AZ31B鎂合金板材冷軋成形應力應變響應的數值模擬
2018-09-10 13:41:31任一方藍永庭陳淵王帥
廣西科技大學學報 2018年3期
任一方 藍永庭 陳淵 王帥
摘 要:為了研究AZ31B型鎂合金板材在室溫軋制成形過程中應力應變響應規律,采用Johnson-cook本構關系對AZ31B鎂合金板材在不同軋制工藝下的單道次冷軋成形進行數值模擬.分別在壓下量為2%、5%、8%,應變速率分別為0.1 s-1、1.0 s-1、10.0 s-1的條件下,開展了不同壓下量及不同應變速率組合對軋件應力應變響應的模擬研究.模擬結果表明,在壓下量為5%,應變速率為10.0 s-1時,AZ31B鎂合金板材變形過程中的局部最高應力為267.100 MPa,低于材料極限應力282.900 MPa.局部最高應變為4.454×10-2,低于宏觀斷裂應變0.2.相比其他工藝條件,此條件是較為合理的冷軋工藝.
關鍵詞:AZ31B鎂合金;冷軋;壓下量;應變速率;數值模擬
中圖分類號:TG335.5;O344.3 DOI:10.16375/j.cnki.cn45-1395/t.2018.03.007
0 引言
作為一種高性能的輕質合金材料,鎂合金因其擁有較高比強度、比剛度,以及鑄造、切削加工性能良好等優點,被廣泛應用于國防軍工、交通運輸、航空航天及電子等工業領域[1].鎂及鎂合金的晶體結構決定了鎂合金室溫時的塑性變形能力較差的特點[2].但是通過塑性成形的鎂合金產品相比傳統壓鑄成形方式擁有更好的力學性能[3],且產品結構也更具多樣化.
軋制作為金屬板材塑性成形的一個重要成形工藝,具有工藝簡單、效率高等優點.就目前而言,在研究鎂合金板的軋制成形工藝中,許多研究主要進行的是考慮溫度的熱軋研究,而進行冷軋的研究相對較少.文獻[4]研究了鎂合金板材在常溫下的塑性變形行為,認為鎂合金冷軋成形應采用多道次,且道次壓下量應控制在5%~10%,但并未考慮應變速率的影響.文獻[5]對AZ61鎂合金鑄軋板進行了不同溫度下的軋制試驗,發現室溫軋制時,其極限成形能力為10%,但在軋件邊緣處出現了微小的裂紋.CHANGL 等[6]研究結果發現在常溫軋制時,單道次極限變形量為22%,但此時已出現了明顯裂紋.
由于冷軋不用對溫度實施控制,為工業生產中實現節能減排提供了一種途徑.本文對AZ31B型鎂合金板坯在室溫條件下軋制成形中應力應變響應進行數值模擬,通過比較模擬結果,可獲得較為合理的冷軋工藝參數.
1 板材軋制有限元模型
軋制模擬時所用的AZ31B型鎂合金板坯通過熱擠壓方式獲得,其材料成分如表1所示,參照文獻[7]的研究,在退火溫度為400 ℃,退火時長10 min熱處理工藝條件下,熱軋鎂合金板坯室溫下的極限強度為282.9 MPa.模擬時忽略各向異性的影響.
