參數,之后進行對稱加工。加工期間,對鍵槽深度尺寸、鍵槽底面粗糙度的要求較低[1]。
2 零件鍵槽加工工藝介紹
2.1 軸類零件外圓鍵槽加工
立式銑床屬于軸類零件鍵槽的主要加工器械,且主要采用銑削加工方法,保證鍵槽位置公差的關鍵因素在于找準銑刀與工件中心的對正精度。以往加工前期間,技術人員更多采用對刀方法,根據劃好的鍵槽外形線確定對刀,但此種找正方法精確度較低,無法滿足基本的鍵槽加工質量標準。對此,應在銑床工作臺上利用轉頭與頂尖對工件進行鍵定位,保證工件中心線平行于工作臺橫向運動方向。之后利用深度尺將銑刀與工件中心找正,確保工件中心與銑頭重合,從而有效確保鍵槽加工的位置精度。
2.2 盤類零件內孔鍵槽加工
插床屬于盤類零件內孔鍵槽的主要加工平臺,且加工期間主要采用內孔與端面定位方法,在采用插削加工方法的基礎上利用插刀進行找正。但定位期間,工裝與零件內孔存在間隙,以致影響了鍵槽插削位置的精確度。為了降低間隙對內孔與鍵槽定位精確度的影響,加工時應使用缺邊圓定位方法,這種方法使用了接近直徑的弦,因此定位精度更高。同時,定位工裝上除了弦具備定位作用外,其余外圓不存在定位作用,因此可盡量減少其面積。在零件定位中,使用兩個圓柱銷取代弦兩端的弧線,并在工裝上設置多組援圓柱銷孔,以增大工裝的通用性[2]。
生產制造時,技術人員應注意下列問題,一是應確保對刀槽與定位銷孔的對稱性,且確保基面與兩者中心線的平行度;二是基面還應垂直于對刀槽;三是上下兩面應保持平行且與銷孔垂直;四是應盡量選擇規格較大的對刀槽,且加工小尺寸鍵槽時應借助厚墊片、塞尺等工具。在工裝使用期間應注意以下問題,一是使用之前,技術人員做好插床工作平臺以及工裝基面的找平工作;二是利用最接近定位孔直徑的定位銷確定定位孔直徑;三是保證鍵槽所在孔與零件定位孔的同軸度;四是利用墊鐵有效壓實零件鍵槽。
2.3 盤類零件外圓鍵槽加工
臥銑與鏜床屬于盤類零件外圓鍵槽的加工平臺,且加工期間采用類似盤類內控鍵槽的工裝定位方法,其工裝制造及使用也與盤類內控鍵槽插削相同。
3 帶式運輸機零件鍵槽工藝改進
某企業使用的TD75型帶式輸送機滾筒輪殼主要由A3鋼制成,且按照設計標準,鍵槽側面光潔度要求達到5級,目前很多加工廠的工藝水平無法滿足此要求,且在產品質量檢查工作中,此問題已經嚴重影響帶式輸送機產品的合格率。基于此,煤礦企業利用專用刀具與工藝對輸送機零件鍵槽工藝進行了改進,效果顯著[3]。
3.1 改進拉削工藝及專用拉刀
當前,在帶式輸送機零件鍵槽工藝改進期間,內孔鍵槽拉刀屬于最常用的多齒高效刀具,它可以一次性完成鍵槽的整個加工工作,但在加工A3鋼材鍵槽時存在一些問題,比如加工面的縱向波紋與光潔度低等問題會降低產品質量。基于此,某煤礦企業利用數理統計方法明確了拉刀幾何參數、冷卻潤滑液以及導向配合間隙等技術參數,并進行了有效改進。
3.1.1 確定拉刀幾何參數
鍵槽拉刀期間主要采用類似于普通刀具的切削方法,被加工的塑性材料會在刀面上滑移,且此滑移過程直接影響著加工后鍵槽的光潔度。加工期間,鍵槽拉刀前角具備統一要求,因此拉削普通碳鋼材料不存在明顯問題,而在拉削A3鋼材輪殼時,15°標準角無法滿足拉削要求,應將前角改為18°,以改進拉削效果。同時,技術人員切削時應有效控制刀口的鋒利度與刀面光潔度,若刃口圓弧半徑較大,切削期間容易出現拉毛現象,出現積削瘤以及鱗刺問題,如圖1所示。
