天鋼棒材裙板系統控制原理
2018-09-10 09:01:54王會超
天津冶金 2018年4期
王會超
(天津鋼鐵集團有限公司棒材廠,天津,300301)
0 引言
天津鋼鐵集團有限公司棒材廠(以下簡稱“天鋼”)全線引進意大利達涅利控制系統,其中冷床區域采用帶有升降制動裙板的輥道出料,其具有恒速、均勻以及同步完成提升操作的特點。同傳統的離合器/制動器系統相比,其具有低噪音、無粉塵的良好現場環境,同時能夠避免棒材運行過程中的彎曲或變形,既保證了產品質量的穩定性,又大幅減少了由此引起的飛鋼、堆鋼生產事故,提高了棒材生產的作業率和成材率,是現在棒材高效率高質量生產的主流方式。
天鋼棒材裙板系統升降操作通過沿輥道全長設置傳動軸來完成。傳動軸在“扭轉”(無拉力)條件下由一個液壓缸驅動,因此裙板操作不受溫度變化和傳動軸變形的影響。棒材產品由裙板制動,在一個運動時間周期內將其卸料到冷床上。冷床的前端布置帶有一系列連續孔型的矯直格柵來確保棒材的平直度,避免其變形,能夠保障棒材溫度降低到600℃以下。
天鋼棒材的最大終軋速度是18 m/s,倍尺剪的最大速度達到19.63 m/s。為了確保倍尺上冷床時不相互干擾,裙板輥道必須具有更快的速度來拉開倍尺之間的距離。因此要求裙板的拋鋼具備穩定的自動控制和準確循環的操作周期,這就對電氣系統提出了更高的要求。本文重點針對裙板拋鋼位置選定和精準循環操作進行探討研究,制定了合理的操作參數,有效地提高了天鋼棒材裙板系統的高效穩定運行。
1 生產收集流程簡介
加熱爐→除鱗機→6架粗軋→1#曲柄剪→8架中軋→2#回轉剪→4架精軋→3#組合剪→導槽→裙板輥道→裙板→矯直格柵→冷床→對齊輥道→輸出輥道→4#定尺剪→三段鏈收集→打包[1]。
其中,根據生產規格的不同,采用2#回轉剪或3#組合剪完成棒材的倍尺剪切。
2 裙板動作原理
天鋼棒材裙板主要由裙板輥道系統和裙板液壓系統兩部分組成。在整個的棒材收鋼過程中,兩部分緊密配合完成拋鋼周期。
2.1 裙板輥道系統
裙板輥道由一套可調速交流電機單獨驅動的鑄鐵輥連續組成。輥道的速度設計要高于棒材的軋制速度,從而使棒材倍尺在運行過程中實現自然分開,避免倍尺之間相互干擾、纏繞、追尾等造成生產事故。棒材通過導槽離開倍尺剪后進入輥道上,在裙板拋出周期將棒材精確拋出,整個收鋼過程以棒材咬入倍尺剪開始,以裙板拋出結束,整個系統設計在輥道上實現對棒材運行控制,同時計算裙板拋鋼周期的開始點。由于棒材定尺冷剪的區域在冷床入口的另一端,在這種情況下,冷剪剪切時棒材的頭部是裙板拋鋼時棒材的尾部。因此棒材在冷床入口時就需要矯直棒材,拋鋼時需要以棒材的尾部作為基準進行拋鋼點的計算。
