皺紋濾紙生產工藝研究
2018-09-10 02:04:06吳安波
中國造紙 2018年6期
吳安波
摘 要:通過實驗確定了生產皺紋濾紙的原料配比、打漿工藝及起皺技術,優化了化學助劑的使用條件,生產出了性能優良的柴油濾清器濾芯用皺紋濾紙。
關鍵詞:皺紋濾紙;生產工藝;化學助劑; 起皺技術
中圖分類號:TS758
文獻標識碼:A
DOI:10.11980/j.issn.0254.508X.2018.06.012
Abstract:This paper introduced the production process of creped filter paper used in diesel filters, expounded the principle and technique of wrinkling, and analyzed the effects of chemical agents on creped filter paper. After repetitious test, the fiber furnish, refining technologies and wrinkling technique for production of creped filter paper were determined, the usage of chemical agents was optimized, and excellent creped filter paper suitable for diesel filters was developed.
Key words:creped filter paper; production process; chemical agent; wrinkling technique
起皺技術是使紙張產生橫向皺紋的一種機械加工方法,它可以改變紙張的一些物理性質,增加紙張的柔軟性和韌性,改變紙張的吸收性和透氣性等[1]。紙張是否需要起皺由紙張的用途決定,如衛生紙和餐巾紙起皺是為了增加紙張的柔軟性和伸長性,紙袋紙起皺是為了增加紙袋紙的破裂功以適應包裝的需求,濾紙起皺主要是為了增加濾芯的有效過濾面積[2]。
本研究從皺紋濾紙的原料配比和打漿工藝、起皺原理與技術、化學助劑的使用3個方面對柴油濾清器濾芯用皺紋濾紙進行探討。
1 皺紋濾紙的生產工藝
1.1 皺紋濾紙的技術指標
汽車工業濾紙是生產濾芯器的原材料之一,其中燃油濾紙主要是濾出燃油中的雜質粒子,保證內燃機安全有效地運行。燃油濾紙要求具有一定的物理強度以承受流體壓力,還要有一定的孔徑大小和開孔率以保證一定的流量要求[3]。
根據企業和客戶需求來制定柴油濾清器濾芯用皺紋濾紙技術指標,如表1所示。
1.2 皺紋濾紙的生產工藝流程
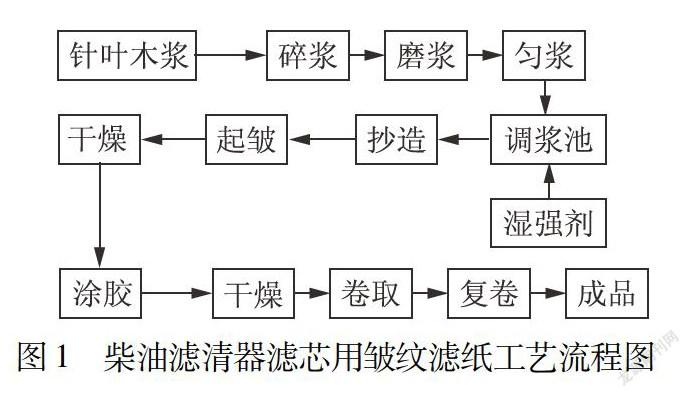
柴油濾清器濾芯用皺紋濾紙的生產工藝流程圖如圖1所示。由圖1可知,將針葉木漿加入碎漿機碎解,然后利用雙盤磨漿機磨漿,后經勻漿分散后在調漿池中加入濕強劑。將制備好的漿料經流漿箱上網脫水成形和壓榨脫水后,當水分含量為40%~60%時,在第一只烘缸上對紙張進行起皺處理,然后利用烘缸把紙張干燥到90%以上的干度,再進行表面涂膠,最后經烘缸烘干至成品所需干度,再進行卷取和完成整理。
1.3 紙漿配比選擇
為了滿足皺紋濾紙的強度、透氣度和孔徑要求,實驗分別選擇了加拿大虹魚牌(KAMLOOPS)針葉木漿(纖維平均長度2.5 mm)、美國白金(WHITEGOLD)短纖維針葉木漿(美國W漿,纖維平均長度1.18 mm)分別與美國布朗斯威克(GPBUNSWICK)針葉木漿(美國G漿,纖維平均長度2.6 mm)以不同配比抄造定量為96 g/m2的皺紋濾紙,實驗結果如表2所示。