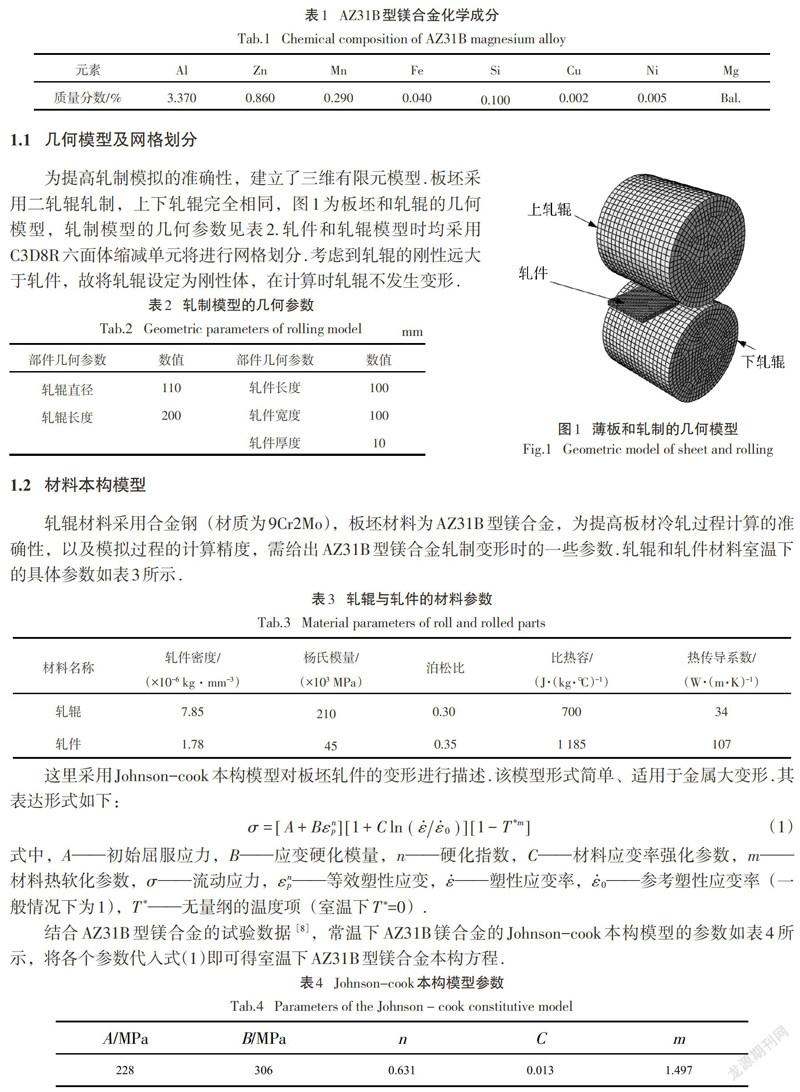
1.1 幾何模型及網格劃分
為提高軋制模擬的準確性,建立了三維有限元模型.板坯采用二軋輥軋制,上下軋輥完全相同,圖1為板坯和軋輥的幾何模型,軋制模型的幾何參數見表2.軋件和軋輥模型時均采用C3D8R六面體縮減單元將進行網格劃分.考慮到軋輥的剛性遠大于軋件,故將軋輥設定為剛性體,在計算時軋輥不發生變形.
1.2 材料本構模型
軋輥材料采用合金鋼(材質為9Cr2Mo),板坯材料為AZ31B型鎂合金,為提高板材冷軋過程計算的準確性,以及模擬過程的計算精度,需給出AZ31B型鎂合金軋制變形時的一些參數.軋輥和軋件材料室溫下的具體參數如表3所示.
這里采用Johnson-cook本構模型對板坯軋件的變形進行描述.該模型形式簡單、適用于金屬大變形.其表達形式如下:
結合AZ31B型鎂合金的試驗數據[8],常溫下AZ31B鎂合金的Johnson-cook本構模型的參數如表4所示,將各個參數代入式(1)即可得室溫下AZ31B型鎂合金本構方程.
2 軋制工藝參數
2.1 摩擦系數的選擇
AZ31鎂合金薄板冷軋過程中,當用石墨油來潤滑時,軋輥與軋件間摩擦系數為0.069,無潤滑時,軋輥與軋板之間干摩擦系數為0.350[9].在進行有限元模擬時,軋件與軋輥之間的接觸采用面-面的接觸類型,摩擦公式使用罰函數摩擦,這里取接觸面摩擦系數為0.250.
2.2 壓下量及軋制速度
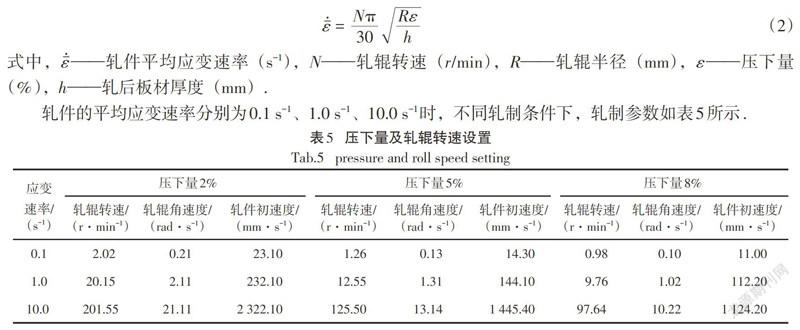
在室溫條件下,文中采用不同壓下量以及不同應變速率組合來分析軋件的成形過程中應力應變的演變.模擬選取的單道次壓下量分別為2%、5%、8%,以及應變速率分別為0.1 s-1、1.0 s-1、10.0 s-1的不同組合進行模擬試驗.根據Wusatowski公式可以計算出當軋件的平均應變速率一定時,不同軋制壓下率與對應的軋輥轉速關系式為:
3 模擬結果分析
有限元模擬的分析步采用ABAQUS/Explicit動力學分析.為了提高計算效率,在保證精度的前提下,引入適當的質量縮放系數,本文縮放系數為50.通過模擬計算可以對材料各物質點在加載過程中的應力應變不均勻響應進行預測.盡管計算應力出現的位置與試驗中材料物質點應力的位置不是一一對應,但模擬計算的結果可以反映材料在加載過程中可能出現的最高應力水平.因此這些應力水平與材料極限應力(極限應力是通過單軸加載試驗確定的材料強度應力,材料物質點應力大于材料強度應力時材料失效)進行比較,依此可以估計材料在加載過程中出現破壞失效的傾向,可為優化實際的軋制工藝參數提供理論指導.