2.2 裙板液壓系統
裙板拋出周期是以第一個倍尺棒材尾部到達拋出點開始計算。拋出周期開始時,裙板位置在最高點,在拋出點裙板由高位通過液壓系統快速向低位運行,直到裙板到達最低位置,在這個過程中,裙板一直保持在最低位置,直到拋出完成。整個期間第一個倍尺棒材由輥道落在裙板上,在連續生產過程中第二個棒材倍尺頭部緊隨第一個倍尺尾部到達裙板,裙板立即由低位向中位運行,直到裙板到達中間位置,確保裙板同時拾取兩支棒材。為了讓棒材以一個合適的速度拋入冷床,裙板在中間位置需要停留一段時間,為此設計了一套定時開關,確保棒材在中間位置等待時間精確。通過裙板中間位置定時開關,實現直到下一根棒材到來時開啟拋鋼操作,完成裙板同時拾取兩支棒材的生產模式,并且互不干擾。
通過裙板動作原理的分析可以看出,裙板動作的兩個關鍵環節是拋鋼點的設置和中位停留時間的選擇。只有兩者同時準確無誤的運行,才能保障棒材裙板收鋼的高效穩定運行。
3 電氣系統的實現
要實現裙板系統的高效穩定運行,電氣系統的保障是關鍵,為此需要嚴格計算裙板的拋鋼位置和中位停留時間的選擇。
3.1 裙板拋鋼位置的計算
以18架出成品規格為例,裙板拋鋼位置如圖1所示。
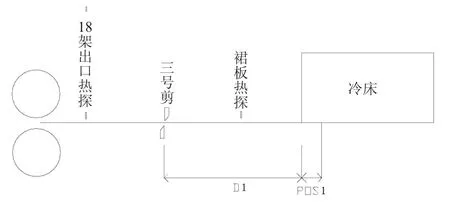
圖1 拋鋼位置簡易圖
按照理想拋鋼位置的選擇,綜合考慮制動時間、制動距離以及棒材軋制速度等參數,建立拋鋼位置模型計算公式。
裙板拋鋼點為:

式中,POS1為位置點1,從冷床入口開始對于棒材尾部期望的卸料位置,即對于冷床入口期望棒材尾部最終上冷床的停止位置;D1為拋鋼命令來源到冷床入口的距離,cm。
對于天鋼棒材廠來說根據不同的產品規格,成品架次在精軋機時使用3號剪時為剪刃重合位置。成品架次在中軋機時使用裙板熱探。

式中,Sf為棒材制動的距離,cm;Vb為棒材的速度,m/s;Tf為棒材制動的時間,s/100;Kf為摩擦系數,×1 000;g 為重力加速度,9.8m/s2;Sp,棒材在裙板上的制動距離=Thp×Vb(Thp≠0)或 Tpp×Vb(Thp=0);Thp為裙板由高位到低位的時間,s/100;Tpp為裙板低位停留時間,s/100;L為每塊裙板的長度,cm。
