激光焊接金剛石工具過渡層配方設計初步研究
2018-09-10 06:28:46潘曉毅謝德龍肖樂銀
超硬材料工程 2018年4期
潘曉毅,謝德龍,林 峰,肖樂銀,陳 超
(廣西超硬材料重點實驗室,國家特種礦物材料工程技術研究中心,中國有色桂林礦產地質研究院有限公司,桂林 541004)
激光焊接具有能量集中、能量輸出覆蓋范圍廣、焊接過程無需填充釬料、可焊材質種類范圍大、異種材料焊接性能好、焊接深寬比高、易于實現自動化等突出優點,因此在工業領域中的應用越來越廣泛[1-3]。目前,激光焊接技術已成熟應用于金剛石工具如鋸片、鉆頭等的制造中,取得了明顯的經濟效益[4]。激光焊接金剛石工具首先采用粉末冶金法將結合劑和金剛石混合燒結成一定形狀的節塊,然后通過激光焊接將節塊連接在鋼材基體上。相較于傳統工藝,激光焊接法所使用的節塊在結構設計上有極大的不同。以金剛石地質鉆頭為例,傳統中頻金剛石地質鉆頭的鉆齒基本由工作層、結合層兩層結構組成;而激光焊接金剛石地質鉆頭因其工藝特點,鉆齒結構由工作層、過渡層、焊接層組成[5]。
過渡層是激光焊接金剛石節塊的重要組成部分,有連接工作層與焊接層的作用,過渡層配方設計的優劣左右著金剛石工具整體的安全使用性能。目前對于過渡層配方的研究較少,不利于激光焊接技術在金剛石工具上的應用推廣與進一步革新。
1 實驗
在激光焊接金剛石工具中,焊接層成分基本由Fe、Co與少量Cu組成,而工作層除了金剛石外還含有WC、W、Cu、Co、Sn、Ni、Mn等成分。過渡層連接著工作層與焊接層,除要求自身具有優良的成型性能外還需要能分別與工作層、焊接層有效結合。本實驗將從過渡層配方自身燒結致密性能、過渡層-焊接層結合部位抗彎強度、過渡層-工作層結合部位抗彎強度三個方面展開研究。
1.1 配方設計
選擇某鉆頭配方A:30wt%WC+30wt%Fe+10wt%Co+30wt%(663Cu+Ni+CuSn15 +NiCrP)作為工作層配方;選擇Eurotungstene公司的NEXT300預合金粉作為焊接層粉料,其中NEXT300預合金粉主要成分為:72wt%Fe+25wt%Co+3wt%Cu;選擇中國有色桂林礦產地質研究院有限公司開發的某Fe、Co、Cu預合金粉B作為過渡層強韌化研究成分[6]。
過渡層配方設計思路:(1)設計G1、G2、G3三種過渡層配方,以50%質量百分比NEXT300預合金粉比例替代配方A中的WC、Fe、Co成分,考察以預合金焊接層粉部分替代工作配方中主要高熔點成分的效果;(2)設計配方G4,以預合金粉B與NEXT300完全替代工作層配方A中的WC、Fe、Co成分,考察利用預合金焊接層粉完全替代工作配方中的主要高熔點成分的效果;(3)以預合金粉B、NEXT300及Cu粉的比例混合設計配方G5、G6,考察以高強韌型的預合金粉配以單質Cu粉直接作為過渡層的效果。所設計的G系列配方如表1所示。

表1 過渡層配方Table 1 The powder formulas of transition layer
1.2 試樣制作
(1)如圖1示意填料方式,通過隔板填料制作過渡層-工作層(標號GXG)及過渡層-焊接層(標號GXH)的拼裝冷壓塊,其中工作層粉為含30%(砂輪制)金剛石濃度的A配方粉料、焊接粉為NEXT300純粉料,完成填料緊實后抽出隔板通過冷壓設備冷壓至一體,然后進行熱壓燒結-氧化皮去除的工藝步驟制作橫向分層燒結試樣,試樣尺寸為:30mm×12mm×6mm。
(2)按表1各配比通過冷壓成型-熱壓燒結-氧化皮去除工藝順序分別制作30mm×12mm×6mm尺寸的燒結試樣(標號GX),以同樣的方法制作A配方、含30%(砂輪制)金剛石濃度的A配方(標號A30)及NEXT300的燒結試樣。
其中冷壓工藝統一為:垂直30mm×12mm面壓制,冷壓壓力7~10MPa,泄壓拆模;熱壓燒結工藝統一為:燒結溫度830℃,升溫時間6min,燒結壓力25MPa,燒結真空度0.1Pa,保溫保壓時間5min,出爐溫度650℃,冷卻至室溫拆模。

