中藥質量源于設計方法和應用:工藝放大
2018-09-10 21:48:27羅贛徐冰孫飛馬群史新元喬延江
世界中醫藥 2018年3期
羅贛 徐冰 孫飛 馬群 史新元 喬延江


摘要 當制藥工藝從實驗室小試規模向生產規模放大時,工藝規模成為影響產品質量的新的變量。小試規模下工藝參數對產品質量的影響在中試規模或生產規模下可能呈現另外情況。在質量源于設計(QbD)框架下,加入工藝規模這個新的變量,勢必對制藥過程的理解提出了更高要求。本文總結了常用制藥工藝放大的方法,并重點介紹了數學模擬放大。以高速剪切濕法制粒過程為例,通過采用量綱分析,保持各規模間顆粒增長微環境的動力學和熱力學相似,建立非規模依賴型工藝動態設計空間,擴展了設計空間的邊界和范圍,提高了工藝對變化因素的容忍性,產品可變性得到有效控制。
關鍵詞 質量源于設計;工藝放大;動態設計空間;高速剪切濕法制粒過程;模式地圖
Chinese Medicine Quality Derived From Design Methods and Applications for-(Ⅳ):Process Scale-up
Luo Gan1, Xu Bing1, Sun Fei2, Ma Qun1, Shi Xinyuan1, Qiao Yanjiang1
(1 School of Chinese Medicine, Beijing University of Chinese Medicine, Beijing 100029, China; 2 School of Chinese Medicine,
Guangdong Pharmaceutical University, Guangzhou 510006, China)
Abstract When a pharmaceutical process was transferred from lab to industry, the process scale became a new variable which had impacts on the product quality. Under the framework of pharmaceutical quality by design (QbD), the addition of process scale as a new variable need further understandings of pharmaceutical processes. This paper summarized common methods for pharmaceutical scale-up study. In particular, mathematical modeling and simulation based scale-up methods were introduced in detail. The high shear wet granulation process was selected as an example. Dimensionless analysis was performed to maintain the similar dynamics and thermodynamics of micro environment of particle growth at different scales. And then process dynamic design space was built and was dimension independent. The boundary and range of process design space were extended. The tolerance of process for changeable variables was improved and quality variability of the product was well controlled.