天鋼棒材每塊裙板長度是120 cm,通過上面的計算,實際的拋鋼點會發生在每兩塊裙板的結合處。裙板拋鋼時拋鋼點下游的裙板在液壓系統的驅動下按照高位、低位、中位、高位的順序做周期性動作,拋鋼點上游的裙板固定不動。拋鋼點前后的裙板通過液壓銷分別連接成兩個整體,以保持裙板的平直度。冷床入口前的裙板合計有48塊,如果每兩塊裙板之間都要安裝連接的液壓銷,勢必需要高的設備投入。根據天鋼棒材的產品定位,即棒材在實際生產中的運行速度范圍,裙板連接液壓銷的實際位置設計了16個,液壓銷的位置如表1所示。因此,在實際的生產過程中,在HMI上設置的拋鋼點必須與液壓銷的斷開位置相吻合才能保證棒材平穩、準確上冷床。通過合理計算和生產實際摸索,設置16個液壓銷完全能夠滿足天鋼棒材產品規格的生產需求,提高了運行效率和更換節奏的便捷性,同時減少了設備投入資金。
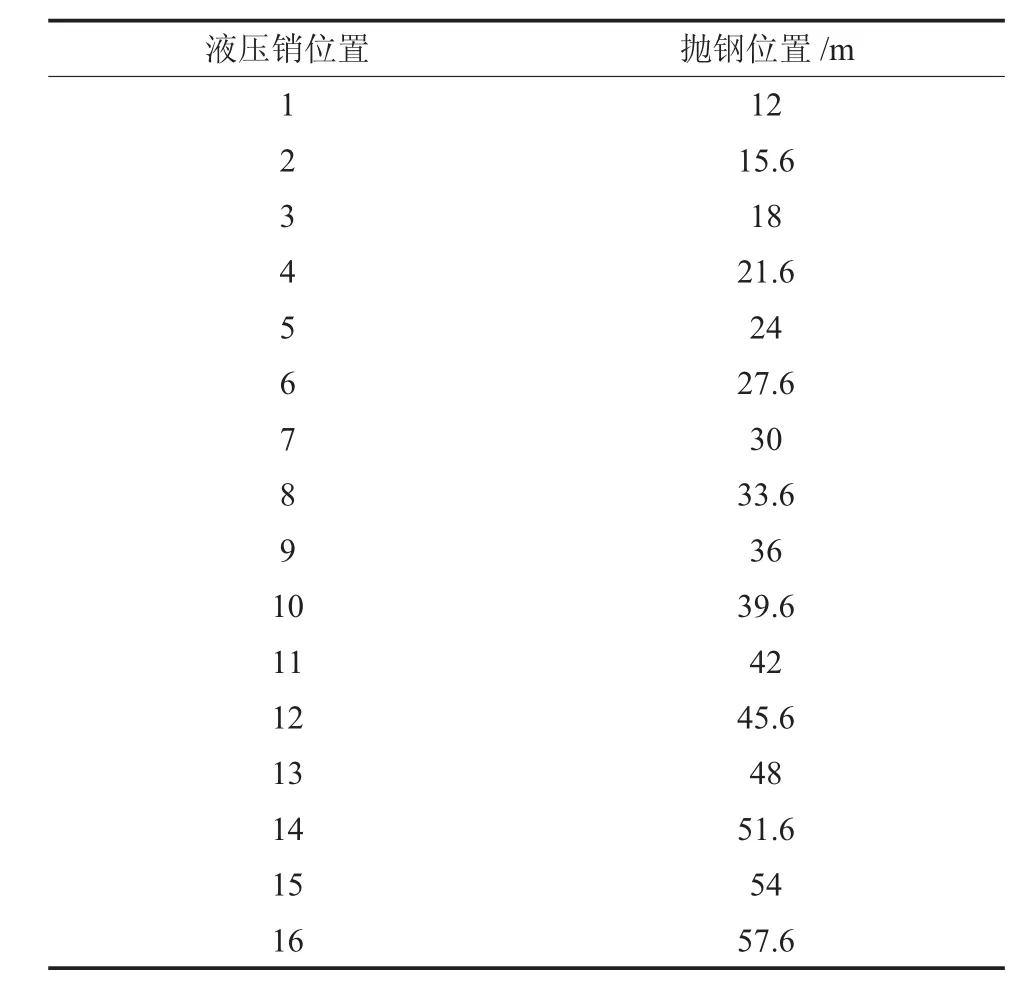
表1 液壓銷位置
3.2 裙板中位停留時間的計算
裙板中位停留時間的選擇,對于裙板同時拾取兩支棒材至關重要,只有合理的時間選擇,才能確保兩支棒材的互不干擾。根據棒材制動時間和低位到高位的運行時間,建立裙板中位停留時間計算模型如下。

式中,Tpi為裙板中位停留時間;Tpu為裙板由低位到高位的時間,s/100;Tf為棒材制動的時間,s/100;Tpicor為HMI上中位時間修正。
由此,棒材的速度Vb越大、摩擦系數Kf越小,裙板在中位的停留時間越長。其中摩擦系數的準確度起到了關鍵作用。天鋼棒材通過實際的摸索,針對不同的產品品種和規格設計了0.36~0.44幾個摩擦系數,實現了裙板系統同時拾取兩支棒材的生產模式。
4 結論
通過對天鋼棒材廠裙板系統的運行機理進行分析研究,結合棒材廠的產品規格和生產實際,分別建立了拋鋼位置和中位停留時間計算模型,摸索出一套符合天鋼棒材生產的裙板系統控制程序,實現了裙板同時拾取兩支棒材的生產模式,保證了生產收集的穩定高效運行,提高了天鋼棒材的生產作業率和成材率,為天鋼棒材整體產量穩定提高做出了突出貢獻,創造了可觀的經濟效益。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16