圖1 拼裝冷壓示意圖Fig.1 The schematic diagram of assemble cold pressure
1.3 性能測試
通過CMT4304型液壓萬能材料試驗機測試各燒結試樣的三點抗彎強度,跨距25mm,測試GXG、GXH試樣時壓頭加載位置為30mm×12mm面上中間部位的成分分隔位置。通過對比分析各強度數值對過渡層配方設計進行研究分析。
通過排水法測得的密度與理論計算密度比值記作相對密度比,對比考察各試樣的燒結成型性能,計算公式如下:
(1)
其中δ為相對密度比,ρa為排水法測得的密度,ρt為理論計算密度。
2 實驗結果及分析
單一配方試樣的三點抗彎強度測試結果如表2所示,A、NEXT300、B、G1~G6分別對應各自配方試樣結果,A30為含30%(砂輪制)金剛石A配方的試樣結果。由表2可知:(1)各試樣的相對密度比δ值相近且均大于95%,說明各試樣整體燒結性能較好,且與燒結工藝匹配較好;(2)預合金粉B與NEXT300的δ值同其他試樣對比較高,說明所選用的兩種預合金粉燒結成型性能相對優于其余配方粉料;(3)預合金粉B與NEXT300試樣的抗彎強度遠高于其余試樣,這是因為兩者屬Fe-Co-Cu預合金粉,具有成分均勻、粒度細且含有部分合金相等特性,燒結試樣抗彎性能優異;(4)A30燒結試樣的抗彎強度較低,相對于A試樣降低了308.33MPa,這是因為金剛石不參與燒結,燒結性能差,故試樣抗彎強度低;(5)過渡層配方按試樣抗彎強度由高至低排序為:G5>G6>G4>G3>G2>G1。

表2 單一配方試樣測試結果Table 2 The test results of each single powder formula sample
通過SEM對各試樣進行斷口形貌分析,斷口SEM掃描結果如圖2所示,a-f圖分別對應G1-G6試樣。結合配方成分進行分析,由圖2可知:

圖2 純抗彎試樣斷口SEM圖Fig.2 The fracture SEM diagrams of pure bending test sample
(1)a、b圖斷口形貌接近,有大量層片狀組織分布在斷口上,多為沿晶斷裂,脆性斷裂特征明顯,這是因為G1、G2配方中含大量熔點較高的WC、Fe、Co成分,830℃熱壓燒結下會有層片狀組織形成,該層片狀組織未能完全燒結融合,結合力較差故整體韌性較低,宏觀表征上為G1、G2抗彎強度較低僅分別為823.55MPa、1122.93MPa;(2)c、d圖斷口上層片狀組織較a、b圖數量下降,還出現了部分韌窩組織,這是因為相對于配方G1、G2而言,G3、G4完全去除了高熔點的WC成分,且Fe、Co成分以Fe-Co-Cu預合金粉形式加入,在830℃熱壓燒結溫度下燒結性能有所提升,韌性也隨之提升,且G4中預合金占比相對G3更高,宏觀上表現為G3抗彎強度1252.33MPa、G4抗彎強度1360.25MPa、RG4>RG3;(3)e、f圖斷口上出現大量韌窩,并伴有部分穿晶斷裂,從成分上分析,這里的韌性斷裂特征增多是由預合金粉特性決定的,G6粉中添加Cu成分的設計并未像預想中的那樣提升整體燒結性能,反而是G5抗彎強度(1678.03MPa)更優于G6(1386.32MPa),由SEM圖分析可能是因為單質純Cu粉粒度高于預合金粉粒度,從而導致燒結組織粗大、降低了試樣抗彎強度[7-12]。
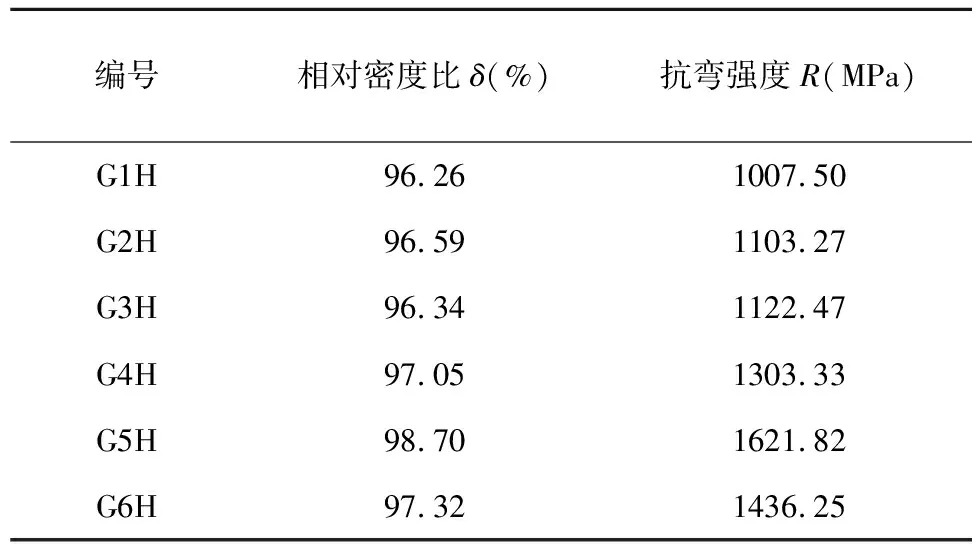
表3 GXH試樣測試結果Table 3 The test results of GXH samples