Key Words Quality by design; Process scale-up; Dynamic design space; High shear wet granulation process; Regime map
中圖分類號:R283.3文獻標識碼:Adoi:10.3969/j.issn.1673-7202.2018.03.002
1 分類綜述
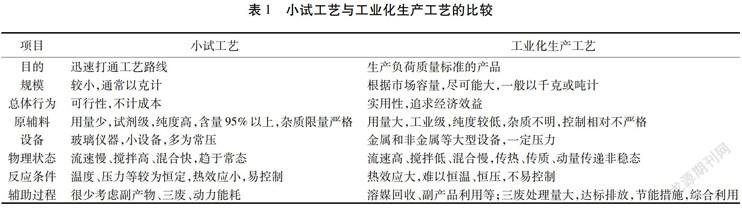
1.1 制劑工藝開發的一般步驟 制劑工藝開發的一般步驟:文獻查閱-實驗室研究(小試工藝)-中試研究-工業化生產。表1從目的、規模等方面列舉了小試工藝與工業化生產工藝的不同之處,可見隨著生產規模的擴大,工藝過程的總體行為、物理狀態、反應條件以及原輔料的質量情況都發生較大程度的變化。而中試研究是連接小試工藝與工業化生產工藝的橋梁,起到承上啟下的作用。一般來說,工藝研究先從實驗室究放大到中試級別,再放大至生產級別。
表1 小試工藝與工業化生產工藝的比較
表2 放大設計的定量工程方法
1.2 工藝放大的方法
1.2.1 經驗放大 主要憑借經驗通過逐級放大來摸索反應器的特征,包括試驗裝置、中間裝置、中型裝置、大型裝置。目前在合成藥物的工藝研究中,中試放大主要采用經驗放大法,同樣也是化工研究中的主要方法。由于中藥制藥過程流程長,操作單元多,機理機制多數不明確,同樣經驗放大在中藥制藥過程中使用較為廣泛。由于對過程缺乏足夠的理解,開發時間長,耗資大,且所得結果非常不可靠,在放大過程中會出現各種各樣的“放大效應”,導致中試、生產的產品質量不合格或其他指標不合格。
1.2.2 相似放大 主要應用相似原理進行放大。相似原理包括設備幾何相似,運動學相似,動力學相似。但利用相似原理放大,僅局限于物理過程。對于復雜的制藥過程,相似放大的普適性受到極大的限制。
1.2.3 數學模擬放大 數學模擬放大是應用計算機技術,基于模型的放大。今后會成為放大理論研究的主要方向。擺脫經驗設備的限制,將過程模型化應用在工藝放大中。而過程模型化正是QbD的核心[1],故數學模擬放大,基于過程模型研究放大過程,恰是QbD在制藥過程放大研究中的應用實例。隨著對過程知識和理解的深入,可用來指導放大研究的有3種常用的建模方法。見表2。
在物理科學界的流體動力學和化學工程學領域,長期以來合理的放大方法已經有所應用。這種方法是基于在不同的規模下的過程相似性使用量綱分析來進行放大。量綱分析在一個世紀之前已經在諸如化學工程學等許多工業領域得到了廣泛的認可[2]。量綱分析是利用無尺度參數完全表征過程特點的方法。當控制過程的模型未知時,量綱分析依然適用。根據模型理論,2個過程如果具有相似的幾何空間并且描述過程的所有無尺度參數具有相同的數值,那么這2個過程可以認為是完全相似的。那么放大研究就可以用一系列的無尺度的參數對過程進行描述,并且在不同規模下對比這些數字。在無尺度參數構建的空間中存在的測量值或測量方法使得工藝規模成為不可變的量,也就是說在不同的工藝規模下,無尺度空間內的測量值同樣適用。
作為QbD方法中重要的元素,設計空間在某一固定實驗規模下可以提升過程的穩定性,給予操作者靈活的操作空間[3]。而當工藝規模發生變化時,例如從小試到中試,再到大生產,產品的質量屬性很難保持一致,而小試規模下的設計空間在中試、大生產上很難適用。若在無尺度空間下構建設計空間,擺脫工藝規模的限制,則可以保持設計空間相對穩定,開發出相應的動態設計空間來指導放大。
1.3 應用實例—高速剪切濕法制粒(High Shear Wet Granulation,HSWG)過程的放大研究
1.3.1 HSWG過程建模的發展
一般來說,高速剪切濕法制粒過程是非常難以設計和放大的。首先,在制粒機內部同時發生許多不同的速率過程,顆粒屬性的形成是這些速率過程共同作用的結果,例如顆粒粒徑分布、密度及粘合劑分布。這些過程大致可以分為3個階段:潤濕與成核、成長與致密化、磨損與破碎[4]。完美的機理模型需要對這些過程進行合理的解釋,并能夠通過處方變量和過程變量的變化準確的預測過程可能會發生的變化以及對最終產品質量的影響。其次,濕法制粒中制劑軟材的形成機制非常復雜,高速剪切濕法制粒過程尤甚,且受設備幾何構造的影響,是非常難以預測的。經過了近50年的發展,濕法制粒過程建模經歷了3個階段:粒算平衡方程、數值計算模擬、無尺度參數建模。詳細介紹如下。
