逃液捕集器在發酵罐尾氣逃液回收中的應用
2018-09-13 10:41:46邢書芳張鐵林胡春光
機電信息 2018年26期
關鍵詞:設備
邢書芳 張鐵林 郭 健 胡春光
(核工業理化工程研究院,天津300180)
0 引言
在生物發酵生產過程中,發酵罐內會產生大量泡沫,部分泡沫夾帶大量發酵液隨尾氣排出罐體,該現象在發酵行業中被稱為尾氣逃液。在生產過程中若發生逃液現象,不僅會降低產量,而且逃液中的活菌體會使生產環境的空氣質量嚴重下降,增加料液染菌的機會,發酵生產的連續性與穩定性得不到保證。因此,如何有效控制尾氣逃液現象,一直是生物發酵生產過程中的一個重要環節。
為解決尾氣逃液問題,生產廠家通常采用以下方法應對:
(1)減少發酵罐定容;
(2)增加消泡劑用量;
(3)在發酵罐頂部安裝傳統的旋風分離器。
這三種方法在實施過程中存在的問題如表1所示。
從表1可知,上述方法均存在不同缺陷,各生產廠家都在尋求一種更好的控制尾氣逃液現象的新方法,尋求更先進的設備解決尾氣逃液問題。
1 研發背景
目前,生物發酵行業在發酵罐上端的排氣口設有逃液分離設備,以解決發酵罐逃液中的氣液分離問題。在分離設備中,國外產品的分離效率較高,一般在99%以上,但價格是國內產品的數倍以上。由于價格相差懸殊,絕大多數企業仍選用國內分離設備,普遍選用的是傳統旋風分離器。該產品名義上分離效率為80%~90%,實際分離效率只能達到60%~70%,仍有相當一部分尾氣中的液體沒有得到有效分離。
發酵生產企業為了實現全天候生產,迫切需要一種高效、可靠、價廉的氣液分離設備。因此,為滿足市場和用戶需求,在參考國內外先進分離設備及查詢專利的基礎上,我院研發了QYF-A、QYF-B型兩種高效氣液分離器,其中QYF-B型高效氣液分離器又稱高效逃液捕集器,是一種高效、免維護、成本低廉的氣液分離設備。
含QYF-A、QYF-B型兩種高效氣液分離器的空氣凈化系統流程如圖1所示。

表1 解決尾氣逃液問題所用方法及其存在的問題
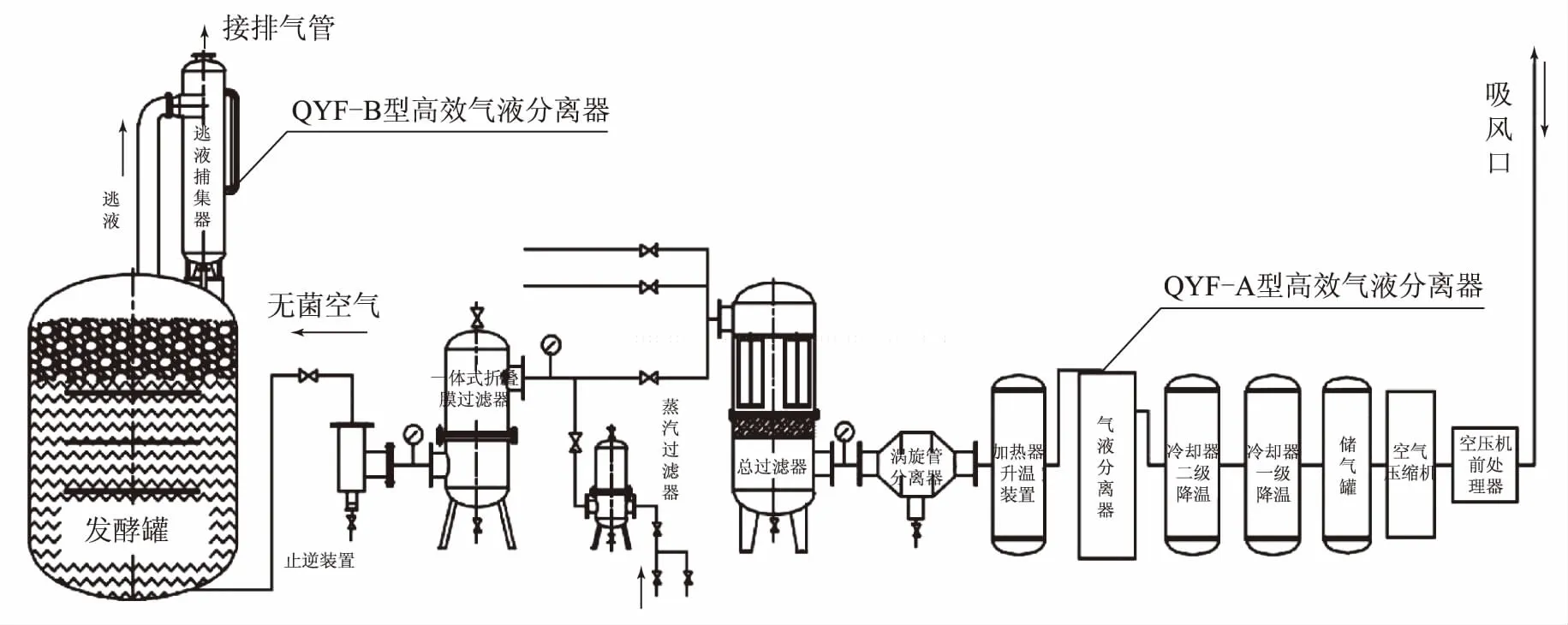
圖1 無菌空氣凈化系統流程圖
2 氣液分離器
2.1 氣液分離器原理
氣液分離器的基本工作原理是利用氣體、液體及固體的比重不同,飽和氣體進入分離器后,液體、固體瞬間失重與氣體分離,并利用出口處氣體的流速形成旋渦,使比重大的液體和固體沉積到分離器下部,分離后的氣體從分離器上部流出。其中,帶折流擋板和絲網的分離器的分離效果更好,適用于對氣體要求更高的場合。
