304不銹鋼拉深成形模具設計
2018-09-10 15:40:39浦勝義
河南科技 2018年8期
浦勝義

摘 要:本文以一對杯蓋拉深摸為例,探討落料—拉深—沖孔—切邊等一系列工藝,并通過氣壓墊式彈性壓邊裝置,防止因制模過程中壓邊力發生改變,導致不銹鋼薄板在拉深成形過程中變形,從而降低材料的使用率和成品率。
關鍵詞:304不銹鋼;拉深;模具設計;工藝;壓邊力;彈性壓邊裝置
中圖分類號:TG385 文獻標識碼:A 文章編號:1003-5168(2018)08-0043-02
Design of 304 Stainless Steel Drawing Die
PU Shengyi
(Penglai Jinfu Stainless Steel Products Co. Ltd.,Shandong Penglai 265600)
Abstract: This article through to a Gellar cup of deep touch as an example, to explore the blanking drawing, punching and trimming a series of process, and through the air cushion type elastic clamping device, to prevent mold process BHF change, resulting in stainless steel sheet in the drawing forming process of deformation, thereby reducing the material utilization rate and the rate of finished products.
Keywords: 304 stainless steel;drawing;die design;process;edge pressing;elastic edge pressing device
不銹鋼是指在空氣、蒸汽、明火等腐蝕性較弱的介質中,以及其他酸、堿和鹽類等水溶液中均能保持穩定狀態的材料,屬于鋼型材料的類別。而304不銹鋼是不銹鋼中的優質材料,具有良好的耐熱性和抗腐性,還具有光面、低溫、低強度和機械性等特點,性能優越,環保健康,因而被廣泛應用于工業和醫療工業中。以某企業生產的隆力奇活能水杯杯身及杯蓋為例,通過304不銹鋼拉深成形而制成。但304不銹鋼在拉深過程中工藝要求高,容易產生缺陷。基于此,本文針對該類型的不銹鋼水杯進行拉深成形模具設計的分析和探討,明確各工藝流程。經過全面對比,采用40%的工業白油(15號)+50%氯化石蠟油+10%硬脂酸+二硫化鉬粉末作為潤滑劑[1]。
1 杯蓋成形模具設計
1.1 模具總體設計
1.1.1 模具主要工作部分尺寸計算