3.1 壓下量為2%,不同速率的應力應變響應
單道次壓下量為2%、應變速率分別為0.1 s-1、1.0 s-1、10.0 s-1條件下軋制結束時的軋件應力分布和應變分布,如圖2和圖3所示.從圖2中可以看出,應變速率為0.1 s-1時軋件的應力分布規律與應變速率為1.0 s-1時的相似.軋件應力從中心處到兩端先增大后減小,軋件中部、頭部及尾部應力值較小;應變速率為10.0 s-1時,軋件前半部分應力較小,后半部分應力較大.從圖3所示不同速率下的應變云圖中可以看到,軋件的應變主要集中于中部,頭部和尾部幾乎沒有應變,這可能是壓下量較小造成的.壓下量為2%時,應變速率為0.1 s-1、1.0 s-1、10.0 s-1的條件下,軋件在軋制變形過程中所受的最高應力分別達到237.1 MPa、239.3 MPa、242.9 MPa,均小于AZ31B型鎂合金板坯室溫下的極限應力282.9 MPa.故壓下量為2%時,在3種應變速率的條件下冷軋,板坯不會出現裂紋.
表6給出了壓下量2%時,3種應變速率下軋件在軋制完成后的殘余應力應變的最大值、最小值和平均值.這些值是衡量板坯成形質量的重要指標,平均應力應變越小,則軋件變形越均勻.從表中可以看出應變速率為10.0 s-1時的殘余最大應力和平均應力是3種速率中最高的;而應變速率為0.1 s-1時的殘余最大應力值和平均應力值最低.殘余應變的最大值和平均值則隨著應變速率的增大而增大,在應變速率為0.1 s-1時的殘余最大應變值和應變平均值最小.通過不同速率下軋件殘余平均應力和平均應變的比較,可以發現應變速率為0.1 s-1時,軋件變形較為均勻.
3.2 壓下量為5%,不同速率的應力應變響應
單道次壓下量為5%、應變速率分別為0.1 s-1、1.0 s-1、10.0 s-1條件下軋制結束時的軋件應力分布和應變分布如圖4和圖5所示.通過圖4不同速率下應力分布的對比發現,應變速率為0.1 s-1時與應變速率為1.0 s-1時軋件的應力分布較為相似,上表面中間區域應力較小,側面應力較大.應變速率為10.0 s-1時,軋件表面應力的分布較為一致.從圖5可以看出,應變速率為0.1 s-1、1.0 s-1以及10.0 s-1時軋件的應變分布規律相似,軋件頭部和尾部應變較小,中部應變較大.壓下量為5%時,應變速率為0.1 s-1、1.0 s-1、10.0 s-1的條件下,軋件在軋制變形過程中所受的最高應力分別達到268.2 MPa、267.1 MPa、277.0 MPa,均小于軋件材料室溫下的極限應力282.9 MPa,故實際軋制過程中軋件不會開裂.
壓下量5%時,在軋制完成后的殘余應力應變的最大值、最小值和平均值如表7所示,其中軋件在應變速率為0.1 s-1時的殘余最大應力值最高;應變速率為1.0 s-1時的平均應力值最高;應變速率為10.0 s-1時的殘余最大應力值和平均應力值最低.在應變速率為1.0 s-1時的殘余最大應變值最小,應變速率為10.0 s-1時的殘余最大應變值最高;平均值則隨著應變速率的增大而增大,但3種速率下的平均應變相差并不大,因此,當壓下量為5%時,在應變速率為10.0 s-1的條件下,軋件成形質量較好.
3.3 壓下量為8%,不同速率的應力應變響應
單道次壓下量為8%,應變速率分別為0.1 s-1、1.0 s-1、10.0 s-1條件下軋制結束時的軋件應力分布和應變分布如圖6和圖7所示.從圖6中可以看出,軋件在3種應變速率下的應力分布規律類似,軋件表面中間區域及頭部的應力較小,尾部應力較大.通過圖7中應變分布云圖的對比,可以發現在3種應變速率下的應變分布也較為相似,頭部應變較小,中間應變較大.壓下量為8%時,應變速率為0.1 s-1、1.0 s-1、10.0 s-1的條件下,軋件在軋制變形過程中所受的最高應力分別達到291.4 MPa、289.6 MPa、292.0 MPa,均稍高于材料室溫下的極限應力282.9 MPa,說明在壓下量為8%工藝條件下,實際軋制中板坯可能會產生裂紋.