2.2 氣液分離器的分離形式
(1)根據氣液比重不同,在較大空間內隨流速變化,在主流體轉向的過程中,氣相中細微的液滴下沉而與氣體分離。(2)利用旋風分離器,氣相中細微的液滴被進口處的高速氣流甩到器壁上,碰撞后失去動能而與轉向氣體分離。
2.3 氣液分離器的分離方法
2.3.1 重力沉降法
由于氣體與液體密度不同,當液體與氣體一起流動時,液體會受重力作用產生一個向下的速度,而氣體仍然朝著原來的方向流動,也就是說,液體與氣體在重力場中有分離的傾向,向下的液體附著在壁面上匯集在一起,通過排放管排出。
優點:設計簡單;設備制作簡單;阻力小。
缺點:分離效率低;設備體積大;占用空間多。
2.3.2 折流分離法
由于氣體與液體密度不同,當液體與氣體一起流動時,如果遇到阻擋,氣體會折流而走,而液體由于慣性,繼續有一個向前的速度,向前的液體附著在阻擋壁面上,由于重力作用向下匯集到一起,通過排放管排出。
優點:分離效率比重力沉降法高;設備體積比重力沉降分離器小,折流分離結構可以用在壓力容器內;設備工作穩定。
缺點:分離負荷范圍窄,超過氣液混合物規定流速后,分離效率急速下降;阻力比重力沉降分離器大。
2.3.3 離心分離法
由于氣體與液體密度不同,當液體與氣體一起流動時,液體受到的離心力大于氣體,所以液體有離心分離傾向,液體附著在阻擋壁面上,由于重力作用向下匯集到一起,通過排放管排出。
該方法的優缺點與折流分離法類似。
2.3.4 絲網分離法
由于氣體與液體密度不同,當液體與氣體混合在一起旋轉流動時,如果經過絲網,就像過篩一樣,氣體通過了,而液體被攔截留在絲網上,并在重力作用下,下流至分離器底部排出,絲網的篩分作用類似折流分離。
優點:分離效率比普通的折流分離法或離心分離法高;設備結構簡單,只需制作一個絲網固定裝置;設備體積比普通的折流分離器或離心分離器小。
缺點;分離負荷范圍窄,超過氣液混合物規定流速或者液氣比后,分離效率急速下降;阻力比普通的折流分離器或離心分離器大;設備工作不穩定,容易帶液;絲網的目數及材料選擇很重要。絲網目數不同,其分離性能也不同,但不管采用何種絲網,由于液體下流速度很慢,絲網容易被固體雜質堵塞。若想降低氣液混合流速,就要增加分離器體積。
