浮動可潰芯機構在塑料模具設計中的應用
2018-09-10 18:31:09葉熹
河南科技 2018年5期
葉熹
摘 要:本文通過對過濾器上蓋的工藝進行分析,介紹了新型浮動可潰芯脫模機構。其獨特的三分型面設計,大大簡化了模具結構,降低了模具成本,縮短了研制周期。此機構運用在注塑模具中成功解決了由于模具內抽芯不足導致普通脫模機構不能正常成型、機構加工困難、零件不易脫模等問題。
關鍵詞:注塑模;內抽芯;分型面;型腔
中圖分類號:TQ320.52 文獻標識碼:A 文章編號:1003-5168(2018)05-0038-05
The Utilization of New Floating Crumbling Core Mould
in Plastics Mould Design
YE Xi
(Guangdong National Defense Science and Technology Advanced Technical School,Guangzhou Guangdong 510515)
Abstract: This paper introduced the new floating crumbling core mould spray mechanism by analyzing the technology of upper cover of the filter. Its special design of three core parting surface greatly simplified the mould structure, reduced the cost of mould and shortens the research period sharply.The utilization of this kind of mechanism solved many problems successfully, such as: abnormal forming, difficult process and mould spray difficulty for work pieces of ordinary mould mechanism due to lack of mould inner-drawing-core.
Keywords: injection mould;inner-drawing-core;parting face;cavity
在塑料注塑模具中,倒勾脫模機構的形式是多種多樣的,我們常見的有側面滑塊脫模機構、斜頂脫模機構、浮動滑塊脫模機構、螺紋齒條(齒鏈)抽芯機構、彈性變形機構等。選擇何種形式的脫模機構與塑件的幾何形狀及尺寸精度、嵌件位置、澆口形式等有密切的關系。
在進行塑件的注塑模具設計時,對脫模機構的選擇是相當重要的。脫模機構的選擇是否恰當,脫模機構的數量是否合適,直接關系到模具的結構形式和復雜程度。在常見的模具結構中,一套模具中脫模機構的形式和數量通常決定一套模具的成本和制造周期。一般來說,模具結構形式越復雜,模具的制造成本就越高,模具的制造周期也就越長。如何既滿足產品脫模的需要,又盡可能地簡化模具結構,降低制造成本,縮短模具制造周期,是我們在進行模具設計時必須重點考慮的問題。本文以過濾器上蓋注塑模設計為例,闡述一種為簡化模具結構而采用的浮動可潰芯雙分型面脫模機構設計[1,2]。