由表2可知,采用加拿大虹魚漿與美國G漿配比抄造時,隨著美國G漿比例的提高,濾紙的耐破度、透氣度和孔徑均提高。這是由于美國G漿纖維本身較粗較長,強度較高,而加拿大虹魚漿也是長纖維針葉木漿,兩者長度相差不大,故皺紋濾紙的強度、透氣度和最大孔徑隨美國G漿配比的提高而提高。當采用美國W漿與美國G漿配比抄造時,由于美國W漿纖維長度較短,本身強度較低,故其在配比為50∶50時耐破度低于150 kPa。隨著美國G漿用量的增加耐破度提高,透氣度和最大孔徑也增大。加拿大虹魚漿與美國G漿以50∶50的配比抄造時,所得濾紙的耐破度、透氣度和最大孔徑均達到產品質量要求,綜合質量較好,故最終選擇了加拿大虹魚漿與美國G漿以 50∶50的比例混合來抄造皺紋濾紙。
1.4 打漿工藝
為了盡量保持原生纖維的長度,并使纖維充分吸水潤脹和細纖維化,實驗使用針葉木漿生產皺紋濾紙的打漿工藝主要采用以疏解為主的游離狀打漿方式。雖然打漿有助于提高紙張強度,但也會使紙張緊度增大,孔隙率降低,過濾效率下降,同時打漿度過高也會使紙幅與烘缸黏附力過大而影響起皺。分別使用15°SR、17°SR、20°SR、22°SR 4種不同打漿度的紙漿進行實驗,當紙漿打漿度在20°SR時,皺紋濾紙成漿的濕重為9.2 g,成紙定量是95.6 g/m2,耐破度180 kPa,最大孔徑41.8 μm,透氣度45 L/(m2·s),各項指標均達到了生產要求。
2 起皺原理與起皺技術的應用
2.1 起皺方法
根據起皺加工時紙幅的水分大小可分為濕法起皺和干法起皺[4]。紙幅在潮濕狀態下起皺的方法,叫做濕法起皺。濕法起皺又可以分為兩種情況,即壓榨起皺和烘缸起皺(也稱半干法起皺)。壓榨起皺是指在最后一道壓榨輥上起皺,此時紙幅的水分為60%~65%,紙幅靠水的表面張力黏附在輥面上,且在潮濕狀態下易于變形,所以起皺容易控制,起皺頻度高。但起皺后的濕紙幅一般都在無張力的條件下干燥,與烘缸接觸不緊密,因此干燥效率很低,且起皺時已發生改變的紙幅,干燥時會在新的狀態下收縮并形成氫鍵結合,導致紙內結合力較高,成紙柔軟性和手感較差。烘缸起皺是在干燥部的前兩個烘缸上完成的,此時紙幅水分控制在20%~40%,紙幅與烘缸黏附較好,紙幅也容易變形,所以起皺也較易控制。且后干燥過程中紙幅的水分蒸發較少,因失水產生的收縮也小,所以柔軟性和手感優于壓榨起皺的紙,但這種方法由于起皺后與烘缸黏附不緊,也存在后段干燥效率比較低的問題。干法起皺是紙張在烘缸上已干燥到產品標準水分后進行起皺的方法,此時紙張與烘缸黏附不緊,易剝離,加上紙幅干燥后較挺硬,不易變形,因此對起皺不利。
皺紋濾紙一般采用濕法起皺技術,在離開壓榨后的第一個烘缸表面進行刮刀起皺,起皺時紙幅水分控制在45%左右,起皺操作易于控制,成紙強度較好。
2.2 起皺原理
起皺過程就是用刮刀刮起黏附在缸面上的紙幅,使得其表面產生皺紋。起皺過程的主要影響因素就是紙幅與烘缸之間的黏附力及適當的刮刀安裝角度。適宜的黏附力和刮刀角度,應該是紙幅接觸刮刀時,使刮刀的沖擊力和黏附力達到平衡,紙幅形成褶子并從缸面剝離開。當黏附力過大,雖然皺褶細微,但紙幅容易產生破洞,甚至斷紙。反之,黏附力過小,與刮刀一觸即剝離開,皺褶輕微而稀疏。在生產上可通過調節刮刀上的安裝角度來適應不同的黏附力,即增大接觸角,可以減輕紙幅的剝離力,有利于改善起皺頻度,反之,剝離力增大,會使紙幅起皺頻度下降。
影響黏附力的因素很多,其中,水分是最重要的影響因素之一。當起皺時的水分偏高,紙幅黏附力就大,反之,起皺時水分小,紙幅收縮比較嚴重,與缸面的附著力將降低。另外,打漿度高低,干燥汽壓高低、紙張定量的波動,甚至毛毯的清潔程度也都會影響紙幅水分導致黏附力發生變化。影響黏附力的另一個重要因素是烘缸表面狀態,比如烘缸表面不清潔、有銹斑、鑄鐵缸表面氧化層有斑剝,都會使紙幅在缸面黏附力過大或不均勻而影響起皺。