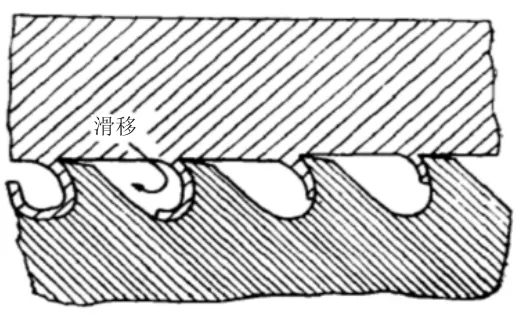
圖1 拉削過程切屑前移
同時,容屑槽與刀具的接觸不良會導致拉刀發生凸起或凹陷問題,增大了刀具的摩擦力,以致發生拉毛、切屑折斷擠塞等問題,影響了表面的光潔度。當拉刀后面磨損時,刃口會出現小棱面,摩擦力增大,降低了表面質量,尤其副工作后角其余零或為負值時,黏結金屬微粒的側齒副偏角會導致拉刀表面出現縱向劃痕。對此,使用過程中應定期檢查。為了有效保證拉削光潔度,技術人員還應在普通鍵槽拉刀校正齒的后部增加刮削齒,通過削齒的專用拉刀提高鍵槽兩側的光潔穩定性[4]。
3.1.2 選擇合理的冷卻潤滑液
在使用鍵槽拉刀時,為了避免影響加工光潔度,影響冷卻潤滑條件,技術人員應充分注意冷卻液濃度變稀或變質問題。對此,技術人員應選擇合理的冷卻液,并定期進行更換,以有效保證拉削的光潔度。在拉削A3鋼材時應選擇硫化切削油或植物油,通過利用兩種油中的硫化物質使鋼鐵接觸面發生化學變化。同時,為了獲得良好的潤滑效果,降低拉刀前面、后面鐵屑與工件的摩擦力,應通過上述化學變化中的化學鍵力形成吸附膜,有效提升低碳鋼性能。
3.1.3 確定合理的導向套的配合間隙
在拉削過程中,拉刀與導向套配合存在較大間隙時,拉刀的左右擺尾會影響切削穩定性,降低加工面的光潔度。且若兩者之間配合間隙過小,則裝卸拉刀時存在一定困難。對此,拉削期間應盡量采用動配合方式,且技術人員還應利用軟刷定期清除下個套種存在的鐵屑等雜質,保證良好的潤滑度。
3.1.4 確定合理的拉削速度
提高切削速度會增大生產效率,但若鍵槽拉刀結構較為復雜時應選擇合理且經濟性較高的切削速度,以提高工件的質量水平,延長刀具的使用壽命,確保切削工作的正常進行。根據帶式輸送機運行情況及試驗可以得出,當拉削速度大于2 m/min時,切削刃會出現刀瘤問題;當拉削速度大于5 m/min時,速度的遞增會導致刀瘤隨之增大,且尤其在切削A3鋼材時更易出現刀瘤。對此,企業應選擇合理的切削速度,具體如表1所示。
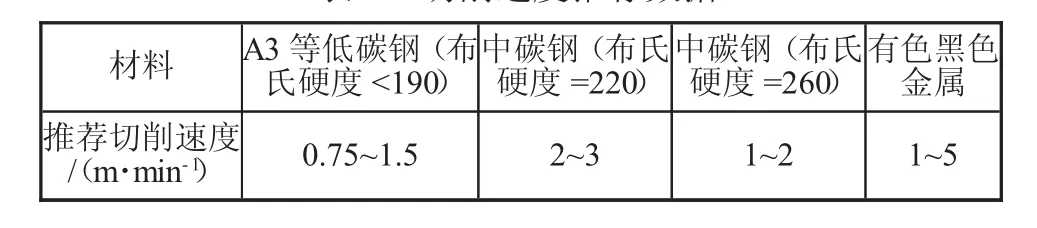
表1 切削速度推薦數據
3.1.5 其他注意事項
技術人員在使用拉刀時,工件拉削長度應滿足達到的基本標準,以有效確保內孔鍵槽拉削的光潔度。且期間若技術人員發現刀具磨損問題,還應有效修磨,并采用圖2方法進行改進完善。同時,技術人員若發現拉刀個別齒出現崩刃問題,則應立即停止拉削作業,有效磨去崩刃刀齒,利用其他刀齒平分齒升量,平衡各齒負載力,從而確保拉削工作的順利進行。
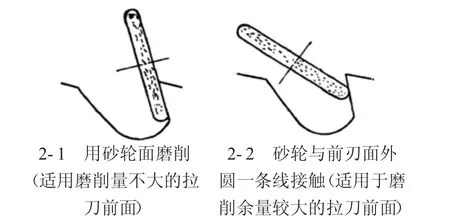
圖2 刃磨拉刀前刃面改進方法
3.2 改進后的效果
通過改進設計,該煤礦企業適用的TD75型帶式輸送機滾筒輪殼鍵槽光潔度得到明顯提升,產品質量水平也明顯提升,達到了優質水平,并得到了行業檢查組的肯定。拉削表面不平度由原來的21.9 μm下降至5.5 μm,滾筒承載能力得到大幅度提升,主機的使用壽命明顯延長。