1 塑件工藝分析
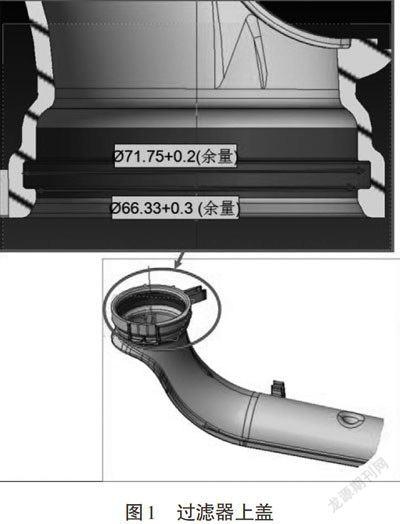
圖1為某汽車過濾器中的過濾器上蓋。其材料為PBT+GF30。
PBT+GF30材料——新的流變改良型塑料聚對苯二甲酸丁二醇酯(PBT)Ultradur(右)為塑料流動速度建立了新標準。較低的熔融黏度(根據玻纖含量)使其流動速度比普通塑料至少高出2倍,同時對其機械性能幾乎沒有影響。該產品特性使塑料加工者和設計師在PBT應用上擁有更大的發揮空間。縮短注塑加工時間與節省機械和模具均成為該材料在競爭中的巨大優勢。其具有出色的剛性、強度及耐熱性能,吸水度低,較好的尺寸穩定性及耐化學性。一些特殊類型還具有卓越的耐候性及耐熱老化性能。
從圖1可以看出,該塑件外形結構具有以下幾個特點:①產品倒勾位,是一整圈環形倒勾;②倒勾位內部可做脫模機構位置小;③產品外圈形狀復雜,有倒勾,同樣需要做脫模機構;④過濾器上蓋內孔有裝配要求,后續需要調整此處尺寸。
此外,模具在設計中主要存在以下幾方面的問題:①外形需要設置滑塊脫模結構;②產品內側環形許要設置整圈抽芯;③產品內側抽芯要方便后續修改尺寸;④產品內側抽芯要防止抽芯過程中造成變形。
2 模具設計方案
由于該塑件的外形有倒勾,需要做滑塊,且滑塊影響模具長和寬的尺寸,所以先把產品外側滑塊畫出來,定下模具尺寸,選定注塑成型機臺的大小,如圖2所示,模具為2穴,左右完全一樣,模具大小為670mm×800mm,因此選定注塑成型機臺為400T。
產品外形倒勾問題解決后,再解決內側環形倒勾。由于內側整圈都是倒勾,如果采用斜頂來解決倒勾問題,斜頂座之間空間不足,結構復雜,且后期修改尺寸不方便,因此,不建議使用斜頂脫模機構。而針對此問題,設計了新的脫模機構——浮動式可潰芯脫模機構,如圖3和圖4所示。該機構采用分體式加工,再合成整體式機構,后期便于修改尺寸,且更換部件不需整體報廢。浮動式可潰芯脫模機構克服了斜頂脫模機構中結構空間問題和后期尺寸修改困難等問題,且降低了模具成本,縮短了研制周期。
4 浮動可潰芯結構分析與設計
浮動可潰芯結構并不復雜,該結構利用角度差的方法相互避空,從而解決了一整圈環形倒勾的問題。如圖6所示,環形倒勾分成6個部分,開模時,紅色的3個部分和青色的3個部分同步走,但紅色的3個部分和青色的3個部分由于角度不同,紅色的角度比青色的角度大3度,每頂出1mm紅色部分就比青色部分多走0.05mm,如圖7所示,因此,環形倒勾的6個脫模部件不會互相干涉。
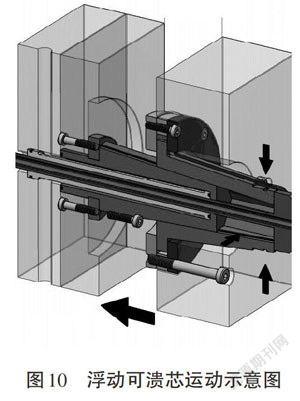
浮動滑塊的設計和其他脫模機構一樣,主要考慮兩大因素:方向和動力。如圖8所示,圓圈所圈處限制了浮動可潰芯產品位部件上下方向的運動。圖9中,產品位部件只能順著燕尾槽的方向運動,所以可潰芯機構中,黃色部分在有動力上下運動時,通過燕尾槽帶動產品部位件脫模,圖10為浮動可潰芯運動示意圖。
