基于影像技術的彈簧零件外徑尺寸的精密檢測研究
2018-09-13 01:45:28屈力剛張丹雅楊野光
鍛壓裝備與制造技術 2018年4期
屈力剛,朱 哲,張丹雅,楊野光
(沈陽航空航天大學 機電工程學院,遼寧 沈陽 110136)
彈簧作為一種重要的機械零部件,具有結構固定、造價低、應用領域廣泛等特點。彈簧的外徑尺寸是質檢的重要指標,在制造加工的時候需要對它的參數進行合理的控制。傳統的彈簧外徑檢測需工裝逐個檢驗,采用游標卡尺等接觸式檢測方式,效率不高,檢測精度低。
目前,彈簧外徑檢測運用自動、非接觸的影像技術在彈簧檢測領域比較少見,相較于接觸式檢測,它避免因接觸而引起的變形,具有精度高、價格低廉、易于維護、操作容易等優點,可以實現高效率、全自動、在線檢測等要求。
1 彈簧外徑影像檢測系統的建立
本文影像檢測系統包括:影像采集系統、計算機、影像處理系統和轉換接觸設備等,如圖1所示。建立滿足提取彈簧零件這一檢測對象精度要求的高精密度影像檢測系統,為提取出一幅清晰度高的影像打下基礎。在不影響被測對象的高精度要求的情況下,盡可能將成本降到最低,是該影像檢測系統設計的特點,其中主要的創新點在圖像處理系統中對外圓輪廓采用改進的亞像素算法進行邊緣定位和提取,能夠有效保證彈簧外徑參數的檢測精度。

圖1 影像檢測系統
1.1 影像采集系統
影像采集系統采集到的影像質量會直接對后續處理過程的準確性產生影響,如圖2所示,它包含照明光源、影像傳感器以及影像采集卡。
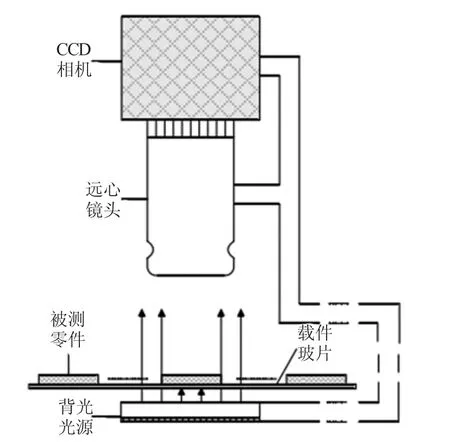
圖2 影像采集系統示意圖
照明光源為影像檢測系統提供輸入照明,影響采集數據的質量,是輸入數據的一部分。本系統選用LED光源,因為較其他光源,LED有體形小、光亮效果好、反應速度快的優勢。
影像傳感器中光學鏡頭是收集空間物體反射的光,并將其成像于感光膠片或圖像傳感器上的光學成像裝置,本檢測系統所采用的是面陣CCD攝像機,它可以接收較高的二維影像質量和清晰度,具有響應速度快、穩定性強等特點。