1.3.1.1 粒算平衡方程建模 在上世紀60年代到80年代,作為第一代濕法制粒過程建模方法,粒算平衡方程(Population Balance Equation,PBE)在當時引起了廣大研究者的興趣。粒算平衡方程是關于數值密度函數的連續形式,該方程為非線性雙曲型方程,且通常求解域為半無窮域,沒有一般意義的分析解,數值求解成為研究該方程的主要手段[5]。1971年,Randolph和Larson[6]提出了粒算平衡方程的一般形式:
式中xj表示顆粒的固有參數,n表示顆粒的數量,表示速率,B表示生長項,D代表消失項。
后來,不斷有學者對該建模方法進行探索[7-9]。20世紀90年代后,群體平衡方程模型被大多數學者用來預測制粒過程中某些速率常數[10-11]。大多數學者在應用群體平衡方程模型時,過于重視研究顆粒成長和致密化的過程,而忽視了潤濕和粘合劑的加入對制粒過程的影響[12-13],因此限制了該模型的應用。
1.3.1.2 數值計算模擬 該方法基于離散元模擬(Discrete Element Simulations,DEM)、蒙特卡洛仿真(Monte Carlo Simulations,MCS)、計算流體力學(Computational Fluid Dynamic,CFD)等模擬和分析研究顆粒流的問題。離散元的思想源于較早的分子動力學,其主要思想是把整體的遞質看作由一系列離散的獨立運動的粒子(單元)所組成,單元本身具有一定的幾何(形狀、大小、排列等)和物理、化學特征,其運動受經典運動方程控制,整個遞質的形變和演化由各單元的運動和相互位置來描述[14]。
蒙特卡洛仿真是通過大量的計算機模擬來檢驗系統的動態特性并歸納出統計結果的一種隨機分析方法。運用蒙特卡洛仿真解決問題首先要建立與描述該問題相似的概率模型,然后對模型進行隨機模擬或統計抽樣,再利用所得到的結果求出特征的統計估計值作為原問題的近似解,并對解的精度做出某些估計。
計算流體力學是采用數值方法利用計算機來求解流體流動的控制偏微分方程組,并通過得到的流場和其他物理場來研究流體流動現象以及相關的物理或化學過程。計算流體力學的控制方程就是質量、動量和能量守恒方程,如式(2)~(4)所示[15]。流動控制方程組的精確解是流場計算域內流動參數的連續分布,數值解則是流場計算域內離散的點上的近似解對連續精確解的逼近,通過把連續的流場離散為一定數目的不連續的點,對于這些離散點,近似滿足3個守恒方程,當離散點之間的距離為無窮小,近似解無限趨近于精確解。
方程(2)~(4)中,p表示流體的密度,t表示時間,x是坐標,u是速率,P是流體的壓力,H是流體的熵,τ是剪切應力,i、j、k表示三維坐標的方向,Sm表示質量源,Sf表示動量源,Sh是能量源。
目前,數值計算模擬的方法在流化床制粒過程研究中取得顯著的進展[16-21]。對于剪切制粒過程,只論證了該方法的可行性。Justin等[22]采用離散元模擬的方法對高速剪切濕法制粒過程粒徑分布的動態變化進行了模擬預測,結果表明:在濕法制粒過程中,粘合劑的加入形成粘合劑層,從而引起動力學誘導效應產生顆粒的快速成長,進而導致致密化過程。Terashita等[23]通過討論不同填充量對顆粒固相率、顆粒速度、顆粒速度矢量、動能以及流動模式的影響,采用離散元模擬的方法確定高速剪切濕法制粒起始材料的最佳填充水平。數值計算模擬的方法對制粒過程的定性理解做出一定的貢獻,但對于過程參數的定量預測仍然處于空白,以至于制粒過程的控制仍然以經驗為主,并非基于對制粒過程的深刻理解[24]。
