鍍鋅生產線帶尾定位的控制與計算
2018-08-29 11:27:32佟明飛
中國科技縱橫 2018年12期
佟明飛
摘 要:本文介紹了卷取機的控制結構,分析在卷取機在飛剪剪切完成后,帶尾定位控制的工作原理,以及定位計算的過程。
關鍵詞:卷取機;帶尾控制;速度設定;定位計算
中圖分類號:TG385.9 文獻標識碼:A 文章編號:1671-2064(2018)12-0048-02
唐鋼高強汽車板二期5#連續熱鍍鋅線是一條高生產效率和質量的高水平生產線,年產量25萬噸,產品以鍍鋅家電板為主。工藝流程是,冷軋鋼帶經過開卷機開卷,清洗段進行堿洗表面清潔,爐區將帶鋼加熱后進入鋅鍋,在冷軋板的表面鍍以鋅層,然后經過光整機和拉矯機對板帶表面進行光整,并經過防腐、鈍化、涂油等流程處理,在出口飛剪剪切分卷,通過出口兩個卷取機輪流卷曲成為鍍鋅板成品卷,成品卷從卷取機上卸下后進入包裝生產線。鍍鋅產線為高的生產效率的產線,往往要求在帶鋼帶尾定位的控制功能方面實現高精度的自動控制功能。當定位準確時,可以減輕操作人員的人工干預次數,自動執行下流程順控,保證生產節奏,從而提高生產能力。
1 卷取機的機構
卷取機包括主抱臂,小抱臂,皮帶助卷器,接軸支撐,卷取機芯軸,芯軸漲縮設備,穿帶導板臺,穿帶導板等主要設備。主抱臂和小抱臂、皮帶助卷器在穿帶準備時抱住卷取機芯軸,為帶鋼穿入進行導向。接軸支撐在非卸卷時抬起,為芯軸提供支撐作用。卷曲機芯軸為卷取機的核心部件,在帶鋼穿入后,實現帶鋼卷曲,并與出口張力輥建張,恒張力卷曲。芯軸漲縮設備,實現芯軸的狀態轉換。穿帶導板臺和穿帶導板,在穿帶階段為帶鋼導向,在甩尾階段保證帶尾位置。
2 控制系統硬件配置
唐鋼鍍鋅生產線的控制系統,控制系統采用西門子S7-400 PLC組成的主站集中控制,由ET200M組成的分布式I/O控制,并通過多條Profibus-DP現場總線通訊的方式與S120傳動控制系統、增量式編碼器、光電開關及單體設備建立控制連接,實現對現場設備進行全方位的實時監控、邏輯控制、帶鋼跟蹤、張力控制、定位控制等功能。控制程序按照功能劃分SSF(順序控制)、LCO(產線協調)、MRG(主斜坡控制)、E-STOP(急停系統)、MTR(帶鋼跟蹤),帶尾定位控制程序屬于LOC控制程序的一部分。
3 帶尾定位控制基本原理簡介
在鍍鋅生產線出口段,為了保證生產的連續性, 當飛剪自動剪切完成或手動甩尾發出停車命令時,需要自動減速停車,使帶尾停在合適的位置,一般上卷曲時和下卷曲時為4點鐘或8點鐘位置,才能滿足自動卸卷時不碰撞、剮蹭帶鋼,順利執行下一步順控。為達到自動減速,必須根據減速距離精確控制帶鋼速度減速曲線。因此可知要實現精確的帶尾定位控制,即實現定位點的剩余長度計算,并根據計算長度穩定控制減速設定值及減速時機。