2.3.5 微孔過濾分離法
由于氣體與液體的微粒大小不同,液體與氣體混合在一起旋轉流動時,如果經過微孔過濾,就像過篩一樣,氣體通過了,而液體被攔截留在微孔過濾器上,并在重力作用下,下流至分離器底部排出。微孔過濾分離器的篩分作用是真正意義上的篩分,其微孔一般在50μm以下,大于其微孔直徑的液體微粒則不能通過。其分離機理比較復雜,微孔過濾分離器的阻擋收集表面積極大,折流次數和篩分次數在單位體積內比絲網分離器更多。
優點:分離效率極高;設備結構簡單,只需制作一個微孔過濾器固定裝置;設備體積比絲網分離器小。
缺點:分離負荷范圍窄,超過氣液混合物規定流速或者液氣比后,分離效率急速下降;超過氣液混合物規定流速或者液氣比后,容易發生液阻現象,阻力急劇上升;阻力比普通的折流分離器或離心分離器大;設備工作不穩定,容易帶液。
2.3.6 比較
常用的機械分離方法有重力慣性分離法、過濾分離法和離心沉降分離法。其中,過濾分離器的分離效率不高,可靠性差;重力慣性分離器需要較大的占地空間,且分離效率也不高。在實際應用中,普遍使用離心沉降分離技術。傳統的應用離心分離技術制作的各種旋風分離設備,雖然名義上稱分離效率很高,但處理風量的范圍較小,不能滿足實際生產需要。
發酵行業中的氣液分離設備性能比較如表2所示。
3 逃液捕集器
QYF-B型高效氣液分離器(以下簡稱逃液捕集器)是我院在參考了國外同類產品的基礎上進行設計的,其結構與國內傳統的旋風分離器相比有很大的改變。
3.1 結構比較
3.1.1 傳統的旋風分離器結構
傳統的旋風分離器由6部分組成,其結構如圖2所示。氣液混合體由進氣口切向進入分離器,氣體由直線運動轉為圓周運動,在離心力作用下,將密度較大的液體顆粒甩向筒體內壁,顆粒與筒壁碰撞后,在重力作用下進入收集口;旋轉下降的外旋氣流在到達圓錐體時,因錐形的收縮向分離器靠攏。氣體到達錐體下端的某一位置時,以同樣的旋轉方向從分離器中部由下而上繼續做螺旋運動,即內旋流;最后凈化氣體經排氣口排出分離器外,一部分未被捕集的液體顆粒由此逃逸。

表2 發酵行業中的氣液分離設備性能比較
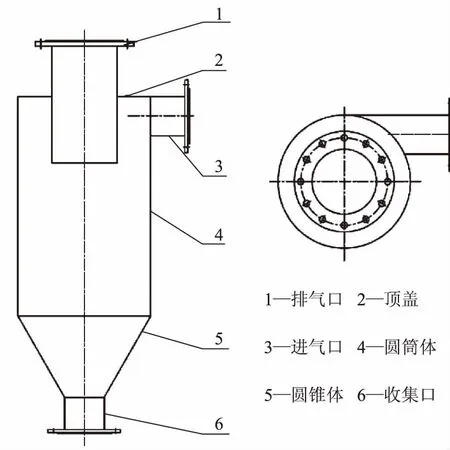
圖2 傳統旋風分離器結構簡圖
影響旋風分離器分離效率的主要因素是其殼體內部存在的二次渦流。