影像采集卡收取來自面陣CCD攝像機中的輸入信號,將處理后的信號存儲在影像存儲單元中。由于本課題選用的CCD相機為通用的USB總線接口,已將影像采集卡的功能集成到相機中,故本系統中不再另外選用影像采集卡,更有利于系統硬件安裝。
1.2 計算機
計算機是整個影像檢測系統的核心,它將影像采集卡接口收取到的影像信息進行運算處理,它還連接著轉換接觸設備,滿足檢測系統每個模塊的協調運行。計算機的處理運算能力將關聯整個影像檢測系統。為了滿足檢測精度和實時性的需要,本系統選擇3.20GHz主頻,8G內存,Windows10操作系統的計算機。由于計算機的更新換代,現如今也有較多影像檢測系統配置了微型計算機。
1.3 影像處理系統
圖像處理方法是影像處理系統的關鍵,它包括圖像去噪濾波、邊緣定位提取等。輸出圖像的質量經過這些處理后,能夠產生良好的效果,便于系統對影像進行鑒別和處理。因此,處理好彈簧零件影像對于檢測系統是重要的。
2 彈簧外徑影像處理技術
本文所述的彈簧外徑影像的處理技術主要包括對攝取的原始影像進行降噪濾波處理、對影像邊緣信息進行亞像素邊緣定位檢測等。它是整個影像檢測系統中的基點。
2.1 彈簧影像的降噪濾波處理
通過面陣CCD攝像機傳感的彈簧影像在獲取和傳輸的過程中,有各種噪聲以及其他因素加入到影像中,往往會發生影像畸變,使影像質量下降,檢測結果不可靠。所以,在對采集到的影像進行邊緣定位提取前,對彈簧影像進行降噪濾波是有必要的。
首先將通過影像采集系統得到的彈簧外徑彩色影像像進行灰度化。MATLAB中的函數rgb2gray可以將彩色片影像轉換成灰度影像。
其次,在對彈簧零件影像實際采集中,普遍會產生高斯噪聲。高斯噪聲概率密度函數為:
圖3是含有σ=0.5高斯噪聲的彈簧件外徑灰度圖像。
