虛擬軋制力檢測(cè)在中厚板軋機(jī)的應(yīng)用
2018-09-10 09:01:56馬金
天津冶金 2018年4期
關(guān)鍵詞:檢測(cè)
馬 金
(天津鋼鐵集團(tuán)有限公司煉軋廠中厚板,天津300301)
0 引言
中厚板軋制過(guò)程中軋制力檢測(cè)環(huán)節(jié)是整個(gè)過(guò)程的關(guān)鍵所在。在基礎(chǔ)自動(dòng)化方面所涉及的自動(dòng)壓靠、自動(dòng)軋制等都需要進(jìn)行軋制力檢測(cè)。同時(shí),有關(guān)過(guò)程自動(dòng)化方面所涉及的軋制規(guī)程的自適應(yīng)也需要軋制力的檢測(cè)反饋,這樣就使得壓力傳感器成為軋制生產(chǎn)過(guò)程中的關(guān)鍵部件。天津鋼鐵集團(tuán)有限公司3 500 mm煉軋廠中厚板裝備了2臺(tái)軋機(jī),其中粗軋機(jī)(RM)的軋制力檢測(cè)由安裝在支撐輥軸承座底部的壓力傳感器(LoadCell)采集完成,如圖1所示。這種安裝在軋機(jī)上的工業(yè)級(jí)大負(fù)荷的壓力傳感器,采用ABB公司制造的LoadCell,可以滿足現(xiàn)場(chǎng)生產(chǎn)的需要。但是,由于這種壓力傳感器價(jià)格昂貴、訂貨周期長(zhǎng),且損壞后需國(guó)內(nèi)檢測(cè)、國(guó)外維修,維修周期較長(zhǎng),嚴(yán)重制約了軋制生產(chǎn)。基于上述制約因素考慮,通過(guò)自主開(kāi)發(fā)虛擬軋制力檢測(cè)模式(無(wú)壓頭軋制)的控制程序,徹底解決了壓力傳感器損壞后無(wú)法軋制的問(wèn)題。
1 軋制力及軋制扭矩分析
壓力傳感器與軋輥布置示意圖如圖1所示。
當(dāng)軋件咬入軋機(jī)后,軋件對(duì)軋輥的作用力如圖2所示。其中F,F(xiàn)'分別是上下輥在軋制過(guò)程中受到的總的變形抗力。在上輥中,F(xiàn)v,F(xiàn)h是F的垂直和水平方向的分力,下輥亦然。則由變形抗力所產(chǎn)生的扭矩應(yīng)服從Torque=Force×Arm。因此,總的軋制扭矩T也可以被分解為由Fv和Fh分別產(chǎn)生的扭矩Tv和 Th,即 T=Tv+Th。通過(guò)上述分析,F(xiàn)v、Tv及 T 之間存在著單值映射關(guān)系,可以通過(guò)對(duì)軋制扭矩T的觀測(cè)逆向推導(dǎo)出Fv觀測(cè)值。這樣就為在無(wú)壓力傳感器的情況下虛擬檢測(cè)壓力值提供了理論依據(jù)。由于Th與軋輥轉(zhuǎn)動(dòng)方向一致,那么電機(jī)的輸出扭矩Tk(克服軋件形變的輸出扭矩)≈Tv,同時(shí)給出Tk=2Fv×d。