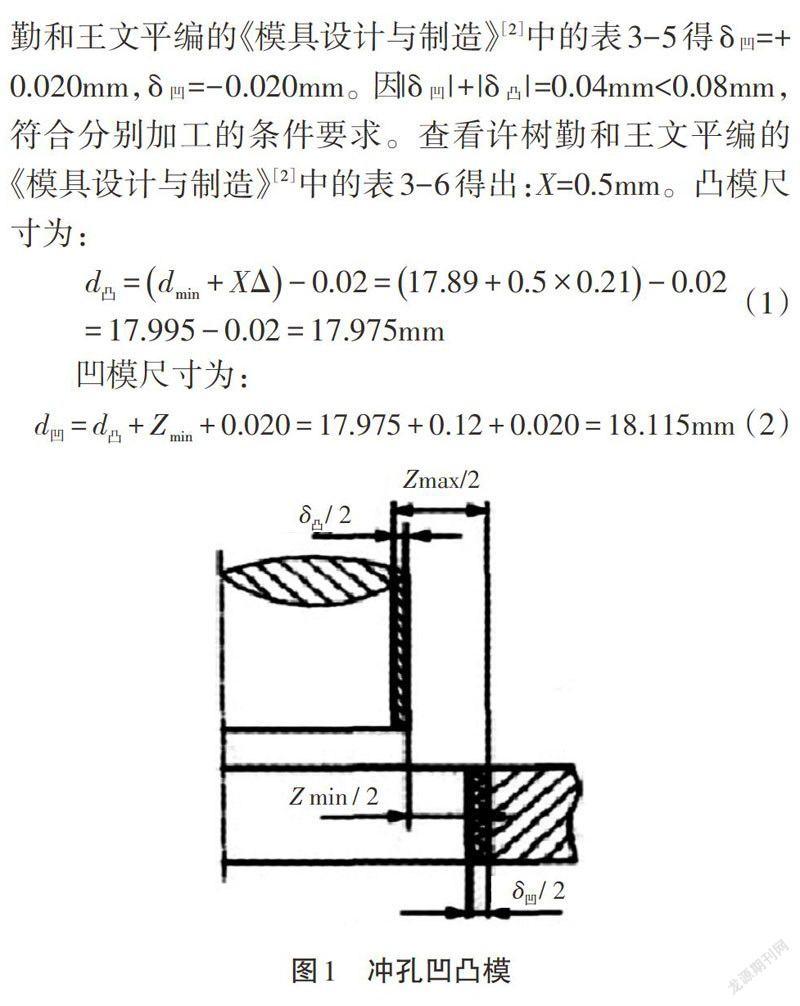
沖孔刃口計算(如圖1所示)。查看許樹勤和王文平編的《模具設計與制造》[2]中的表3-4可得:[Zmin=0.12mm],[Zmax=0.20mm]。
由此可得,[Zmax-Zmin=0.20-0.12=0.08mm ]。查看許樹勤和王文平編的《模具設計與制造》[2]中的表3-5得δ凹=+0.020mm,δ凹=-0.020mm。因|δ凹|+|δ凸|=0.04mm<0.08mm,符合分別加工的條件要求。查看許樹勤和王文平編的《模具設計與制造》[2]中的表3-6得出:X=0.5mm。凸模尺寸為:
[d凸=dmin+XΔ-0.02=17.89+0.5×0.21-0.02=17.995-0.02=17.975mm] (1)
凹模尺寸為:
[d凹=d凸+Zmin+0.020=17.975+0.12+0.020=18.115mm](2)
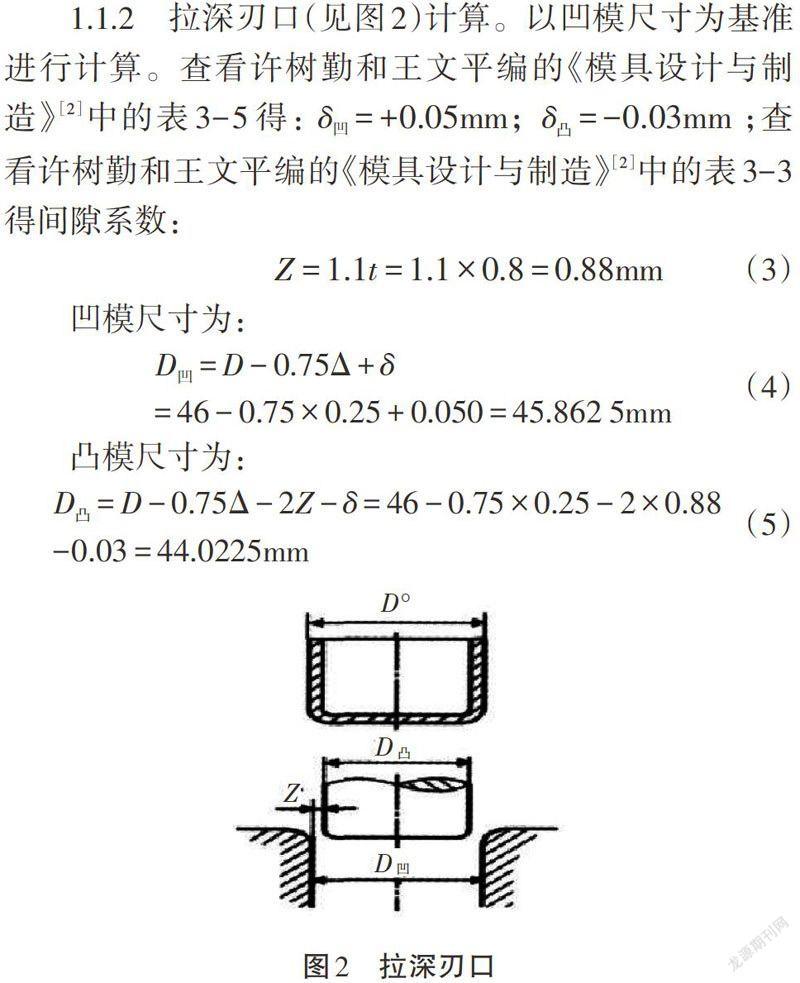
1.1.2 拉深刃口(見圖2)計算。以凹模尺寸為基準進行計算。查看許樹勤和王文平編的《模具設計與制造》[2]中的表3-5得:[δ凹=+0.05mm;δ凸=-0.03mm];查看許樹勤和王文平編的《模具設計與制造》[2]中的表3-3得間隙系數:
[Z=1.1t=1.1×0.8=0.88mm] (3)
凹模尺寸為:
[D凹=D-0.75Δ+δ=46-0.75×0.25+0.050=45.862 5mm] (4)
凸模尺寸為:
[D凸=D-0.75Δ-2Z-δ=46-0.75×0.25-2×0.88-0.03=44.0225mm] (5)
1.1.3 杯身閉合高度和模具尺寸。以毛坯大小確定凹模外形尺寸200mm×160mm。模架的閉合高度210mm≤H≤255mm,選定232mm,介于模架最大最小閉合高度之間,視作合理。
1.1.4 模具總尺寸數據。總長294mm,寬240mm,閉合高度232mm,其他零部件的選擇均參照國家標準。
1.2 模具制作過程
首先,開啟模具,確保拉深凸面頂部低于落料凹面的頂部,然后將邊圈壓緊后再放入坯料,進行拉深作業。作業將要完成的前一刻,通過推桿和沖孔對模具制件的底部完成沖孔,同時將上下進行切邊。完成沖壓以后,模座的彈頂裝置通過壓邊圈制作過程中產生的肥料搗出。
采用氣壓墊式彈性壓邊裝置,控制壓邊力不變,防止因為其突然變化而導致工藝缺陷。彈性壓邊裝置有彈簧墊、橡皮墊、氣墊和液壓墊等,其中彈簧墊和橡皮墊的壓邊力隨行程的增加而增加,產生的壓邊曲線與拉深曲線不協調,只適合運用在淺拉深的工藝中;氣墊和液壓墊的壓邊力基本不變化,壓邊效果遠遠優于前兩者。
2 工藝流程
2.1 沖壓工藝
2.1.1 工件圖及設計要求。不銹鋼材料厚度t=0.8mm,批量生產。