1.3.1.3 無尺度參數建模 該方法是針對顆粒形成經歷的潤濕和成核、成長和致密化、磨損和破碎三類速率過程,建立模式地圖(Regime Map)。利用建立起的模式地圖預測濕法制粒過程中粘合劑的分布和顆粒變形的行為。目前報道出的研究較為成熟的Regime Map包括潤濕與成核Regime Map和成長與致密化Regime Map,詳述如下:1)潤濕與成核Regime Map:潤濕與成核是濕法制粒過程的第1步。粘合劑液滴滴入到移動的粉末床表面形成了顆粒的前體:顆粒核。顆粒核的形成過程隨著粘合劑和粉末床的流動速率、粘合劑和粉末床的接觸方式、以及液滴完全滲透到粉末床所需要的時間的不同而不同。在該階段存在2個重要的競爭過程,第1個是液滴噴到粉末床的速率與粉末床重新暴露在噴霧區域的速率的競爭,第2個發生在液滴完全滲透到粉末床的速率和被潤濕的粉末床重新回到噴霧區域的速率之間,定義無尺度流量參數Ψa和無尺度液滴滲透時間τp來描述[25]。Litster等[26]基于無尺度參數Ψa和τp建立成核階段的Regime Map示意圖。如圖1所示。在潤濕和成核Regime Map中,根據Ψa和τp的大小劃分了3個區域:液滴控制區、中間水平區以及機械分散區。當Ψa和τp值均較小時,潤濕與成核發生在液滴控制區,每一滴粘合劑都可以形成一個顆粒核;隨著Ψa和τp不斷增大,進入中間水平區,由于液滴的聚集作用,顆粒核數量不斷增加,顆粒核的粒徑分布也隨之增大;隨著Ψa和τp進一步增大,進入機械分散區,顆粒核表面過強的聚集作用引起結塊,需要機械外力來破碎這些團塊。
圖1 潤濕與成核模式地圖[24]
注:Ψa:無尺度流量,τp:無尺度滲透時間
2)成長與致密化Regime Map粉末通過聚集形成顆粒核后,進而聚合成長。顆粒成長的類型很大程度取決于顆粒在碰撞開始時具有的動能與碰撞過程中消耗能量的大小,為了函數化的描述這種競爭關系,定義最大顆粒孔隙飽和度Smax[27]和斯托克斯變形數Stdef[28]。當Smax大于1時,暗示著粘合劑不僅僅存在于顆粒的內部,也存在于顆粒的表面,這就增加大了顆粒之間黏連的可能性。同時在粒子相互碰撞的過程中,由于顆粒表面的粘合劑分布而增大了黏性損耗,造成結塊。在將潤濕與成核Regime Map控制在液滴可控區的前提下,Iveson等[26]建立顆粒成長階段Regime Map示意圖。如所示,顆粒成長分為3種方式:誘導成長、穩定成長和快速成長。當液體的量太少的時候,顆粒之間的聚集作用太小,只能形成顆粒核,而無法形成顆粒。當液體的量達到一定的水平,液體由于擠壓附著在顆粒核表面形成液體層,液體層將周圍的顆粒聚集在一起,即誘導成長。穩定成長的特點是顆粒與顆粒形成一個更大的接觸面,顆粒穩定的長大,對原物料和工藝條件的更改的適應性強。當液體的量過多,顆粒呈快速成長方式,快速成長方式不容易控制,而且過多液體會形成藥漿。
基于Regime Map的無尺度建模的方法可以加深對濕法制粒過程的理解,目前已有處方對潤濕與成核Regime Map的實驗驗證,例如有機物體系微晶纖維素-去離子水[29],α-乳糖-HPC[23-24,30-31],以及無機物體系銅精礦-水[32]。對于成長與致密化Regime Map,Iveson定義出了各種成長模式的理論邊界,并在擠出-滾圓制粒中得到了較好的驗證[26],但在高速剪切濕法制粒過程中的驗證結果較差,可能的原因是由于對粒子相對碰撞速率以切割刀轉速進行估計。而近期研究發現顆粒相對碰撞速率選取10%~20%的攪拌槳線速度進行估計,效果較好[33-34],但仍未見Iveson利用這一結果進行原有數據的驗證。與潤濕與成核的Regime Map不同的是,近年來未見成長與致密化的Regime Map在高速剪切濕法制粒過程的直接驗證。可能的原因是由于動態屈服應力的測量條件較為苛刻。
圖2 成長模式地圖[26]
注:Stdef:斯托克斯變形數,Smax:最大顆粒孔飽和度,ρg:顆粒密度,U:相對碰撞速率,Y:動態屈服強度,w:液固質量比,ρs:固體密度,ρl:液體密度,εmin:最小孔隙率
相比潤濕與成核、成長與致密化階段,對于磨損與破碎階段的Regime Map研究非常少。Tardos等基于斯托克斯變形數Stdef,提出當Stdef超過某一極限值時,顆粒就會破碎[25]。該結論在成長與致密化Regime Map圖上可以得到反映:成長與碎屑區的交界線(Stdef=0.02)可能是這個極限值。已有實驗對該模型進行了驗證,但顆粒強度的定義和Stdef極限值與原有Regime Map略微不同[35-36]。