對(duì)公式Tk=2Fv×d進(jìn)行分析,其中Tk是可以觀測(cè)量,即通過(guò)對(duì)電機(jī)電流變化的觀測(cè),并通過(guò)計(jì)算便可以得到Tk。然而,式中的Fv變量是所要虛擬檢測(cè)的量,則水平力臂d的確定成為計(jì)算結(jié)果可靠性的關(guān)鍵。假設(shè)軋輥的剛度遠(yuǎn)遠(yuǎn)大于軋件的剛度,且軋輥所受到的總的軋制力F的作用點(diǎn)在軋輥與軋件接觸弧的中點(diǎn)位置。由圖2可以看出,總的軋制力F的作用點(diǎn)決定了水平力臂d的大小,而作用點(diǎn)又是由接觸弧長(zhǎng)決定的,水平力臂d是關(guān)于接觸弧長(zhǎng)Arc的函數(shù),即d=b×Arc(其中b為水平力臂計(jì)算的系數(shù))。參考軋制理論相關(guān)文獻(xiàn),即可得到公式,其中R為軋輥半徑,Δh為壓下量即入口厚度減出口厚度。
在上述水平力臂的計(jì)算中,軋輥不變形作為前提條件被提出,那么在實(shí)際生產(chǎn)中軋輥的半徑R是一個(gè)變量,即R’。其中,水平力臂的計(jì)算中公式d=b×Arc中,b也是一個(gè)變化的系數(shù)。如圖3所示,在軋輥的剛度一定的情況下,隨著軋件剛度的升高,軋輥的半徑也逐步變小,即 R'2<R'1<R'。同理,系數(shù)b也會(huì)受軋輥?zhàn)冃蔚挠绊懀瑢?duì)于系數(shù)b的確定應(yīng)在同樣剛度的軋件情況下,根據(jù)不同的入口厚度來(lái)確定。
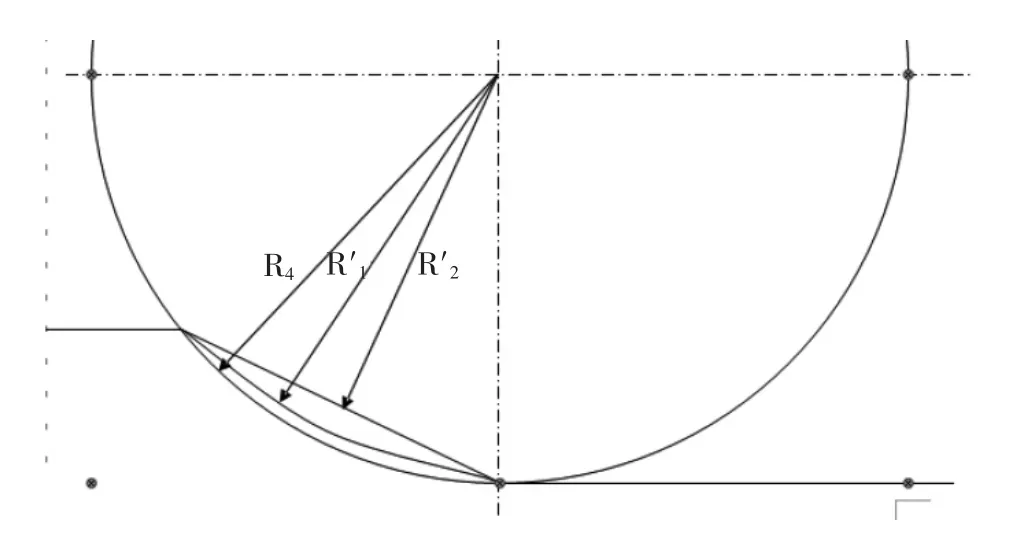
圖3 軋輥?zhàn)冃魏筌堓伆霃絉和接觸弧長(zhǎng)Arc的變化示意圖
基于上述分析,給出公式:

式中,cb1、cb2為訓(xùn)練參數(shù);h1為入口厚度。
綜上所述,基于圖2、圖3及分析結(jié)果,將給出如下公式:

式中,T為電機(jī)克服軋件變形的輸出扭矩;F為垂直方向的軋制力;b為水平力臂率;Arc為接觸弧長(zhǎng);h1為軋件的入口厚度;h2為軋件的出口厚度;cb1、cb2為訓(xùn)練參數(shù)。
2 虛擬軋制力計(jì)算的編程實(shí)現(xiàn)
軋制力檢測(cè)在軋制生產(chǎn)中處于的重要地位,原因在于無(wú)論是輥縫的標(biāo)定調(diào)零,還是軋制過(guò)程中的步序控制,都離不開(kāi)軋制力的檢測(cè)。這就決定了虛擬軋制力的檢測(cè)取代壓力傳感器軋制力檢測(cè),將涉及到輥縫標(biāo)定調(diào)零及軋制過(guò)程兩大主要控制邏輯程序的修改。為實(shí)現(xiàn)虛擬軋制力檢查取代壓力傳感器軋制力檢測(cè)的目的,下面介紹這兩個(gè)控制部分的實(shí)現(xiàn)方法。
2.1 無(wú)壓力傳感器標(biāo)定部分的實(shí)現(xiàn)
在壓力傳感器軋制力檢測(cè)方式下,原有系統(tǒng)采用自動(dòng)輥縫標(biāo)定調(diào)零模式來(lái)完成輥縫標(biāo)定工作。自動(dòng)輥縫標(biāo)定調(diào)零的基本工作流程是:通過(guò)壓下電機(jī)對(duì)輥縫調(diào)節(jié),當(dāng)工作輥充分接觸后,壓力傳感器檢測(cè)值超過(guò)60 t,將觸發(fā)操作和傳動(dòng)側(cè)接觸信號(hào)。當(dāng)信號(hào)被觸發(fā)后,系統(tǒng)將記錄并存儲(chǔ)壓下位移傳感器的伸出值,記錄為零點(diǎn),以備軋制過(guò)程中輥縫調(diào)節(jié)使用。