當紙幅黏附力改變時,由于刮刀都有一定彈性,應該根據黏附力大小,調節刮刀線壓力,即黏附力大時,應增大線壓,否則會因刮刀變形而出現夾紙等現象,影響起皺效果。
2.3 起皺技術在濾紙中的應用
起皺程度可用起皺度和起皺頻率兩個參數來表示。所謂起皺度,是指起皺導致紙張長度的收縮程度,如衛生紙的皺折度一般為15%~30%。起皺頻率,即單位長度的皺紋數,一般用個/cm表示,這是反映皺紋大小的參數,數值越大,皺紋越細密。
皺紋濾紙起皺的主要目的是為了增加濾芯的有效過濾面積。其中,刮刀的起皺厚度與起皺角度是決定皺紋深度與效果的關鍵。某公司在皺紋汽車濾紙生產時分別選取0.8、1.0、1.2 mm厚度的刮刀,起皺角度分別為20°、25°、30°,對濾紙進行起皺試驗,結果如表3所示。
由表3可知,當刮刀起皺厚度為1.0 mm,起皺角度是25°度時,濾紙的皺紋深度0.10 mm,粗細適當,起皺均勻,能較好地滿足產品質量要求。
3 化學助劑
在生產過程中,如果通過調節漿料打漿度、起皺水分、烘缸表面條件等仍無法達到理想的紙幅與烘缸表面黏附力時,則可以采用添加化學助劑的方法來達到目的,即是用起皺劑或脫缸劑等化學助劑來改善紙幅與烘缸表面的黏附,從而改善起皺操作和起皺效果。
如對于黏附力偏低的紙機,可以在紙料或白水中加入少量動物膠、氧化淀粉、羧甲基纖維素等膠黏劑,來提高黏附力,而對于黏附力過大的紙機,可以加入少量的乳化礦物油、低相對分子質量聚乙烯等憎水性物質,以減少紙幅與烘缸表面的摩擦[1]。
柴油濾清器濾芯用皺紋濾紙用于柴油的過濾,須有一定的濕強度與抗水性。經實驗表明,在生產過程中選擇添加量為3%(對絕干漿計算)的PPE樹脂加入漿中用來增強,以提高紙幅濕強度。同時,兩段干燥之間采用表面噴霧的方式在紙張表面均勻噴涂一層高強度且抗水、耐油的乳膠層,增大了皺紋濾紙的強度、挺度和耐油性,從而提高其過濾精度和壽命。
4 結 語
選用加拿大虹魚漿和美國G漿以50∶50的配比進行抄造,采用游離式打漿,并采用特殊工藝(濾紙起皺,紙幅預干燥成形,抗水劑噴涂)生產皺紋濾紙質量較好,具有孔隙率高、最大孔徑小、過濾阻力小效率高、挺度高、耐濕性好、使用壽命長等特點。目前,企業已成功開發出柴油濾清器濾芯用皺紋濾紙,成紙產品經浙江省方圓檢測集團公司檢測,符合濾紙標準規定。
參 考 文 獻
[1] Huang Juhong. Wrinkling agent and decylinder agent for paper[J]. Papermaking in the North, 1994(3): 36.
黃菊洪. 紙張的起皺起皺劑與脫缸劑[J]. 北方造紙, 1994(3): 36.
[2] Zhang Lida, Chai bingquan. A brief discussion on the wrinkling technology of thin paper[J]. World Pulp and Paper. 1985,4(2): 12.
張理達, 柴秉權. 淺談薄紙起皺技術[J]. 國際造紙, 1985,4(2): 12.
[3] CHEN Zhongwei. Introduction of the application of filter paper in automobile industry[J]. Tianjin Paper Making,2006, 28(4): 16.
陳忠偉. 汽車工業濾紙的應用介紹[J]. 天津造紙, 2006, 28(4): 16.
[4] CAI Wen.xiang. Discussion on the production process of color wrinkle paper[J]. China Pulp & Paper, 2005, 24(12): 73.
蔡文祥. 彩色皺紋紙生產工藝的探討[J]. 中國造紙, 2005, 24(12): 73.
CPP
(責任編輯:吳博士)