壓下量8%時,在軋制完成后的殘余應力應變的最大值、最小值和平均值如表8所示,軋件在應變速率為1.0 s-1時的殘余最大應力值最高,10.0 s-1時的殘余最大應力值最低;殘余平均應力隨著應變速率的增加而增加,10.0 s-1時的最大,0.1 s-1時的最小.殘余應變的最大值和平均值也隨著應變速率的增大而增大,在應變速率為0.1 s-1時應變均值最小.
4 模擬結果驗證
文獻[10]針對熱擠壓態AZ31鎂合金進行了壓下量分別為7%、10%、15%、19%的室溫軋制實驗,其結果表明當壓下量為7%時,其顯微組織中有少量的剪切帶與孿晶出現;當壓下量增大到10%時,出現大量的剪切帶與孿晶;壓下量為19%時的剪切帶與孿晶最多.當壓下量大于10%時,板材出現邊裂,甚至中心開裂.
將本文數值模擬結果與文獻[10]的實驗結果從壓下量方面進行對比.模擬壓下量為8%時,軋件在變形時所受到的最大應力值略大于材料的強度極限,可能會使材料內部萌生出微小裂紋;對比文獻[10]中壓下量由7%增大到10%時材料微觀組織出現大量剪切帶與孿晶的情況,在裂紋產生的可能傾向上實驗結果與模擬分析基本吻合.
5 結論
采用壓下量為2%、5%、8%,應變速率分別為0.1 s-1、1.0 s-1、10.0 s-1的工藝條件,研究了不同壓下量與應變速率的組合對AZ31B型鎂合金軋件的應力應變分布的影響,主要結論有:
1)壓下量為2%時,由于變形量較小,軋件在不同應變速率下變形過程中的最大應力值均小于AZ31鎂合金的極限強度.在應變速率為0.1 s-1時,試件變形較為均勻,因此鎂合金冷軋成形過程時,在壓下量較小的情況下,可采用低應變速率來獲得較好的成形質量,但采用較小的壓下量進行軋制時會增加軋制道次.
2)在壓下量為8%的條件下,軋件在0.1 s-1、1.0 s-1、10.0 s-1速率下變形過程中的最大應力分別為291.4 MPa、289.6 MPa、292.0 MPa,均大于材料的極限強度282.9 MPa,說明實際軋制過程中,8%的壓下量會造成軋件開裂.
3)綜合應力應變的情況看,當AZ31B型鎂合金冷軋道次壓下量為5%時,與應變速率為0.1 s-1、1.0 s-1時的相比,應變速率為10.0 s-1時軋件的最大應力值和平均應力值最小,分別為186.3 MPa和81.6 MPa.成形過程中的最大應力為277.0 MPa,小于材料的極限強度282.9 MPa.因此在道次壓下量為5%,應變速率為10.0 s-1時的條件下,與0.1 s-1、1.0 s-1的速率相比軋件成形質量較好,且軋制效率也較高;與道次壓下量為2%的條件相比,可以減少軋制道次,該條件是較為合理的冷軋工藝.
參考文獻
[1]李苗苗,武寶林,張利,等. AZ31鎂合金板材多道次軋制壓下量對變形能力的影響[J].熱加工工藝,2017(3):38-41.
[2]盧立偉,趙俊劉,龍飛,等.鎂合金大塑性變形的研究進展[J].材料熱處理學報,2014,35(S1):1-7.
[3]宋鵬飛,王敬豐,潘復生. 高強變形鎂合金的研究現狀及展望[J].兵器材料科學與工程,2010,33(4):85-90.
[4]劉長瑞,王伯健,王慶娟. 鎂合金常溫下的塑性變形行為[J].輕合金加工技術,2005,33(3):43-46.
[5]李英虹,宋波,郭箐等. 不同溫度下AZ61鎂合金鑄軋板軋制極限變形量的研究[J].熱加工工藝,2015(23):130-132.
[6]CHANG L,SHANG E F,WANG Y N,et al.Texture and microstructure evolution in cold rolled AZ31 magnesium alloy[J].Mater. Charact,2009,60(6):487-491.
[7]詹美燕,李元元,陳維平,等.AZ31鎂合金軋制板材在退火處理中的組織性能演[J].金屬熱處理,2007,2(7):8-12.
[8]ULACIA I,SALISBURY C P,HUETADP I,et al. Tensile characterization and constitutive modeling of AZ31B magnesium alloy sheet over wide range of strain rates and temperature[J].Journal of Materials Processing Technology,2011,211(5):830- 839.
[9]王露萌.AZ31鎂合金板材軋制工藝的數值模擬研究[D].哈爾濱:哈爾濱工業大學,2008.
[10]肖睿.AZ31退火工藝對冷軋AZ31鎂合金板材組織和織構的影響[D].重慶:重慶大學,2012.