若系統(tǒng)在無(wú)壓力傳感器的情況下,要實(shí)現(xiàn)自動(dòng)輥縫標(biāo)定調(diào)零,是無(wú)法檢測(cè)或虛擬計(jì)算出軋制力的,這樣就無(wú)法觸發(fā)超過(guò)60 t的觸發(fā)條件,且無(wú)法記錄壓下位移傳感器的伸出值。在這種情況下要想輥縫標(biāo)定調(diào)零成功,就必須人工手動(dòng)確認(rèn)工作輥接觸信號(hào),用該信號(hào)觸發(fā)記錄,并存儲(chǔ)壓下位移傳感器伸出值的程序。人工確認(rèn)工作輥接觸需采用壓鉛絲變形的方式進(jìn)行——鉛絲模式,另外一種人工模式則采用無(wú)壓靠計(jì)算方式進(jìn)行——計(jì)算模式。計(jì)算模式即虛擬壓靠模式,在上一次壓靠成功的基礎(chǔ)上,通過(guò)輥徑差和階梯墊差的變化來(lái)計(jì)算輥縫零點(diǎn)的位移傳感器的伸出值。待點(diǎn)擊壓實(shí)確認(rèn)后,記錄并存儲(chǔ)壓下位移傳感器的伸出值。將鉛絲模式及計(jì)算模式進(jìn)行記錄并存儲(chǔ)壓下位移傳感器的伸出值程序。
2.2 軋制過(guò)程虛擬軋制力的實(shí)現(xiàn)
依據(jù)軋制力與軋制力矩之間的映射關(guān)系:T=2F×b×Arc,編程實(shí)現(xiàn)了通過(guò)電機(jī)輸出扭矩的觀測(cè)值虛擬計(jì)算軋制力的源程序。在編寫過(guò)程中主要會(huì)遇到量綱統(tǒng)一、除數(shù)為零、限值濾波、扭矩確定等問(wèn)題。
量綱統(tǒng)一是工程計(jì)算中非常重要的一個(gè)環(huán)節(jié),若不能將計(jì)算輸入與輸出變量單位統(tǒng)一,結(jié)果可能會(huì)相差非常大。通過(guò)公式:

式中,T 為扭矩,N·m;F 為軋制力,N;b為水平力臂率;Arc為接觸弧長(zhǎng),m。
通過(guò)軋制扭矩來(lái)映射軋制力的公式應(yīng)變化為:

式中,T 為扭矩,kg·m;F 為軋制力,Ton;b 為水平力臂率;Arc為接觸弧長(zhǎng),mm。
除數(shù)為零問(wèn)題是工程數(shù)學(xué)中不可回避的問(wèn)題,通常的解決辦法是將除數(shù)轉(zhuǎn)化為倒數(shù)相乘的辦法來(lái)解決。在公式中,變量b和Arc均不可以為零,否則計(jì)算過(guò)程中軋制力F將溢出,產(chǎn)生不確定的結(jié)果。因此,在做除法之前,用b和Arc是否為零作為使能條件來(lái)觸發(fā)除法計(jì)算。
限值濾波是為抑制電機(jī)輸出扭矩環(huán)節(jié)中所產(chǎn)生的干擾,確保得到反饋值為有效值。通過(guò)對(duì)電機(jī)扭矩反饋值的觀測(cè),經(jīng)過(guò)分析,需要濾掉的無(wú)效反饋值分為兩部分:一是反電流造成的扭矩反饋值與軋輥的運(yùn)行方向不一致的那部分;二是由于無(wú)軋制過(guò)程中,電機(jī)對(duì)軋輥、摩擦等非軋制扭矩的部分。