(1)短路流:在旋風分離器頂蓋、排氣口外面與筒壁間,由于徑向速度與軸向速度的存在,形成局部渦流,夾帶著相當數量的顆粒向中心流動,并沿排氣口外表面下降,最后隨著中心上升氣流逸出排氣口。
(2)縱向旋流:以分離器內、外旋流分界面為中心,在分離器內再循環而形成的縱向旋流。
(3)外層旋流中的局部旋渦:由于分離筒壁表面不光滑,可以產生與主流體相垂直的渦流。這種流動會使壁面附近或者已被分離到筒壁的粒子重新甩到內層流,使液體微粒在分離后的氣體中出現。
(4)底部夾帶:外層旋流在錐體底部向上返轉時,可產生局部渦流,將顆粒重新卷起,被上升氣流帶走。
圖3為傳統旋風分離器殼體內部存在的渦流示意。
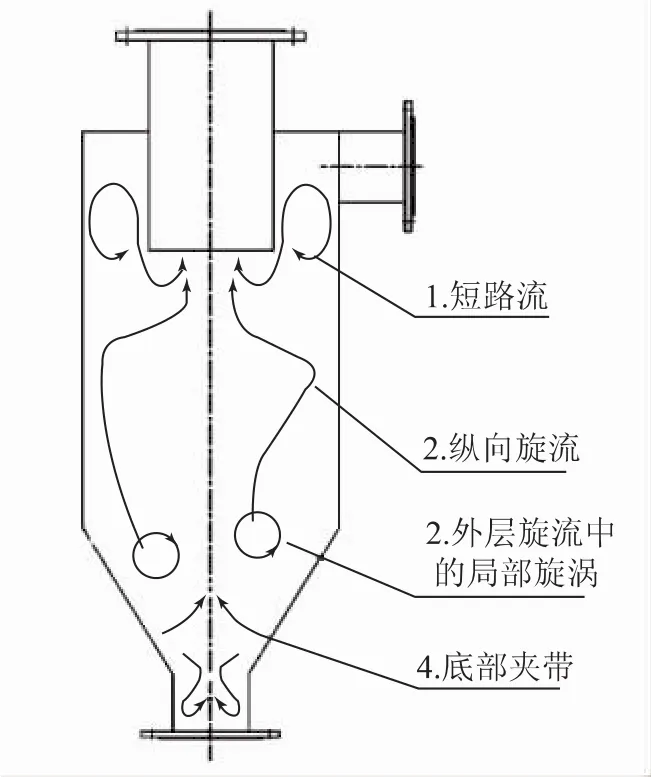
圖3 傳統旋風分離器殼體內部存在的渦流示意
3.1.2 逃液捕集器結構
逃液捕集器將旋風分離、離心沉降分離和重力分離巧妙地合為一體,利用強制整流超速噴發原理對氣體、液體進行有效分離,在結構上消除了旋渦氣流對分率效率的影響。逃液捕集器主要由8個部分組成,如圖4所示。
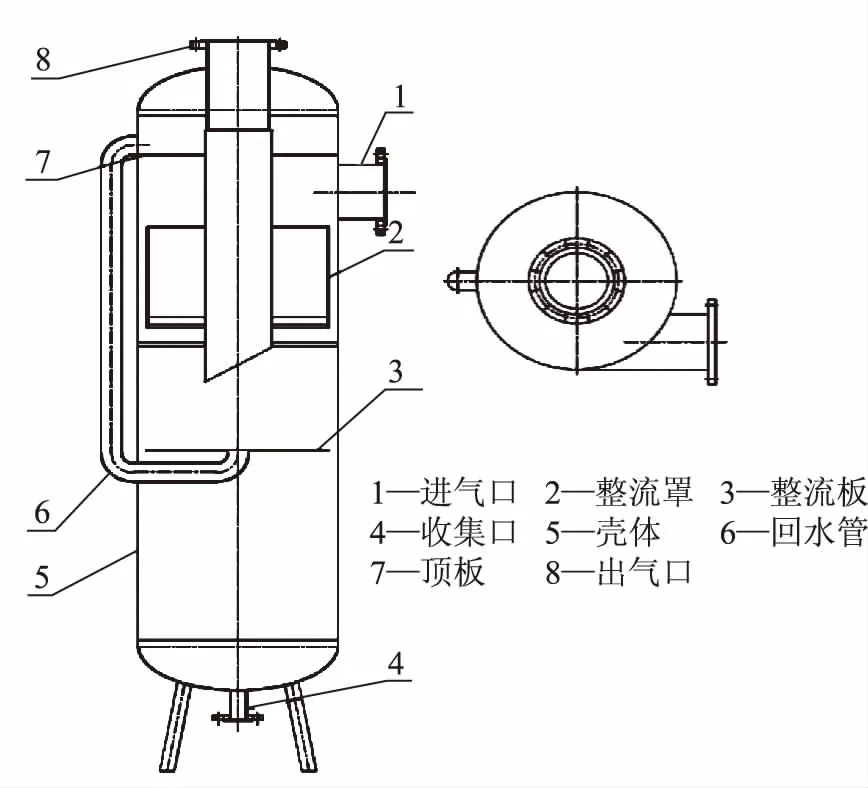
圖4 逃液捕集器結構簡圖
3.2 逃液捕集器工作原理
圖5 為逃液捕集器的三次逃液分離過程。從圖4可以看到,混合氣體由進氣口切向進入殼體,氣體由直線運動改為圓周運動;旋轉氣流沿筒壁呈螺旋形旋轉向下;液體顆粒在離心力作用下,密度較大的液體顆粒被甩向殼壁,失去慣性,由于重力作用沿筒壁下落,進入凝并區,完成第一次氣液分離。
向下旋轉的氣體進入整流罩與筒體之間的環縫,強制進行離心分離,當氣流在脫離環縫的瞬間,氣流體積膨脹,濕度略降低,形成快速的局部混合流場,使氣流中的液體發生碰撞凝并,形成有效沉降,完成第二次氣液分離。
旋轉向下的氣流經過整流板,流向發生改變,旋轉氣流向中心軸線(排氣孔)移動。在前兩次分離過程中沒有來得及分離出的液體,在上旋過程中由于離心力作用被分離出來,分離出的液滴通過上腔分離管設置的間隙排出,經回液管流回腔體底部,完成第三次氣液分離。
筒體整流板以下部分設計較大的空間是為了進一步冷凝被處理的氣體。混合氣體經過三次分離后,氣體經出氣口上部排出分離器外。分離后的液體在殼體底部匯集,通過殼體底部的收集口排出。
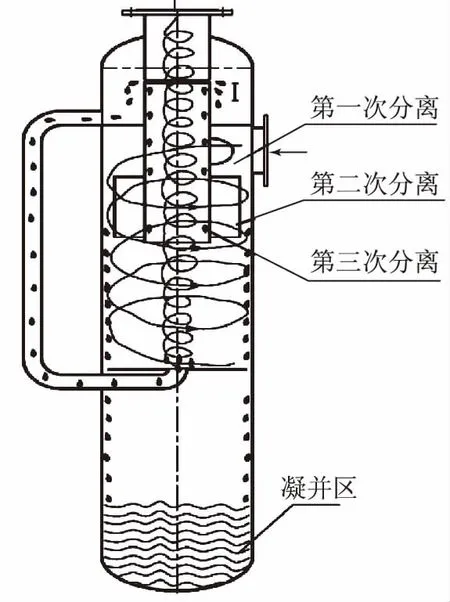
