調度絞車排繩裝置的設計及實踐應用
2018-09-11 05:49:32孫華
山東煤炭科技 2018年8期
孫 華
(同煤集團云岡礦運輸一區,山西 大同 037600)
同煤集團云岡礦井下運輸系統大量使用JD-25型調度絞車,作業時鋼絲繩常常出現“咬繩”、“死折”等現象,導致工作效率低下。本文主要是針對JD-25型調度絞車設計了一款排繩裝置,期望可以解決排繩較亂的問題。
1 云崗礦調度絞車的使用現狀分析
1.1 JD-25型調度絞車
云崗礦井下地質條件復雜,其工作面順槽運料及井下盤區等位置大量使用JD-25型調度絞車,如圖1所示。
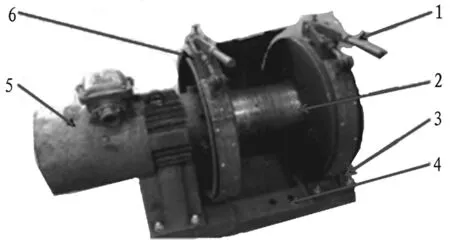
圖1 JD-25型調度絞車外形示意圖
絞車滾筒由鑄鐵制成,其主要功能是纏繞鋼絲繩牽引負荷,滾筒內和大內齒輪下裝有減速齒輪。續車上裝有兩組形式閘,即制動閘和工作閘。電機一側用制動閘控制滾筒,大內齒輪上的工作閘用于控制滾筒運轉。電機軸承支架及閘帶定位相等均用螺栓固定在機座上。電機為專用防爆三項鼠籠電動機。
1.2 調度絞車的使用現狀分析
在實踐工作中發現絞車滾筒上的鋼絲繩。常因“咬繩”、“死折”現象發生松繩沖擊和斷繩跑車事故;產生余繩,在滾筒纏繞中出現繩繞出滾筒傷人事故。煤礦技術部安排人工用鐵棍逼繩,安裝逼繩器,加大鋼絲繩的直徑等措施來進行改善,在一定程度上緩解了“咬繩”、“死折”現象,但是根本問題沒有得到解決。技術部從生產實踐的角度出發,聯合晉城金沁機電有限公司合作開發一款排繩器,來解決JD-25型調度絞車的排繩問題。
2 調度絞車排繩裝置的設計
云岡礦技術部和晉城金沁機電有限公司技術人員深入JD-25型調度絞車的使用現場。對其壓繩、亂繩、鋼絲繩相互擠壓等現象進行仔細分析,提出并設計了一款曲柄滑塊機構排繩器。保證鋼絲繩均勻纏繞在調度絞車滾筒上,避免與絞車滾筒側壁的摩擦,提高了鋼絲繩和絞車的使用壽命。
2.1 排繩器的工作原理
該款曲柄滑塊機構排繩器的工作原理為:在調度絞車運行過程中,行進中的鋼絲繩從平行的兩個豎直托輥中間穿過,兩個托輥左右移動帶動鋼絲繩左右擺動,達到排繩的目的。排繩器采用偏置曲柄滑塊機構,滑塊水平移動帶動兩個托輥左右移動,具體見圖2所示。
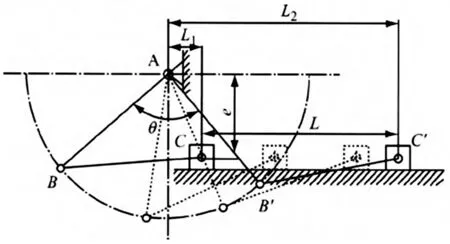
圖2 偏置曲柄滑塊機構工作原理示意圖
JD-25型調度絞車的滾筒寬度為400mm,從而可以確定圖2中滑塊的行程L為526mm,偏心距為217mm,滑塊在行程極限位置時的夾角為直角90°,曲柄AB、AB'對豎直直線左右對稱。設定L1= 92mm,那么整個L2的距離為618mm,同時設定曲柄AB和連桿BC的長度一致,都為375mm。
2.2 排繩器的結構設計