圖3 GXH試樣Fig.3 The GXH sample
過渡層-焊接層拼接燒結試樣測試結果如表3所示,G1H~G6H分別對應G1~G6同NEXT300的拼接燒結試樣。結合表2、表3可知:(1)各試樣相對密度比δ接近且高于95%,說明分層試樣整體燒結性能較好,且與燒結工藝匹配較好;(2)抗彎強度上,RG5H>RG6H>RG4H>RG3H>RG2H>RG1H,同過渡層配方自身抗彎強度大小順序一致,說明GXH試樣的強度分布與過渡層配方有一定的對應關系;(3)從測得的數值上來看,GXH試樣抗彎強度更接近于過渡層,斷裂部位偏向過渡層配方一側(如圖3)。
過渡層-工作層拼接燒結試樣測試結果如表4所示,G1G~G6G分別對應G1~G6同含30%(砂輪制)金剛石A配方的拼接燒結試樣。結合表2、表4可知:(1)隨著含金剛石層的加入,相對密度比δ同不含金剛石試樣相比有所降低但降幅不高,說明整體燒結性能降低但影響不大;(2)抗彎強度上,RG5G>RG6G>RG4G>RG3G>RG2G>RG1G,GXG試樣強度結果排序與GXH、GX系列試樣一致,說明GXG試樣的強度分布與過渡層配方有一定的對應關系;(3)從測得的數值上來看,GXG試樣強度更接近于工作層,斷裂部位偏向工作層配方一側(如圖4)。

表4 GXG試樣測試結果Table 4 The test results of GXG samples

圖4 GXG試樣Fig.4 The GXG sample

圖5 三點抗彎測試力學示意圖Fig.5 The mechanics schematic diagram of three points bending test
對分層試樣的三點抗彎測試過程進行受力分析,簡易示意圖如圖5所示,F加載于中點,兩支點間跨距為l,通過力學計算可知,測試試樣在支點中間部分的中軸切應力Fy=1/2F,而距離試樣中點x距離處的彎曲應力σ有:
(2)
此處M為試樣x處的彎矩,W為試樣抗彎截面參數,b為試樣寬度,h為試樣厚度。

3 結論
文章通過設計分層試樣抗彎實驗,對過渡層的設計進行了初步的實驗探索分析,得出結論如下:
(1)實驗結果表明分層燒結試樣的抗彎強度數值上與低強度一側自身抗彎強度接近,且斷裂總是發生于低強度一側而非力加載的中間部位;
(2)通過力學計算證明分層試樣的交互部位抗彎強度高于低強度一側,過渡層可通過改善交互部位性能而影響分層試樣的整體抗彎強度,但是實驗結果表明對于含金剛石工作層的分層試樣提升范圍有限;
(3)過渡層的配方設計除了需要自身強度高于工作層配方外還需能有效改善交互部位性能;
(4)工作層強度與整體分層結構設計對于整體強度起決定性作用,過渡層設計僅能起輔助改善的作用。