圖5 逃液捕集器逃液分離過程簡圖
3.3 逃液捕集器特點
逃液捕集器的結構有效消除了旋風分離器的渦流:(1)整流板迫使氣流在整流板及筒體的間隙中做旋轉運動,氣流沒有機會形成短路,直接進入排氣孔,這樣消除了上述第一種渦流。(2)在出氣管內進行氣液的第三次離心分離,大大減弱了由縱向旋流、外層旋流中的局部渦流、底部夾帶所引起的液體逃逸現象。
渦流的消除,極大地提高了逃液捕集器的分離效率,比傳統的旋風分離器高10%~20%,設備結構簡單、分離效率高、運行可靠。在風量產生波動的情況下,其分離效率穩定,風量適應度好。在發酵運行過程中,該設備和發酵罐視為同一系統,一同對這兩者進行蒸汽消毒。消毒完成后,逃液捕集器內部也清洗完畢。逃液捕集器采用免維護運行設計,設備可長期連續使用,正常運行時不需要維護,內部結構也不會出現堵塞、破損。設備內部無死角,一般不會發生染菌現象。逃液捕集器的主要技術參數如表3所示。
3.4 逃液捕集器的安裝
以新疆某生物科技公司QYF-B-180型逃液捕集器為例,其安裝示意如圖6所示,安裝要點如下:
(1)逃液捕集器安裝高度要盡量高,以便增大回收料液的回流動力。依據勢能和料液重力回流,有利于將捕集到的料液回流到發酵罐內。
(2)逃液捕集器安裝的進、出口方向應垂直安裝,當攪拌軸轉動時,可以減輕攪拌軸與發酵罐的震動。
(3)發酵罐內的回料管焊接固定后,要進行相關部分的拋光處理,杜絕料液染菌的隱患。
(4)逃液捕集器回料管的端口方向,要與攪動料液的旋轉同向,以防止料液進入回料管造成倒灌。
(5)確定發酵罐料液攪拌過程中形成的負壓區位置,它與料液回收效果有直接關系。發酵產品生產廠家的生產工藝、發酵罐容積、發酵罐內的攪拌方式、攪拌葉片形式等,都與確定負壓區位置有直接關系。因此,確定負壓區位置沒有固定模式,建議廠家安裝前與發酵罐設計廠家確認負壓區基本位置后,再進行回料管的安裝。

表3 逃液捕集器的主要技術參數
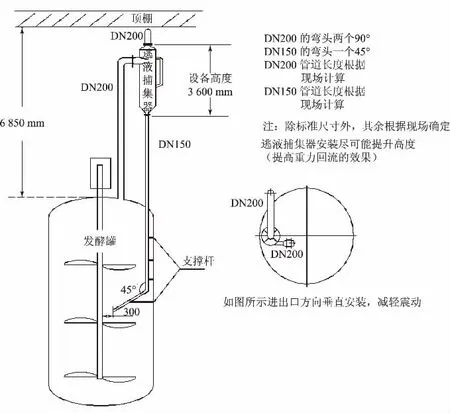
圖6 QYF-B-180型逃液捕集器安裝示意圖
(6)無論是新購置還是在原有發酵罐上添加逃液捕集器,發酵罐排氣口與逃液捕集器的進口管路之間不應設置閥門,防止發酵罐底部的進氣壓力與發酵罐上部的排氣壓力形成反向壓差,造成生產損失。逃液捕集器回料管與發酵罐間的管路也不應設有閥門,防止經分離后的料液經回料管回至發酵罐時受阻,影響捕集回收的效果。