1.3.2 基于Regime Map的HSWG過程放大理論 Regime Map中的無尺度參數較好的描述了顆粒潤濕成核階段、成長致密化階段下的微環境,并且可以看出無尺度參數與工藝規模并無聯系,表明Regime Map的無尺度參數不受工藝規模的限制,屬于HSWG放大研究中的動態設計空間,可以用來指導放大研究。而HSWG過程工藝放大面臨的問題主要有3個方面[37]:混合器幾何構造、粉體流動模式、制粒速率過程。而無尺度模型能夠較好的應對這3方面的問題。
1.3.2.1 混合器幾何構造 高速剪切濕法制粒機集混合、制粒過程為一體,混合器是制粒機的關鍵部分。對于混合器的構造,關鍵規格尺寸主要有攪拌槳直徑D,通常等于混合器底部圓面的直徑,切割刀直徑Dc,粉體填裝高度Hm。混合器幾何構造的相似性用無尺度參數表示為DcD,HmD,工藝放大后,無尺度參數應該保持不變。此外,攪拌槳和切割刀的位置和形狀也應該保持一致。
1.3.2.2 粉體流動模式 粉體在制粒機中的流動摸式有沸騰旋轉和牽拉旋轉2種[39],當攪拌槳的轉速較低時,粉體呈現沸騰旋轉,粉體沸騰旋轉的區域稱為沸騰旋轉區;當攪拌槳的轉速較高時,粉體呈現牽拉旋轉,粉體牽拉旋轉的區域成為牽拉旋轉區。粉體流動由沸騰旋轉變為牽拉旋轉是因為離心力和重力平衡發生了改變,粉體轉動慣量和重力的比值用弗勞德數(Froude Number,Fr)表示,即
其中N代表攪拌槳轉速,g代表粉體的重力加速度。
通常,當Fr高于臨界值(Frc),粉體就會由沸騰旋轉變為牽拉旋轉。Frc的大小與相對填充高度(N2N1=D1D2)、攪拌槳的形狀和規格以及粉體流動性能有關。
在沸騰旋轉區,粉體表面速度隨著攪拌槳轉速的增大而增大,在牽拉旋轉區,粉體表面速度比較穩定,受攪拌槳轉速的影響很小。粉體表面速度只有攪拌槳外緣速度的10%,Knight等[31]發現無尺度力矩T是關于Fr和有效葉片高度heff的函數:
在放大過程中為了維持相似的粉體流動模式,不同生產規模的Fr應該保持不變,即N2N1=D1D2。此外,相對填充高度也應該保持不變,即Hm,2Hm,1=D2D1。
高速剪切制粒機設備通常是以恒定的外緣速率進行放大的,這種放大方式就會導致Fr的降低,而且還會導致粉體牽拉旋轉變為沸騰旋轉。考慮到高速剪切濕法制粒機工藝放大后幾何構造的變化,還可以考慮以恒定相對波及體積的方法進行放大。相對波及體積(VR)的表達式如下:
其中Vimp表示攪拌槳波及體積的速率,Vmixer表示混合器的體積。
1.3.2.3 制粒速率過程 高速剪切濕法制粒的速率過程對粒徑分布都有顯著的影響。潤濕和成核階段,在液滴可控區,粉末可以形成良好顆粒核,這就需要將Ψa控制在較低的范圍內。為了維持相似的顆粒核形成方式,即顆粒成核內環境,工藝放大后Ψa應保持不變。假設液滴直徑不變,工藝放大后需滿足:
通常采用的放大方法是保持相同的總液體噴灑時間和使用同型號的噴嘴。然而這樣,隨著D3成比例增大,盡管隨著工藝放大也會微微增大,但是這種方法通常會導致Ψa大幅度增大。為了保持Ψa不變,放大后的工藝就需要使用多個噴嘴和延長液體噴灑的時間[39]。
顆粒成長階段速率過程比較復雜,該過程包含了復雜的顆粒成長方式,不同成長方式取決于Smax和Stdef。為了保持工藝放大后顆粒的成長方式不變,Smax和Stdef應保持不變。對于,Smax,需要保持液固質量比不變。對于Stdef,在高速剪切濕法制粒機中,最大碰撞速度取決于攪拌槳外緣速度,那么Stdef不變意味著攪拌槳外緣速度不變,即需要滿足
因此,生產工藝擴大,Stdef也隨之增大。這樣就會導致最大可實現顆粒密度的增大和最大可實現粒徑的降低。實際過程中,顆粒密度和粒徑還取決于成長和致密化的動力學過程,因此沒有更為可靠的定量模型,顆粒在成長速率過程很難預測。高速剪切濕法制粒過程復雜,采用一般方法建立的模型,在工藝放大后往往并不適用。根據無尺度參數建立Regime Map進行工藝放大的關鍵就是保持無尺度參數恒定,從而能夠預測放大后工藝參數的變動,控制工藝放大后產品的質量。