3.1 帶尾定位長度的計算
在實際生產中,按照工藝的要求帶鋼在卷取機上卷取結束后,帶尾必須停留在卷取機一個相對固定的位置上(本方案設計為4點或8點鐘方向),為下一個生產工序打下良好的基礎,如出口小車卸卷自動、打捆機包扎捆帶等,定位準確的話可以節約人工干預的時間,使下一步順控順利執行,提高生產效率。。定位長度的計算在“剪切完”信號發出后開始,直到定位完成時結束。定位長度依賴于卷徑大小。計算示意圖見圖1。
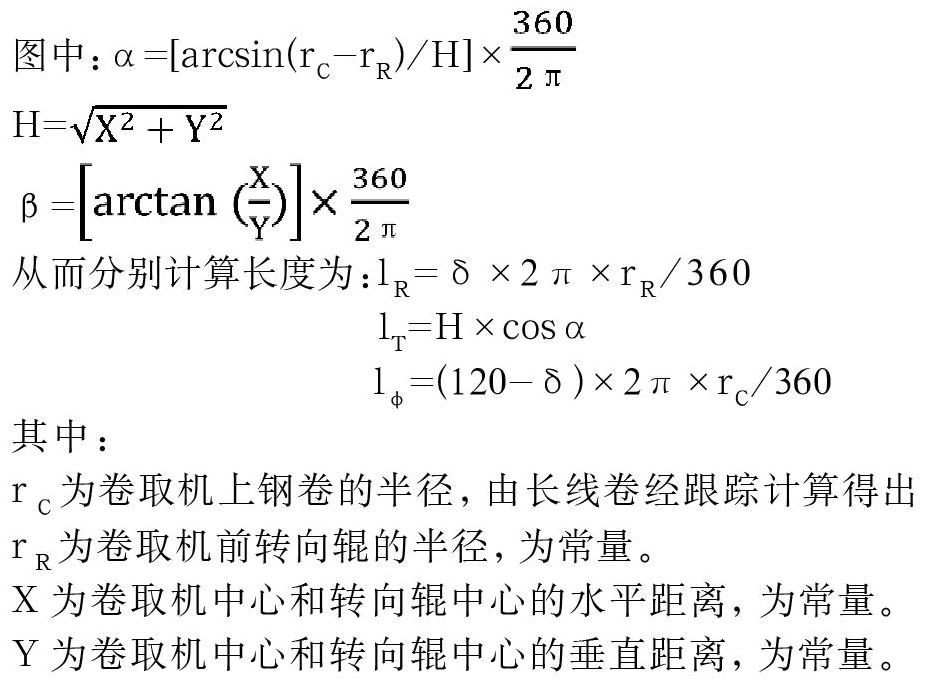
rC—卷取機半徑;rR—卷取機前轉向輥半徑;β—兩圓心連線與水平線的夾角;X—兩圓圓心間水平方向間距;Y—兩圓圓心間垂直方向間距;l1—期望的定位點偏離垂直中心線的角度,即定位位置。
對于上卷曲來說,帶尾定位在4點鐘位置,即順時針方向120°位置,甩尾長度l=l0+lR+lT+lφ,l0為出口飛剪到轉向輥之間的水平距離,為常亮,所以只要求出lR,lT和lφ即可。如圖中所示:
因而可以分別求出lR,lT和lφ的值,進而計算出整個的帶尾定位長度。
3.2 帶尾定位速度的設定
當出口飛剪剪切完成時,飛剪將帶鋼剪切成兩部分,帶尾部分繼續在當前卷取機上進行卷取,下一卷帶頭部分繼續向前穿帶,進入另外一個卷取機,執行穿帶順控,此處只對帶尾甩尾的速度控制進行分析。帶尾剪切完成后,進入定位和減速階段。根據上一步的計算結果,可計算得出當前帶尾的減速長度,利用加速度公式2as=V12-V22,a為減速時的加速度,s為設備需要移動的距離,s實時為變化數,隨設備向設定位置移動而減小,V1為當前速度,V2為上一掃描周期的速度,可實現對卷取機電機速度的平滑控制,從而實現精準定位。
3.3 程序內的實現方法
通過一個脈沖進入定位程序,讀取定位控制字,定位末速度,定位距離。通過獲取定位控制字的定位高電平來進行定位剩余距離計算。當定位結束時,通過又一個脈沖和定位控制字的定位低電平退出定位程序。當啟動一個定位后,定位進入執行狀態,如果此時再一次啟動這個定位,則此定位繼續在原定位的基礎上繼續執行,前面(原定位)取消,從而實現實時帶尾定位以及速度設定。
4 結語
文章通過唐鋼二冷軋5#鍍鋅線的出口帶尾定位系統的分析,重點討論了帶卷剩余長度的控制算法,定位時帶尾減速控制的方法,推導出有效的定位長度計算公式,實現程序最優控制。經過反復實踐論證,帶尾定位控制十分精確,從投產未出現故障。此方法同樣可以其他同行業連續生產線中使用,以資借鑒。
參考文獻
[1]劉亮先,等.熱鍍鋅線張力卷取機帶尾定位方法應用[A].甘肅冶金,2017.
[2]鄒榮,等.武鋼CSP生產線卷取機帶鋼尾部定位控制[B].武鋼技術,2011.