(7)逃液捕集器中無更換部件,免維護運行。在使用中一般不會發生故障,只需一次性投資。
(8)逃液捕集器中的回料管安裝有兩種方式,如圖7所示。一種是通過發酵罐體上方從罐體進入,沿筒體內壁向下到負壓區域,如圖7(a)所示,此種安裝方式為大多數廠家所采納;另一種是沿發酵罐外垂直向下到負壓區域筒壁外,通過罐體進入,如圖7(b)所示。
4 逃液捕集器的應用
逃液捕集器用于生物發酵行業的尾液回收始于2003年,梅花集團二公司投資擴建10萬t/年的味精生產線,廠家經多方調研,最后選用了分離效率高、價格相對低廉的QYF-B型逃液捕集器,用以解決尾氣逃液問題。根據廠家提供的工作參數(流量、工作壓力、進出口要求等),我院為其設計了10臺80m3/m in的逃液捕集器。投產運行后,該設備的逃液控制效果明顯,通過相關數據分析,其經濟指標明顯高于同類廠家。
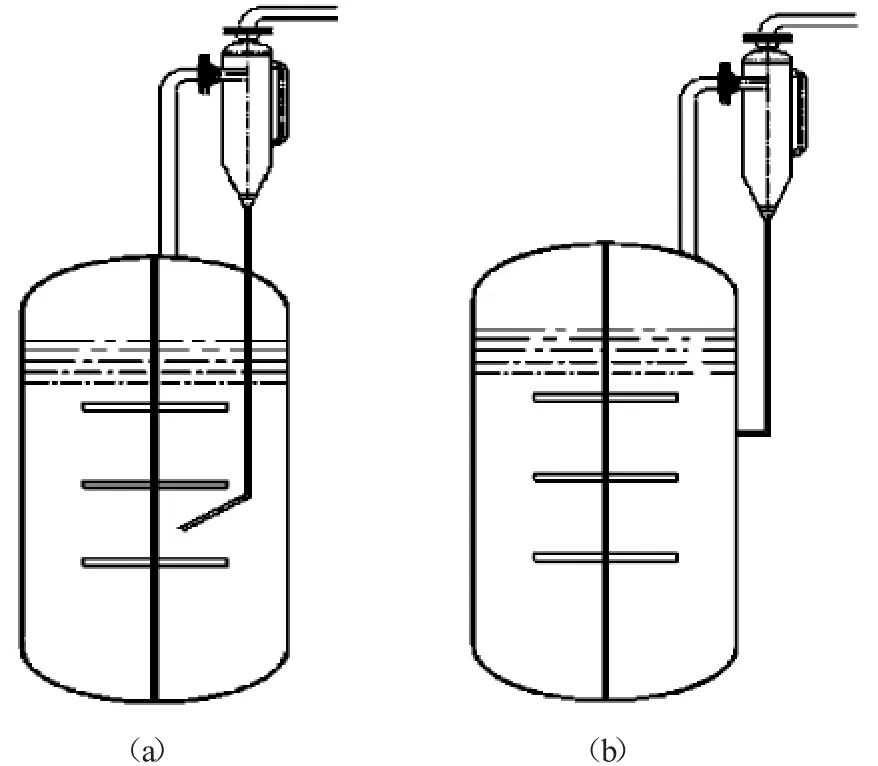
圖7 逃液捕集器的回料管安裝形式示意圖
4.1 應用效果
4.1.1 放罐體積增大
該廠家的放罐體積一般在260~270m3/次,平均可達83%左右,而其他廠家的放罐體積平均為75%左右,兩者相差近10%。放罐體積的大幅度增加,提高了生產線的設備利用率,同時證明了逃液捕集器具有很高的分離效率。
4.1.2 消泡劑用量減少
該廠家生產谷氨酸所使用的消泡劑為5 kg/t,而其他味精生產廠家的消泡劑用量為8~10 kg/t,消泡劑用量減少37%~50%,減輕了提取、精制等下道工序的負擔,后續處理費用下降。
4.1.3 無逃液現象發生
逃液捕集器的分離效率較高,使發酵過程避免了逃液現象的發生,有效保證了周圍的空氣質量,避免了由生產空間空氣循環所造成的空氣首尾交叉感染,為制備無菌空氣提供了可靠的保證,為生產的穩定運行起到了重要作用。
4.1.4 消毒無死角、無染菌問題
由于逃液捕集器安裝在發酵罐上部,在發酵罐運行過程中和發酵罐視為同一系統,借罐壓作用,不需要外界的動力和額外能耗,對發酵罐和逃液捕集器一同蒸汽消毒,無染菌死角,自運行以來,未發生染菌現象,保證了產品合格率。放罐體積及消泡劑用量參數如表4所示。
4.1.5 經濟效果