根據不一樣的實際情況,每一種濾波的方法都有自身的優勢。選用適合彈簧外徑灰度影像的濾波方法,在本檢測系統中降噪濾波是必要的。均值濾波作為一種線性濾波算法,它采用鄰域平均法,一種局部的空間域濾波處理算法,其核心思路是:首先,將目標像素作為中心,把它的周圍8個像素組合成一個濾波模板,再用模板中所有像素的平均值來等價原來目標像素的數值,來實現圖像的平滑降噪濾波。把鄰域平均法和使用普遍的中值濾波進行比較,對脈沖噪聲的抑制效果,中值濾波是很有效的,但是由于高斯噪聲是一種很隨機的噪聲,均值濾波要比中值濾波處理的好,最終選擇鄰域平均的濾波方法。圖4和圖5是分別采用上述中值濾波和均值濾波算法,彈簧件外徑灰度影像降噪濾波處理結果,實驗證明了均值濾波在本實驗中的優勢。
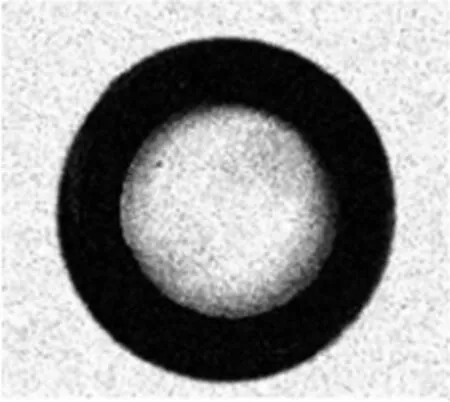
圖3 含高斯噪聲的灰度影像

圖4 中值濾波影像

圖5 均值濾波影像
2.2 外徑輪廓最小二乘擬合算法
圖像經過去噪處理后獲得灰度化圖像邊緣,優化后邊緣為單像素輪廓,對于外徑輪廓而言,由于量化誤差的影響,輪廓點并不是都分布在理想圓上,它的誤差含有隨機特性,對其實施最小二乘擬合能近似求出輪廓的圓心和半徑。在實際輪廓上,最小二乘圓是理想圓到周圍的點的長度平方和最小的那個圓。圖6為最小二乘擬合法圖解。
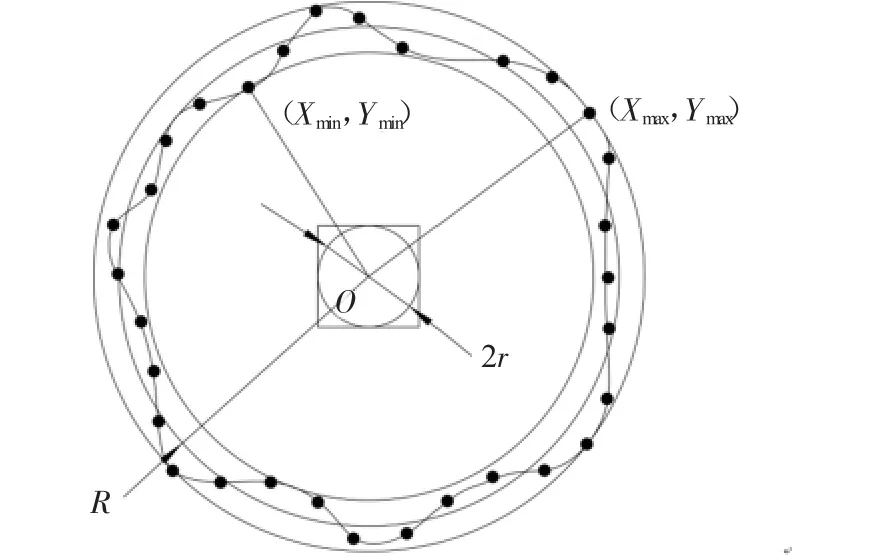
圖6 最小二乘圓法圖解
設周圍點的坐標為(xi,yi)(i=1,2,…,n),O(x0,y0)是最小二乘圓的圓心坐標,R是半徑,那么依據最小二乘擬合法,有:
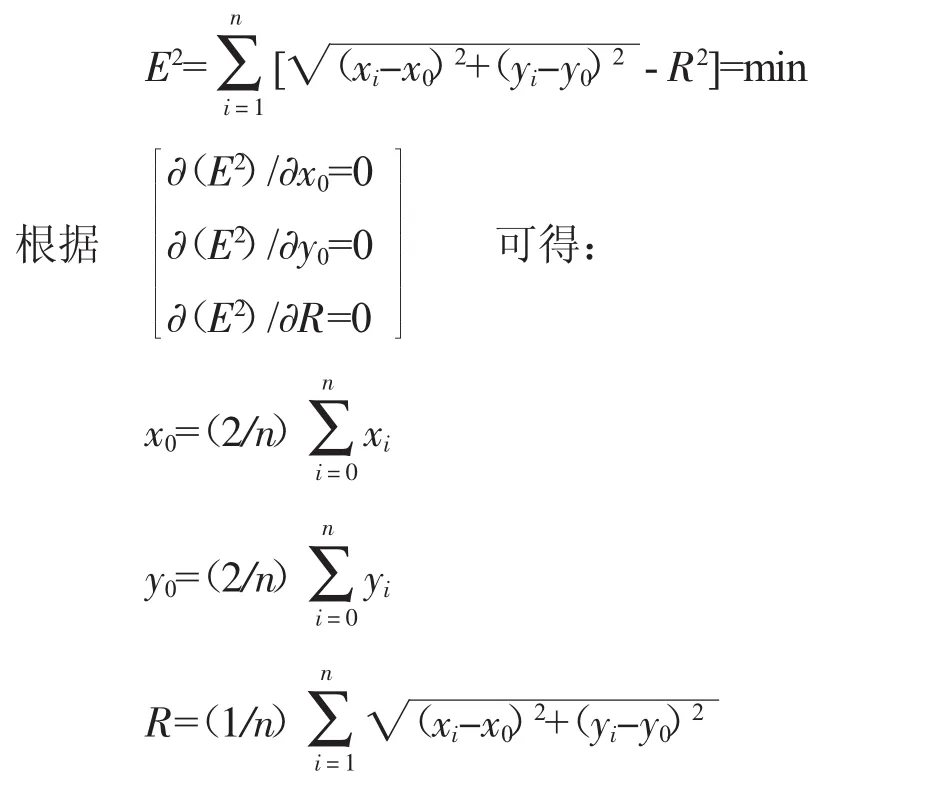
然而,外徑上的一些點會因量化誤差和噪聲偏離預想的區域,這些點也可能在計算之列,從而影響了邊緣提取的效果。本文用3σ定理,將距離邊緣較遠的這些點看作不符合點將它們去除,然后把其余的邊緣輪廓點記錄并且進行計算,保證了彈簧外徑的計算準確性和檢測精度。
3 改進的亞像素細分算法的影像邊緣檢測