曲柄滑塊機構排繩器的主要結構示意圖如圖3所示,其行走機構主要包括豎托輥、行走框架和曲柄滑塊結構、滾輪,見圖4可知。絞車牽引鋼絲繩工作過程中,操作者操縱曲柄滑塊機構上的推桿,帶動曲柄連桿,使得行走機構上的滾輪在導軌上左右移動,從而帶動鋼絲繩左右擺動,達到排繩的目的。
3 排繩器的實踐應用及相應的操作規范分析
3.1 排繩器的實踐應用分析
將曲柄滑塊機構排繩器安裝在云崗礦12#408、410和404 盤區的JD-25型調度絞車上使用,該排繩裝置能夠很好地完成排繩任務,杜絕了以往“咬繩”、“死折”現象的發生。主要體現了下面的特點:(1)該裝置能夠實現按順序自動強制規范纏繩;(2)纏繩規范可靠,無“咬繩”、“死折”現象發生;(3)對于直向、側向各安裝工況都能適用,該曲柄滑塊機構排繩器是一個獨立的裝置,不需要對調度絞車進行大面積的改造。作業期間,只需要安排維護人員做好系統的潤滑上油工作即可。試運行的半年期間內,該調度絞車滾筒纏繩狀況良好,沒有發生一起因排繩亂而造成的“咬繩”、“死折”現象,大大提高了絞車的工作效率。
3.2 排繩器的操作規范措施
對于調度絞車及排繩器的操作規范措施,主要注意以下幾點:(1)要求對絞車司機進行崗前培訓,嚴格執行持證上崗的安全操作規范;(2)對調度絞車及排繩器的維護和管理工作,應該在設備停止并將開關打零位后進行;(3)開車前要對鋼絲繩的排列情況進行觀察,看其是否保持整齊狀態,是否出現扁繩現象;(4)放車時應注意防止鋼絲繩在滾筒上松圈空間大、繩跑出滾筒、纏繞絞車手把現象。
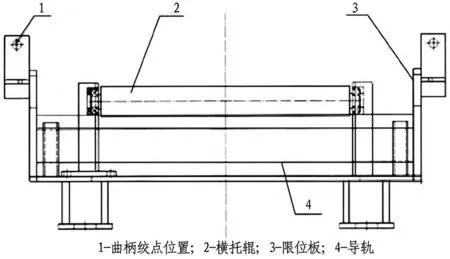
圖3 曲柄滑塊機構排繩器結構示意圖
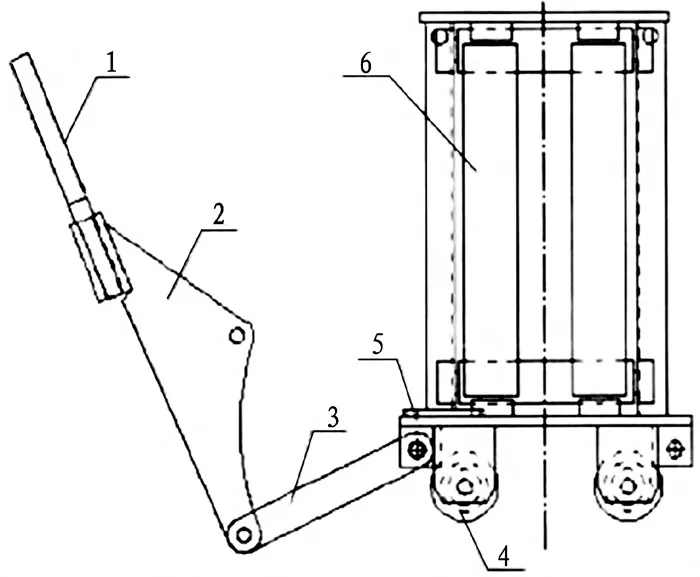
圖4 排繩器行走機構示意圖
4 實踐應用的效益分析
曲柄滑塊機構排繩器在云崗礦調度絞車中的實踐應用情況良好,產生了很好的安全效益、社會效益和經濟效益。
(1)曲柄滑塊機構排繩器改善了調度絞車提升運輸過程中絞車滾筒纏繩狀況,消除了因排繩亂而引發的“咬繩”、“死折”現象。
(2)降低了運輸中斷繩跑車事故發生的概率,提高了井下運輸的安全性。
(3)安裝曲柄滑塊機構排繩器后鋼絲繩的使用壽命能提高2.5倍,節約了鋼絲繩材料費用以及相關的鋼絲繩安裝、管理和維修的費用。
5 結語
調度絞車是煤礦井下重要的輔助運輸設備,因井下復雜的工作環境,調度絞車在安裝時不太規范,常出現“咬繩”、“死折”等現象,導致運輸安全隱患及安全事故的發生。本論文主要是針對云崗礦JD-25型調度絞車研究設計了一款曲柄滑塊機構排繩器裝置來解決其排繩問題,通過在云崗礦12#408、410和404 盤區調度絞車的實踐應用,表明該款排繩器裝置能完成排繩任務,杜絕了“咬繩”、“死折”現象的發生,可以考慮在其他調度絞車上進行推廣使用。
