淺析換熱器管板與換熱管脹焊脹工藝方法
2018-09-10 07:59:57萬詠知
環球市場 2018年26期
萬詠知
摘要:本論文闡述了在管殼式換熱器的設計中換熱管與管板的連接結構形式如何確定,確定了最佳的換熱管連接方式為貼脹+密封焊+消除應力脹,防止換熱器管板裂紋的產生,在生產中得到推廣應用。
關鍵詞:換熱器;換熱管;管板;強度脹;強度焊
在管殼式換熱器中,換熱管與管板的連接是一個比較重要的結構部分。根據管殼式換熱器的使用條件不同,加工條件不同,管子與管板的連接通常采用:脹接或焊接的連接方式,脹接連接運行一段時間,隨著冷熱交替管板和管子間容易發生泄露,增加了維修頻率;焊接連接的管子因過于密集,管孔橋間距較小,相鄰焊縫的焊接熱影響區疊加,容易產生焊接殘余應力,焊后管板上易出現裂紋。
一、脹焊脹前準備
(一)材料準備:Q345鋼材,t=20,200×200(中間開φ32孔),一塊;20#管子,φ32×2.5,L=150,一段;
(二)設備、工具的準備:脹管器一個;WS-400氬弧焊一臺;焊接輔助工具若干;
(三)組對:將準備好的管子與管板組對起來,管子伸出長度4-5mm。
二、脹焊脹操作工藝要點
(一)貼脹
主要反映在管孔是否開槽和焊接坡口及管子伸出長度等方面,對一些比較苛刻的使用場合也有用強度焊+強度脹的管接頭連接方式,如雙管板換熱器設計要求采取強度焊+強度脹。我們在設計換熱器時無論采取哪種方式,其要求滿足的基本條件有兩條:一是良好的氣密性;二是足夠的結合力。
(二)脹接
脹接是一個連續的彈塑性力學過程,脹管時管子產生了嚴重的塑性變形,管板則主要處于彈性狀態,卸載時由于回彈管孔將管子壓緊而形成脹接接頭。強度脹是利用脹管器,使伸到管板中的管子端部直徑擴大產生塑性變形而管板只達到彈性變形,因而脹管后管板與管子間就產生一定的擠壓力,使管子能嵌入到管孔的環形槽內,達到密封緊固連接的目的。
(三)采用脹接時要求管板硬度較換熱管硬度高,這樣可免除在脹接時因管孔產生塑性變形而影響脹接的緊密性。
(四)脹接要求換熱管伸出管板的長度應不小于3mm,是保證管板與換熱管始脹處不受沖刷,同時無論是強度脹還是貼脹,脹接長度不準超出管板背面,并應離開3mm,是為了避免換熱管被脹接碾成環裝壓痕而產生破壞。
(五)脹接聯接時,管孔表面粗糙度Ra值不大于12.5um,管孔表面不應有影響脹接緊密性的缺陷,如貫通的縱向或螺施狀刻痕等。
(六)應嚴格控制管孔與換熱管的徑向間隙,徑向間隙是影響管接頭脹接質量的最重要因素,間隙大易造成過脹,GB151-1999中Ⅰ級管束的脹接質量肯定比Ⅱ級的好,而且在換熱管與管板不存在硬度差時,間隙的大小是至關重要的。
由于脹接靠的是管板孔收縮所產生的殘余應力,這一應力會隨著溫度的升高而松弛,這樣會致使管端處密封和結合力的降低,所以該結構受到壓力和溫度的限制,一般適用于設計壓力≤4Mpa,設計溫度≤300℃場合,且該連接形式不能用于d<14mm的換熱管。
脹接連接具有生產簡單、效率高、連接可靠的優點,在換熱器實際制造過程中,脹接特別適用于材料可焊性差及制造廠的工作量過大的情況。
三、強度焊
管板與換熱管的焊接,也是我們在設計中常采用的方式,因為換熱管端部無需退火,管孔不需開槽,管孔的表面粗糙度Ra值也沒有脹接時要求高,不大于35uM即可,所以制造加工簡便。焊接結構強度高,抗拉脫力強,且當焊接接頭有泄漏、換熱管有裂紋或堵塞時,其修補或更換換熱管都比脹接方式容易。強度焊一般使用于P≤35MPa,T不限制,換熱管直徑(d)不限制的情況,但不適用于有振動或有間隙、應力腐蝕的場合。強度焊管接頭承受換熱管軸向剪切載荷和密封要求的焊縫高度L1+L2應大于或等于1.4倍的管壁厚,且強度焊必須是填絲的氬弧焊,否則只作為密封焊。
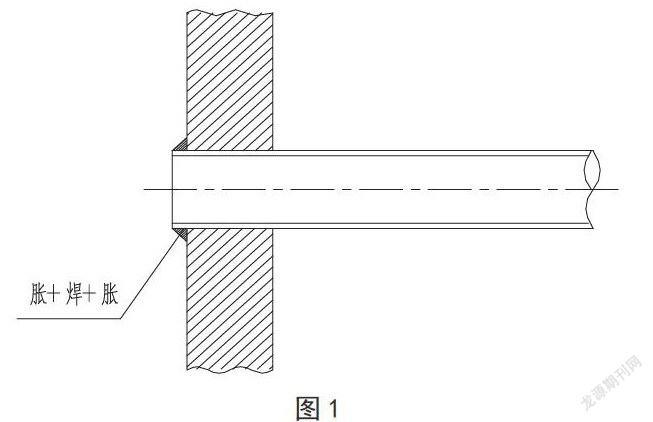
四、貼脹+密封焊+消除應力脹
焊接法雖然較脹接可以耐更高的溫度,但是在高溫循環應力的作用下,焊口極易發生疲勞裂紋,列管與管孔存在間隙,當受到腐蝕介質的侵蝕時,也會加速接頭的損壞。因此,就產生了焊接和脹接同時使用的方法。這樣不但能提高接頭的抗疲勞性能,同時可以降低縫隙腐蝕傾向,因而其使用壽命比單用焊接法時長的多。
先脹后焊再脹的工序,焊前管板坡口清洗干凈,貼脹時管子與管板間隙處的空氣可以從正、反兩側排除,對防止后密封焊產生氣孔及保證焊接接頭的質量提供保障。但是對于焊接性較差的管子與管板接頭,脹接時焊道容易產生微裂紋,甚至于將焊道脹裂。對于這種情況,應采用深度脹,即距管口15mm不脹,使脹接部位避開焊道,從而減小脹接對焊道的影響,這也是先脹后焊再脹工藝的最大不足之處。采用先脹后焊再脹工藝,管子與管板焊后的泄漏率比采用先焊后脹工藝要高出10倍左右,因此,國內外管殼式換熱器的設計中多采用先脹后焊再脹工序。
五、結語
綜合以上各種連接方式優缺點的分析,盡管也可以采用貼脹、脹接、焊接這三種形式,在設計和制造時,應優先考慮先脹后焊再脹的加工工序,選擇貼脹+密封焊+消除應力脹的連接形式,對于要求高的連接,如雙管板或復合板可采用貼脹+密封焊+消除應力脹的形式,這樣既能保證良好的氣密性、又能保證足夠的結合力,可以使所設計的換熱器長周期運行。不過在換熱管與管板連接形式的設計中并沒有標準的統一結構,不能一概而論,應根據設備的使用環境、流通介質及管板材料和結構等多方面考慮,確定合適的連接結構方案。