2.1.2 沖壓工藝方案設計。①工序性質和數量。工序性質主要由沖壓件的結構形狀和尺寸精度所決定。根據零件圖,沖壓加工時需用落料、拉深、沖孔、切邊等工序。選擇工序原則:兼顧工藝質量和生產效率,工序應盡可能少。②沖壓工藝方案及評價。方案1:落料—拉深—沖孔—切邊,單工序模,結構簡單,但需要4道工序,生產率低。方案2:落料—拉深—沖孔—切邊連續沖壓,連續模生產,生產率很高,但零件沖壓性能差,成本就高,安裝復雜。方案3:落料—拉深—沖孔—切邊復合沖壓,復合模生產,模具制造簡單,尺寸精度。
2.2 主要工藝參數及其運算
2.2.1 毛坯尺寸計算。取[δ=2.0mm]。無凸緣圓筒形件,根據公式(6)計算:
[D=d2+4dH-1.72rd-0.5r2] (6)
式中,H均包括修邊余量。d=45.2mm,H=23.6mm,r=5.6mm,D=76.6mm。制件的總拉深系數m=45.2/76.6=0.59。
2.2.2 壓邊圈的選擇分析。t/D=0.8/76.6=1.04%<1.5%,m=0.59<0.6,m值在此范圍內需要使用壓邊圈。
2.2.3 工序的壓力計算。壓力=落料力+卸料力+拉深力+壓邊力+沖孔力+推件力+切邊力。①落料力、卸料力、沖孔力、推件力及切邊力的計算:落料力、沖孔力、切邊力按式[P=Ltσt],[L]為落料、沖孔、切邊時的工作周長。P落=3.14×76.6×0.8×650=125.07KA;P沖=3.14×18×0.8×650=29.39kN;P切=3.14×46×0.8×650=75.11kN。P卸=K卸P沖=0.05×125.07=6.25kN,[K卸]為系數。P卸=nK推P落=3×0.05×29.39=4.41kN,n、[K推]為系數。②拉深力、壓邊力的計算:[P=Kπdtσ],則P拉=0.86×3.14×45.2×716.8=87.49kN。壓邊力[PQ=Fq];則P壓=125.07×[29.39-(75.11+6.20)2]×4.41=7.35kN。③壓力總和:P=125.07+29.39+75.11+6.20+4.41+87.49+7.35=335.02kN。淺拉深時[P]≤(0.7~0.8)P0;深拉深時[P]≤(0.5~0.6)P0;800kN閉式單點壓力機(J31-80)。壓力機校核:[P=335.02<800×0.5=400kN],滿足條件。
3 結論
304不銹鋼因為壓邊力變化,在拉深時易發生起皺及破裂,因此采用氣壓墊式彈性壓邊裝置,保證壓邊力在拉深工藝過程中的穩定性,以確保拉深成形模具設計的順利完成。
參考文獻:
[1]張昌明.基于三通管的快速模具制造及在鑄造中的應用[J].熱加工工藝,2008(5):32-33.
[2]許樹勤,王文平.模具設計與制造[M].北京:北京大學出版社,2005.
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:06:00