1.3.3 基于Regime Map的HSWG過程放大研究實例
本部分選取了以潤濕與成核Regime Map指導HSWG過程放大的1個案例。該案例以微晶纖維素(MCC)-水作為研究載體,以潤濕與成核Regime Map作為指導,以1 L工藝規模的顆粒作為基準,對比2 L、4 L工藝規模下所得顆粒的產率、顆粒粒徑概率分布曲線及其相似度、掃描電鏡(SEM)圖,以及對比其基于SeDeM方法建立的物理指紋圖譜,成功實現了在SHK-4型高速剪切濕法制粒機從1 L到2 L、4 L的放大[40]。
1.3.3.1 工藝參數設置 SHK-4型高速剪切濕法制粒機是鍋體可替換型制粒機,1 L、2 L和4 L制粒鍋的幾何參數如表3所示。基于前期小試HSWG的研究[27],HSWG在1 L的工藝規模下所得的關鍵工藝參數是水用量和濕混時間,那么以水用量和濕混時間作為均勻設計的2個參數進行U5(52)均勻設計進行放大研究,實驗點安排如表4所示。
表3 SHK-4型高速剪切濕法制粒機
3個制粒鍋的幾何參數
表4 U5(52)均勻設計實驗安排表
由于3工藝規模下均使用同樣的蠕動泵,假設水的顆粒大小保持不變,根據1.3.3.2項下計算:為保證兩工藝規模下無尺度流量參數保持一致,則需
那么則可推導出:
其中下標1,2分別代表工藝規模1和工藝規模2,t是水加入制粒鍋的時間,V是水加入的總量,r是攪拌槳的半徑。而1 L、2 L和4 L規模所用MCC分別為100 g、200 g和400 g,水加入時間分別為300 s、442 s和700 s,每個工藝規模下5個實驗點蠕動泵的轉速如表5所示。
表5 MCC顆粒在1 L、2 L和4 L規模下蠕動泵的轉速
1.3.3.3 顆粒評價結果 以1 L工藝規模下所得顆粒作為基準,對比2 L和4 L規模下所得顆粒的顆粒得率、粒徑概率分布曲線及相似度[41]、SEM圖、基于SeDeM的物理指紋圖譜[42-46],分別見表6、圖3和表7、圖4以及圖5。
表6 3工藝規模下顆粒得率(%)
圖3 3工藝規模下顆粒粒徑概率分布曲線
表7 以1 L規模下顆粒為基準,2 L和4 L規模
所得顆粒粒徑分布曲線的相似度
圖4 實驗點1所得顆粒在3工藝規模下,
3放大倍數下的SEM圖
注:其中a,b,c分別代表1 L、2 L和4 L,h,m,l分別代表放大倍數為10 000倍,5 000倍和2 000倍
圖5 15批MCC顆粒的SeDeM物理指紋圖譜
注:其中Db、Dt、Ie、IC、IH、α、t′′、%RH、%H、%Pf、Iθ分別代表松裝密度、振實密度、顆粒間空隙率、卡爾指數、豪斯納比率、休止角、粉末流動時間、干燥失重、吸濕性、粒徑小于50 μm百分比和相對均齊度指數
收率結果顯示幾乎所有批次的顆粒均大于85%,且對于同一實驗點,1 L、2 L和4 L 3工藝規模所得顆粒的收率一致。所有顆粒的向量夾角余弦法計算結果均大于0.9,表明與小試顆粒相比放大所得顆粒的粒徑概率分布曲線相似度高,放大所得顆粒與小試顆粒具有較好的質量相似性。由SEM圖可見在3個放大倍數下,MCC顆粒具有相似的表面形態。SeDeM物理指紋圖譜也可以看出,對于同一實驗點,放大所得顆粒與小試顆粒具有較好的質量相似性,暗示著放大成功。
2 討論
本文介紹了質量源于設計在中藥制藥過程放大研究中的應用,列舉了常用的放大研究方法,詳細介紹了數學模擬放大,即基于模型的放大,并實例分析了以潤濕成核階段的模式地圖指導放大高速剪切濕法制粒過程的研究。保持無尺度參數在放大過程中的恒定,或構建出工藝規模變化時相對穩定的動態設計空間,能夠得到較為理想的放大結果。但由于描述過程機理的無尺度參數開發具有一定的難度,所以目前開發出的類似模式地圖的動態設計空間的過程僅是高速剪切濕法制粒過程,無尺度建模的理論在其他過程的應用需要進一步的研究。
參考文獻
[1]徐冰,史新元,吳志生,等.論中藥質量源于設計[J].中國中藥雜志,2017,42(6):1015-1024.