模具注塑完成后,模具開模時,模具邊上裝有插銷式鎖模器,第一分型面先開20mm(插銷式鎖模器控制,圖5模具側視結構簡圖中的20部件)。因為可潰芯在脫模時產品部位件是在水平面運動的,所以第一分型面要先打開,防止分型面因相互摩擦而導致拉傷。第一分型面開到20mm處,插銷開閉器會彈開,模具持續開模;第二分型面側有彈簧頂出公模板,此時可潰芯機構中黃色部分會帶動產品部位件脫模,第二分型面頂出公模板到位后再接著開第一分型面(產品分型面),開模動作完成后,產品頂出,取下產品,頂針板通過彈簧復位,合模時,第一分型面先合模,合模到剩下5mm的距離時,第一分型面會有彈簧頂住分型面,且此處的彈簧力比第二分型面的彈簧力大,所以第一分型面會停止合模,第二分型面開始合模。第二分型面合模時會帶動浮動可潰芯機構產品部件復位,第二分型面合模完成后再合第一分型面。
5 浮動可潰芯機構產品位部件的加工
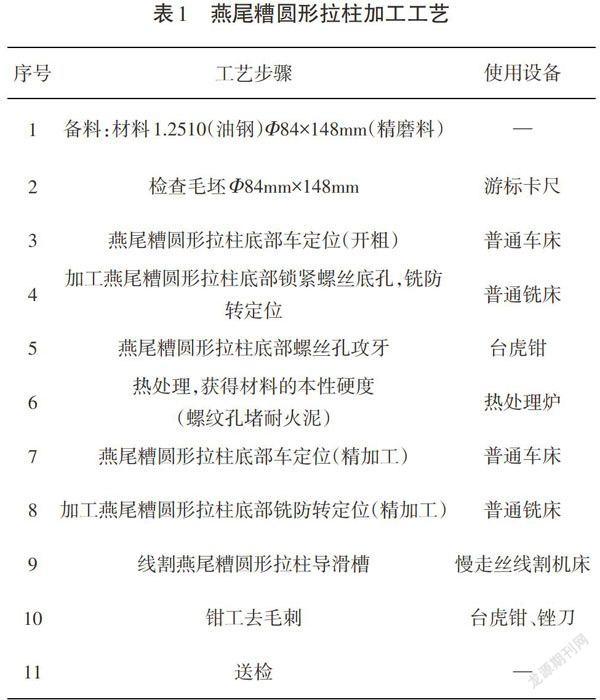
浮動可潰芯機構產品位在加工時,由于產品要求粗糙度為5μm,所以此處配件采用鋼材1.2343ESR,鋼材出廠硬度只有HRS18~20,需要開粗加工后進行熱處理,淬火到HRC46~48。用車床加工圓柱,先開粗,留0.3mm的精加工余量,防止熱處理變形,熱處理后再精加工到位,加工好外圓后再上慢走絲線割燕尾槽,燕尾糟圓形拉柱加工工藝如表1所示。浮動可潰芯中間的燕尾糟圓形拉柱(圖9中心黃色部分)一樣用車床加工,工序和產品位部件一樣,不同的是此處鋼材不需要用1.2343ESR,可以采用1.2510鋼材,價格便宜,耐磨性,淬透性良好,在熱處理時,硬度淬火到HRS50~52即可。因為硬度和韌性呈反比,硬度越高就越脆,容易開裂和崩角。在浮動可潰芯機構加工完成后需要進行配模(省模);在相應的裝配位置處打上編碼,防止產品部位件裝錯位置(如圖11所示),且產品位需要進行拋光。此機構加工完成后要將以上配件進行氮化處理,氮化層深度為0.15~0.3mm,以更好地提高部件的耐磨性,防止部件生產過程中出現拉傷滑動面的情況。由于氮化后部件表面硬度提高,且表面會有黑層,氮化后產品面要再進行拋光,提高產品位表面的光潔度和粗糙度。
由于環形倒勾位處有裝配功能,所以此處圓的曲率要求較高,且此處在產品打樣過程中會因為殘余應力和脫模力等多種因素的影響產生變色問題。針對圓弧曲率變形的問題,先根據產品變形的位置在機構上做好記號,并注明變形量,防止改錯位置。將浮動可潰芯機構拆卸下來裝在治具上固定好(圖12和13所示的基座部分),上車床加工變形位置,在裝夾上車床時,采用偏心裝夾法,根據變形量的多少,調節變形位置的偏心量,再加工變形位置處的尺寸。
6 結論
該模具采用獨特的浮動可潰芯脫模機構設計,順利解決了成型、脫模等難題,降低了模具設計、制造上的困難,縮小了模具設計機構占用的空間,且便于產品配合位的尺寸修改。經過生產實踐驗證,該模具結構設計合理,動作平穩、可靠,成型質量符合技術要求,達到了滿意的效果。但此機構存在開裂的風險,由于機構的脫模是靠抽芯柱子上的燕尾槽帶動產品部位工件脫模的,所以燕尾槽受力較大,對燕尾槽的加工要求較高,如燕尾槽加工有偏差,會導致產品部位件脫模時卡死或燕尾槽開裂,這是目前存在的弊端,我們會進行更深入一步的研究,以減少此弊端帶來的風險。
參考文獻:
[1]王家慶,曹陽根.塑料模設計手冊[M].北京:機械工業出版社,2002.
[2]張維合.注塑模具設計實用教程[M].北京:化學工業出版社,2011.