通過處理彈簧外徑的影像邊緣來提取彈簧的幾何參數是彈簧影像邊緣檢測的機理,彈簧外徑周圍相關點的定位精度將直接影響整個檢測數據的精度。因此,影像邊緣提取算法是影像檢測的重中之重。隨著實際企業檢測等需要精度等級繼續提高,像素級精度早已不能達到實際檢測的需要,所以,亞像素邊緣檢測方法作為更高精度的邊緣檢測手段,能夠滿足企業需要。
傳統邊緣檢測算法中發展起來的亞像素邊緣檢測方法,它的原理是首先用傳統邊緣檢測方法將像素級的邊緣像素點的區域找出,然后把找出的像素點附近的灰度值看作輔助信息,進而將檢測影像的邊緣信息定位在更精準的位置。常見的亞像素邊緣檢測算法有擬合法、插值法和灰度矩法等。
3.1 灰度矩
灰度矩方法作為積分算子之一,有抗噪能力強的特點。在彈簧外徑影像處理中,影像邊緣近似等于理想階躍邊緣模型的矩,也就是矩不變定則,此方法求能計算出中心對稱目標影像的邊緣數據。所以,這種方法普遍于邊緣檢測中。
首先,一維影像運用灰度矩法求邊緣數據的原理如下:

數字圖像 I(i,j)中所求范圍內 S 的 l階灰度矩為:
由一組含灰度 h1和一組含灰度h2的像素拼接而形成的一維理想階躍邊緣模型,支配于三個參數:階躍高度k、邊緣兩旁的灰度值h1和h2。如圖7所示,其中離散點是實測的邊界,折線是理想的邊界。
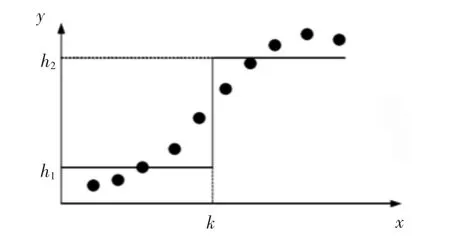
圖7 一維理想階躍邊緣模型
如果u(x)為理想階躍函數,那么理想邊緣函數能用下式表示:

假設灰度值h1和h2的像素點數在理想邊緣中所占有的比例用p1和p2表示,那么它們滿足下列的關系:
設實際邊界點的灰度值用單調行列gj(j=1,2,…n)表示,那么三階灰度矩滿足下列等式:
式中:n為實際整個邊緣所占的像素總數。3個方程中有 3 個未知數 p1,h1,h2,求解得到:
由以上等式得到邊緣的位置k:

3.2 改進的圓形圖元亞像素細分算法