通過(guò)限值濾波可以解決無(wú)效扭矩的干擾問(wèn)題,軋制過(guò)程中軋制扭矩的確定是實(shí)現(xiàn)虛擬軋制力檢測(cè)的關(guān)鍵。由于軋制扭矩是具有方向的量,而軋制力的方向并不隨軋制扭矩方向的改變而改變,所以首先要將得到的電機(jī)輸出扭矩的反饋值取絕對(duì)值;其次,將取得絕對(duì)值后電機(jī)輸出扭矩除以重力加速度,將單位從國(guó)際單位轉(zhuǎn)換為工程單位;最后,根據(jù)電機(jī)輸出扭矩的組成分析,將轉(zhuǎn)換后的電機(jī)輸出扭矩值剔除非軋制扭矩部分,把有效軋制扭矩作為輸入變量,從而計(jì)算出虛擬軋制力。
至此,虛擬軋制力計(jì)算的程序?qū)崿F(xiàn)部分基本完成,其軋制力所涉及的跟蹤、步序等邏輯控制程序以及過(guò)程控制部分的程序,本文將不再展開(kāi)討論。
3 虛擬軋制力計(jì)算結(jié)果檢驗(yàn)
通過(guò)上述章節(jié)的分析、建模及實(shí)現(xiàn),已經(jīng)基本完成了虛擬軋制力的計(jì)算采集工作。但是,經(jīng)過(guò)虛擬軋制力計(jì)算程序所計(jì)算出的結(jié)果能否近似地反映出實(shí)際軋制力的反饋情況,則需要通過(guò)大量的歷史生產(chǎn)采集數(shù)據(jù)進(jìn)行驗(yàn)證,以充分證明其計(jì)算結(jié)果真實(shí)可靠。下面就如何進(jìn)行結(jié)果檢驗(yàn)進(jìn)行逐步說(shuō)明。
3.1 數(shù)據(jù)采集文件轉(zhuǎn)換
通過(guò)數(shù)據(jù)采集系統(tǒng)(Data Acquisition System)可以對(duì)所有變量進(jìn)行數(shù)據(jù)采集工作。但所產(chǎn)生的數(shù)據(jù)文檔為.dat格式,需要通過(guò)特殊的DASView、IBA等專用軟件進(jìn)行圖形分析。若要對(duì)變量的采樣值進(jìn)行數(shù)理統(tǒng)計(jì)分析,則必須轉(zhuǎn)換為可讀取的文件格式,如.txt。經(jīng)過(guò)必要的文件格式轉(zhuǎn)換,可以將原有的圖形逆向轉(zhuǎn)換為離散的樣本數(shù)據(jù)組。每組樣本數(shù)據(jù)都能準(zhǔn)確地反映出瞬時(shí)樣本組中各個(gè)數(shù)據(jù)的對(duì)應(yīng)關(guān)系。這樣通過(guò)對(duì)大量樣本,由數(shù)據(jù)統(tǒng)計(jì)分析其虛擬計(jì)算的結(jié)果與實(shí)際反饋值之間的置信度,用以證明虛擬計(jì)算模型的是否可靠、穩(wěn)定、有效。
3.2 樣本集合的選擇