[2]M Zlokarnik.Dimensional Analysis and Scale-Up in Chemical Engineering[M].New York:Springer-Verlag,1991.
[3]徐冰,史新元,喬延江,等.中藥制劑生產工藝設計空間的建立[J].中國中藥雜志,2013,38(6):924-929.
[4]Iveson SM,Litster JD,Hapgood K,et al.Nucleation,growth and breakage phenomena in agitated wet granulation processes:a review[J].Powder Technology,2001,117(1-2):3-39.
[5]Kapur PC,Fuerstenau DW.Size distributions and kinetic relationships in nuclei region of wet pelletization[J].Industrial and Engineering Chemistry Process Design and Development,1966,5(1):5-10.
[6]Austin LG.Introduction to the mathematical description of grinding as a rate process[J].Powder Technology,1971,5(5):1-17.
[7]KVS Sastry,Fuerstenau DW.Kinetics of green pellet growth by the layering mechanism[J].Transactions of the American Institute of Mining and Metallurgical Engineers,1977(262):43-47.
[8]Litster JD,Waters AG,Nicol SK.A model for predicting the size distribution of product from a granulating drum[J].Transactions of the Iron and Steel Institute of Japan,2006,26(12):1036-1044.
[9]M.J.Hounslow,R.L.Ryall,V.R.Marshall.A discretized population balance for nucleation,growth,and aggregation[J].Aiche Journal,1988,34(11):1821-1832.
[10]Detayo AA A,Litster JD,Pratsinis SE,et al.Population balance modelling of drum granulation of materials with wide size distribution[J].Powder Technology,1995,82(1):37-49.
[11]Verkoeijen D,Pouw GA,Meesters GMH,et al.Meesters,Brian Scarlett.Population balances for particulate processes—a volume approach[J].Chemical Engineering Science,2002,57(12):2287-2303.
[12]Iveson SM.Limitations of one-dimensional population balance models of wet granulation processes[J].Powder Technology,2002,124(3):219-229.
[13]Ingram GD,Cameron IT,Hangos KM.Classification and analysis of integrating frameworks in multiscale modeling[J].Chemical Engineering Science,2004,59(11):2171-2187.
[14]楊洋,唐壽高.顆粒流的離散元法模擬及其進展[J].中國粉體技術,2006,12(5):38-43.
[15]Pordal HS,Matice CJ,Fry TJ.The Role of Computational Fluid Dynamics in the Pharmaceutical Industry[J].Pharmaceutical Technology North America,2002,14(2):1036.
[16]Terrazas-Velarde K,Peglow M,Tsotsas E.Stochastic simulation of agglomerate formation in fluidized bed spray drying:a micro-scale approach[J].Chemical Engineering Science,2009,64(11):2631-2643.
[17]Link JM,Godlieb W,Tripp P,et al.Comparison of fibre optical measurements and discrete element simulations for the study of granulation in a spout fluidized bed[J].Powder Technology,2009,189(2):202-217.
[18]Terrazas-Velarde K,Peglow M,Tsotsas E.Kinetics of fluidized bed spray agglomeration for compact and porous particles[J].Chemical Engineering Science,2011,66(9):1866-1878.
[19]Chua KW,Makkawi YT,Hounslow MJ.Hounslow,Time scale analysis for fluidized bed melt granulation I:granule-granule and granule-droplet collision rates[J].Chemical Engineering Science,2011,66(3):318-326.
[20]Fries L,Antonyuk S,Heinrich S,et al.DEM-CFD modeling of a fluidized bed spray granulator[J].Chemical Engineering Science,2011,66(11):2340-2355.
[21]Li Z,Kind M,Gruenewald G.Modeling the Growth Kinetics of Fluidized-Bed Spray Granulation[J].Chemical Engineering & Technology,2011,34(7):1067-1075.
[22]Gantt JA,Gatzke EP.High-shear granulation modeling using a discrete element simulation approach[J].Powder Technology,2005,156(2-3):195-212.
[23]Terashita K,Nishimura T,Natsuyama S.Optimization of operating conditions in a high-shear mixer using DEM model:determination of optimal fill level[J].Chemical & Pharmaceutical Bulletin,2002,50(12):1550-1557.