本文提出的改進算法是根據前面介紹的外徑輪廓最小二乘擬合算法和一維灰度矩方法為基礎,將彈簧外徑影像的二維亞像素拆分成兩個一維亞像素向量影像,進而定位提取。具體的定位算法步驟過程如下:
(1)用外徑輪廓最小二乘擬合算法求出圓心及半徑,把它的結果用作粗定位。
(2)在影像的像素坐標中,圍繞坐標中心為圓心來建立像素坐標系,結果四舍五入取整,計算彈簧外徑在θ=2π邊緣內,取整七個點的梯度方向的坐標,就是看作求出等式[(ri-k)cosθ,(ri-k)sinθ]的值,其中ri是外徑圓心至外徑的各邊緣點的距離。獲得處理后外徑影像中對應坐標點的數值,把它們排列成一維邊緣向量:
式中:(xc,yc)為粗定位圓心的坐標,int為進行取整符號。
(3)計算一維亞像素影像的邊緣位置,相應的二維的邊緣位置在假設一維的邊緣位置是k時成立:
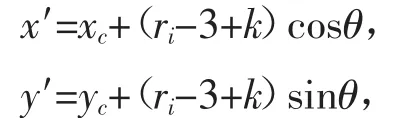
(4)再用外徑輪廓最小二乘擬合法計算最后的參數值 x′c,y′c,r′。
最后通過設計的影像系統,對一組十個彈簧的外徑影像進行尺寸精度的檢測。從表1可以看出,系統檢測精度在±1μm內,并且檢測速度約25s/件,完全滿足工業精度要求。其中(xi,yi),(x′,y′)是像素級單位,r′單位是mm。
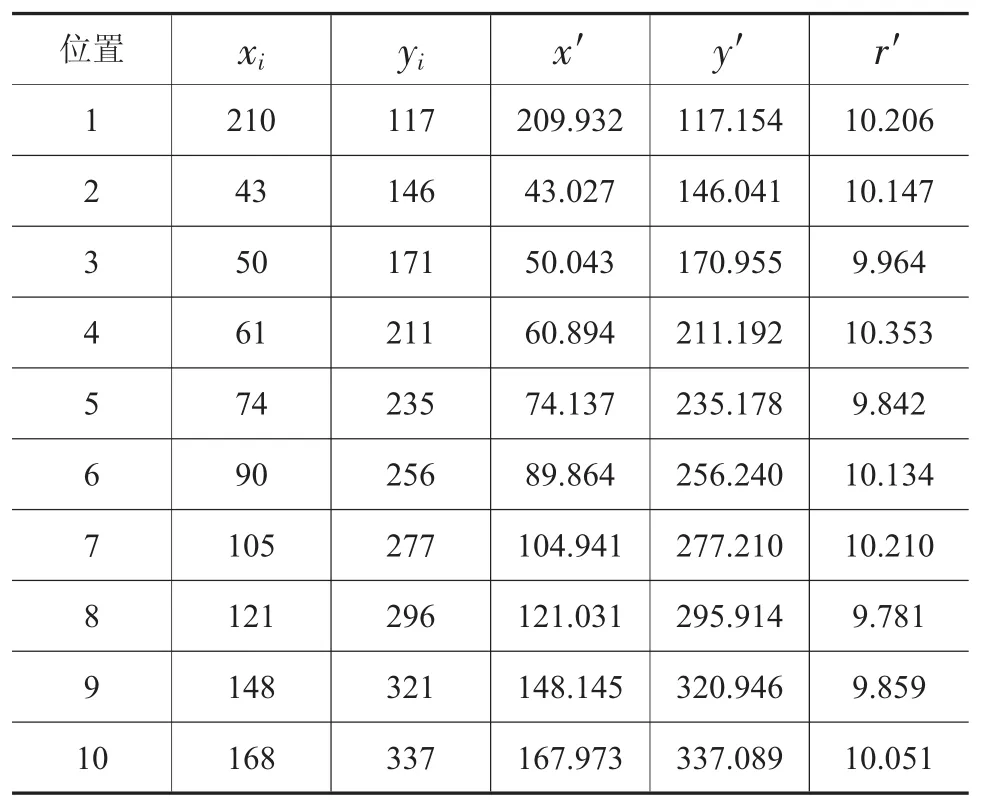
表1 彈簧的外徑尺寸檢測數據
4 結論
本文通過對彈簧外徑的檢測需要,建立了一套影像檢測系統,并針對特定特征,設計實現了切實可行的影像降噪濾波處理檢測算法。并設計了圓形圖元亞像素細分算法用于邊緣定位檢測。通過實驗驗證,這種方法的檢測精度可以達到±1μm,精度在微米級,速度約25s/件,具有定位精度高、運行速度快的特點。使彈簧外徑在線實際檢測應用成為可能。該系統對于其他環狀零件的自動檢測也有很大的借鑒價值。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