在文件轉(zhuǎn)換得到大量實(shí)時(shí)采集的樣本集合時(shí),必須從中分解出有效的樣本集合,只有這樣才能有效客觀地反映出現(xiàn)實(shí)物理模型中各變量的映射關(guān)系。虛擬軋制力計(jì)算模型是基于電機(jī)輸出扭矩的觀測(cè)值計(jì)算得到的,且電機(jī)扭矩是通過(guò)電機(jī)輸出電流的檢測(cè)得到的。考慮到電機(jī)輸出電流的變化會(huì)受到外界負(fù)載、啟制動(dòng)、干擾等因素的影響,那么篩選出有效、可用的樣本集合就成為虛擬計(jì)算驗(yàn)證的關(guān)鍵環(huán)節(jié)。首先,要將電流方向與扭矩方向不一致的樣本點(diǎn)從樣本集合中刪除,消除反向電流所產(chǎn)生扭矩的影響。其次,要將與相鄰采樣點(diǎn)相差較大的樣本點(diǎn)從樣本集合中刪除,消除由干擾引起的影響。
3.3 虛擬計(jì)算結(jié)果比較
由于軋制力檢測(cè)環(huán)節(jié)是在每個(gè)采樣周期內(nèi)完成,且樣本集合容量太大,因此選取軋制生產(chǎn)過(guò)程中所采集的一道次的采樣集合,作為壓力傳感器檢測(cè)值與虛擬軋制力計(jì)算值進(jìn)行比較的依據(jù)。由于在軋制生產(chǎn)過(guò)程中,每一道次軋制的邊界條件都是固定不變的,這也為虛擬計(jì)算的結(jié)果比較提供了前提條件。以生產(chǎn)的一塊鋼板為例,在粗軋機(jī)生產(chǎn)至第6道次的軋制力數(shù)據(jù)采集及虛擬計(jì)算軋制力的比較結(jié)果,如圖4所示。其邊界條件為:輥徑=1 146 mm、入口厚度=111.42 mm、出口厚度=87.5063 mm、Cb1=0.4521、Cb2=0.001、軋制扭矩=電機(jī)輸出扭矩-電機(jī)額定扭矩×3%。
通過(guò)圖4可知,計(jì)算的虛擬軋制力與實(shí)際檢測(cè)的軋制力擬合較為良好,其標(biāo)準(zhǔn)差小于200 t。需要特別指出的是,軋制扭矩的確定是將電機(jī)輸出扭矩減去摩擦力矩、空轉(zhuǎn)力矩和動(dòng)力矩得到的,其中非軋制扭矩占電機(jī)額定扭矩比例應(yīng)由現(xiàn)場(chǎng)實(shí)際測(cè)試決定。
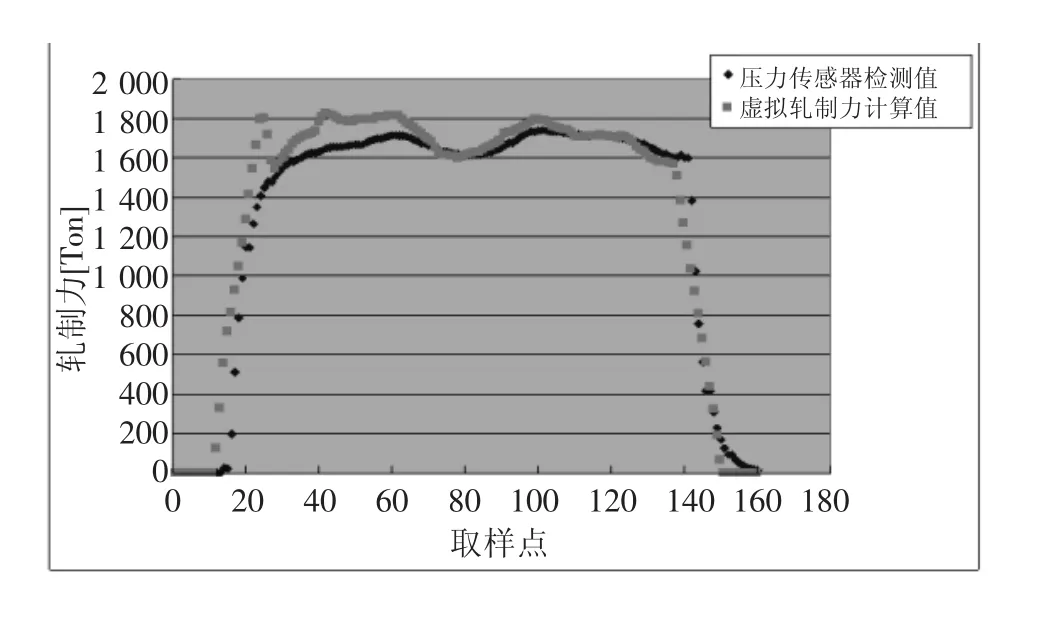
圖4 壓力傳感器檢測(cè)值與虛擬軋制力計(jì)算值分布圖
4 結(jié)論
本文以天津鋼鐵集團(tuán)有限公司3 500 mm煉軋廠中厚板粗軋機(jī)在虛擬軋制力檢測(cè)模式下軋制生產(chǎn)為背景,從軋制力與軋制扭矩模型建立、編程實(shí)現(xiàn)、結(jié)果驗(yàn)證等方面進(jìn)行了簡(jiǎn)要論述。以虛擬軋制力檢測(cè)模式指導(dǎo)軋制生產(chǎn),經(jīng)過(guò)多年的生產(chǎn)實(shí)踐檢驗(yàn),將理論分析與實(shí)際應(yīng)用相結(jié)合,實(shí)現(xiàn)了穩(wěn)定生產(chǎn)的目標(biāo)。
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