[24]Bjrn IN,Jansson A,Karlsson M et al.Empirical tomechanistic modelling in high shear granulation[J].Chemical Engineering Science,2005,60(14):3795-3803.
[25]Litster JD,Hapgood KP,Michaels JN,et al.Liquid distribution in wet granulation dimensionless spray flux[J].Powder Technology,2001,114(1):32-39.
[26]Hapgood KP,Litster JD,Smith R.Nucleation regime map for liquid bound granules[J].Aiche Journal,2010,49(2):350-361.
[27]Tardos GI,Khan MI,Mort PR.Critical parameters and limiting conditions in binder granulation of fine powders[J].Powder Technology,1997,94(3):245-258.
[28]Iveson SM,Wauters PAL,Forrest S,et al.Growth regime map for liquid-bound granules:further development and experimental validation[J].Powder Technology,2001,117(1-2):83-97.
[29]羅贛,徐冰,孫飛,等.基于QbD理念的微晶纖維素高速剪切濕法制粒過程實驗研究[J].藥學學報,2015,50(3):355-359.
[30]Litster JD,Hapgood KP,Michaels JN,et al.Scale-up of mixer granulators for effective liquid distribution[J].Powder Technology,2002,124(3):272-280.
[31]Ax K,Feise H,Sochon R,et al.Influence of liquid binder dispersion on agglomeration in an intensive mixer[J].Powder Technology,2008,179(3):190-194.
[32]Wauters PAL,Jakobsen RB,Litster JD.Liquid distribution as a means to describing the granule growth mechanism[J].Powder Technology,2002,123(2-3):166-177.
[33]Knight PC,Seville JPK,Wellm AB,et al.Prediction of impeller torque in high shear powder mixers[J].Chemical Engineering Science,2001,56(15):4457-4471.
[34]A.Tran.Powder flow properties in vertical high shear mixers[D].Australia:University of Queensland PhD Thesis,2007.
[35]Dries KVD,Vegt OMD,Girard V,et al.Granule breakage phenomena in a high shear mixer;influence of process and formulation variables and consequences on granule homogeneity[J].Powder Technology,2003,133(1-3):228-236.
[36]Liu LX,Smith R,Litster JD.Wet granule breakage in a breakage only high-hear mixer:effect of formulation properties on breakage behavior[J].Powder Technology,2009,189(2):158-164.
[37]Y He,LX Liu,JD Litster.Handbook of Pharmaceutical Granulation Technology Chapter 25:Scale-Up Considerations in Granulation[M].New York:Informa Healthcare,2009:538-566.
[38]Litster J.Forward to special edition of powder technology from “Control of Particulate Processes VI”[J].Powder Technology,2002,124(3):175.
[39]Kayrak-Talay D,Dale S,Wassgren C.Quality by design for wet granulation in pharmaceutical processing:Assessing models for a priori design and scaling[J].Powder Technology,2013,240(5):7-18.
[40]Luo G,Xu B,Zhang Y,et al.Scale-up of a high shear wet granulation process using a nucleationregime map approach[J].Particuology,2017,31(2):87-94.
[41]王龍星,肖紅斌,梁鑫淼,等.一種評價中藥色譜指紋譜相似性的新方法:向量夾角法[J].藥學學報,2002,37(9):713-717.
[42]Aguilar-Díaz JE,García-Montoya E,P Pérez-Lozano,et al.The use of the SeDeM Diagram expert system to determine the suitability of diluents-disintegrants for direct compression and their use in formulation of ODT[J].European Journal of Pharmaceutics and Biopharmaceutics,2009,73(3):414-423.
[43]Aguilar-Díaz JE,García-Montoya E,Pérez-Lozano P.SeDeM expert system a new innovator tool to develop pharmaceutical forms[J].Drug Development and Industrial Pharmacy,2014,40(2):222-236.
[44]Negre JMS,Montoya EG,Lozano PP,et al.SeDeM diagram:A new expert system for the formulation of drugs in solid form[M].The Philippines:InTech,2011.
[45]Pérez P,Sué-Negre JM,Miarro M,et al.A new expert systems (SeDeM Diagram) for control batch powder formulation and preformulation drug products[J].European Journal of Pharmaceutics and Biopharmaceutics,2006,64(3):351-359.
[46]張毅,徐冰,孫飛,等.中藥提取物粉末物理指紋譜研究及應用[J].中國中藥雜志,2016,41(12):2221-2227.