梅花集團二公司的味精生產線年產量為10萬t,由于放罐體積增加了近10%,其年產值增加了1萬t,按當時味精市場價格8 000元/t計算,僅此一項可增加產值8 000萬元/年。同時,生產1 t谷氨酸所節約的消泡劑用量達0.003 t,按當時消泡劑市場價格1 000元/t計算,可節約成本30萬元/年。
4.2 推廣應用
通遼梅花味精生物科技有限公司使用了逃液捕集器后,深有感觸。原先使用自制的旋風分離器的分離效果不理想,在谷氨酸發酵過程中,尾液排放處理不當,易發生發酵逃液現象,使環境中的菌體濃度過高,提高染菌發生率。選用QYF-B型高效氣液分離器后,效果顯著:(1)有效杜絕了尾氣逃液現象,無液滴和泡沫帶出;(2)發酵罐放罐體積增加了5%~6%;(3)發酵罐消泡劑用量減少了20%。
西王藥業有限公司主產葡萄糖酸鈉,在發酵罐的尾氣排放處理中,一直沿用傳統的旋風分離器,使用效果不理想。2017年選用了QYF-B型高效氣液分離器,對比設備使用前后的生產指標發現,效果明顯:(1)杜絕了逃液現象,無液滴和泡沫帶出;(2)發酵消泡劑用量減少;(3)與原發酵罐相比,發酵液產量提高了11%;(4)發酵罐容積增加了10%以上,發酵罐單罐產能也有明顯提高。

表4 味精行業放罐體積及消泡劑用量參數
在肌苷發酵生產中,排放的發酵罐尾氣氣味較大,濟南明鑫制藥有限公司對肌苷發酵生產工藝進行了幾次改進,但實際除味效果并不理想,氣味帶來的環保問題影響了企業的正常生產。此外,排出的混合氣體中的料液若通過逃液捕集器回至發酵罐,黏稠度較高的料液有可能與筒壁粘連,帶來染菌隱患。2012年該公司使用了QYF-B型逃液捕集器,經逃液捕集器分離后的料液未回到發酵罐,而是回收到另外的收集罐,消除了料液染菌的風險,解決了因尾氣排放產生的環保問題,能夠回收發酵尾氣中80%以上的料液分子,除味效果明顯,空氣質量得到很大改善。設備投入少,除氣味效果明顯,取得了較好的經濟效益和社會效益。
逃液捕集器在發酵車間中的應用如圖8所示。

圖8 逃液捕集器在發酵車間中的應用
5 結語
逃液捕集器經用戶使用證明,其設計合理,技術先進,領先國內同類產品,滿足發酵罐的逃液收集需求,其使用效果明顯高于傳統的旋風分離器,是傳統旋風分離器的替代產品,必將在食品、生物醫藥等行業得到更好的推廣和應用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
