鋼管焊接質量控制與射線檢測技術研究
2018-08-29 10:53:16周璟
水利技術監督 2018年4期
周 璟
(山西省黃河萬家寨水務集團有限公司,山西 太原 030012)
目前,鋼管焊接已成為水利工程中廣泛應用的管道安裝方式之一,焊接質量事關工程長期安全穩定運行,必須高度重視。鋼管焊接質量控制應在做好事前控制的基礎上,做好事中、事后控制,尤其是要做好焊縫射線檢測工作。為規范鋼管焊接質量控制各項行為,提高焊縫射線檢測工作質量,下面結合某引水項目泵站管網改造工程的具體工程實例,對鋼筋焊接質量控制和射線檢測技術進行研究和探討。
1 工程實例簡介
某引水項目泵站在廠區內設置深水井,通過潛水泵將井水抽送至廠區內海拔較高處的有效容積不小于324m3的消防水池和有效容積不小于300m3的軸封用清水池,從而形成常高壓自流供水系統,供給泵站的主軸密封用水和消防供水。深水井與水池間及水池與泵站技術及消防系統間設置了供水管網。該管網系統于2003年投運,歷經10多年的運行出現不同程度的損壞、老化等現象,存在不少安全隱患。為滿足未來安全運行需要,2015年對供水管網進行升級改造。升級改造中將室外供水管線由原焊接鋼管更換為不銹鋼管,直埋管道的基礎為二八灰土或砂墊層,直埋管道在轉角處和坡度改變處均做鎮墩。采用的鋼管為304不銹鋼無縫鋼管,材質為0Cr18Ni9,其中清水系統管主要類型為Φ89×5mm,消防系統管主要類型為Φ114×5mm。管道總長度40多km,管道安裝均采用對口焊接方式進行,焊口多達6000多道。管道焊縫為一級焊縫,質量等級二級以上為合格。
2 鋼管焊接質量控制
2.1 質量控制概述
工程質量控制活動是指通過有效的質量控制工作和具體的質量控制措施,在滿足投資和進度要求的前提下,實現工程預定的質量目標。工程質量控制包括主動控制和被動控制。主動控制是在具體施工活動開始前擬訂和采取有針對性的預防措施,從而減少乃至避免目標偏離,它是事前控制、前饋控制和開環控制,在質量控制中起防患于未然的作用。被動控制是在具體施工活動的實際實施中發現偏差,通過對產生偏差原因的分析,制定糾偏措施,以使偏差得以糾正,它是事中控制和事后控制,也是反饋控制和閉環控制。工程質量控制應建立施工單位保證、監理單位控制、項目法人負責的質量管理體系,從“人機料法環”等5個方面開展各項質量控制活動。
2.2 質量控制要點
2.2.1 事前控制
事前控制的工作內容有:施工方案制定和審查、焊工資質和能力核查、焊接設備核查、施工材料檢查等。首先,施工單位制定焊接專項施工方案和作業指導書,監理單位進行詳細審查批復。其次監理單位對焊工資質條件進行核實,看其是否持有國家或行業頒發尚在有效期內的焊工合格證書,且證書所列焊接類別與工程項目要求相對應,核查焊接設備是否符合技術規范要求。業主聘請行業專家對進場焊工進行了試焊能力測試,通過測試的才允許進行實際焊接工作。監理單位對不銹鋼管和焊接材料進行核查,管材核查內容包括材質證明書是否齊備,管材標識如:爐號、批號、規格等和材質證明書是否對應,管材入庫檢驗記錄是否完整,對鋼管的幾何尺寸的檢驗未達到要求的處置方式記錄,并有明顯標識;焊接材料的資料核查內容包括焊接材料的規格要齊全,有出廠合格證和爐批號,入庫和出庫手續齊全,有抽樣復驗記錄等。
2.2.2 事中控制
在焊接過程中應執行專業施工方案,保證合格的焊接環境,嚴格按照作業指導書進行施工。管材入溝槽時應不用鋼絲繩直接捆扎,避免把管表面劃痕,安放在管架上穩固,使用非金屬墊片進行墊隔。焊接采用氬弧焊和手工電弧焊,焊件組對前將坡口及其內外側表面不小于10mm范圍內的油、漆、垢、銹、毛刺及鍍鋅層等清除干凈,無裂紋、夾層等缺陷。清除時用不銹鋼刷子和丙酮刷洗干凈。在采用熱加工方法加工坡口后,除去坡口表面的氧化皮、熔渣,并將凹凸不平處打磨平整。坡口加工采用電動坡口機加工或車床車制。不銹鋼焊件坡口兩側各100mm范圍內,在施焊前采取了防止焊接飛濺物沾污焊件表面的措施。焊條、焊劑在使用前按規定進行了烘干,并在使用過程中保持干燥。焊絲使用前清除了其表面的油污、銹蝕等。焊完的焊縫進行了本能洗、鈍化。
施工單位的焊接檢驗員應對焊縫外觀質量進行檢查,檢查焊口的成型狀態、表面顏色是否存在咬邊、錯邊、凹坑、飛濺等缺欠情況,并做好各項工序檢驗記錄,包括焊口的位置和焊工號的記錄、焊縫坡口和對口間隙的檢驗記錄,焊縫幾何尺寸的檢驗記錄,焊縫外觀質量的檢驗記錄。監理單位的旁站監理應對重點工序進行檢查和抽查,包括鋼管對口的檢查,坡口有無污跡、豁口、電弧灼傷、水跡,管口的圓度、直徑的偏差、對口間隙、錯口量等。
2.2.3 事后控制
鋼管焊接完成后的焊縫檢測是事后控制的關鍵一環。根據合同文件和技術規范要求,焊縫檢驗采取X光射線檢測,并且要求施工單位對焊縫100%進行檢測,對于不合格的焊縫及時進行返修,返修后再次進行檢測,直至合格為止。監理單位對施工單位的無損檢測單位資質,檢測人員的資質進行了核查。業主聘請了第三方無損檢測單位按10%比例進行了平行檢測,共檢測了600多道焊口,拍片2000余張。該檢驗是對施工現場已完成的焊口進行指定位置抽查和對施工單位已自檢合格的焊口進行抽查復檢,復檢工作要有覆蓋性、隨機性、重點性、獨立性。指定位置抽查是對已焊成的焊口進行檢驗,包括工程所用的碳鋼和不銹鋼焊口,彎管與彎管焊口,彎管與直管焊口,固定焊口,施工單位自檢超出標準要求并返修處理檢驗合格的焊口,施焊位置狹窄的焊口。抽查復驗包含指定位置抽查的所有焊口,比例上要大于指定位置抽查,檢驗中發現質量偏差較大的焊口位置,要擴大檢驗比例。管道系統在投入使用前,還需進行水壓試驗,試驗壓力為工作壓力的1.5倍。
3 射線底片評定
3.1 X射線底片評判方法
為了保證焊接構件的產品質量,必須對焊縫進行無損檢測和評價。射線檢測是常規無損檢測的重要方法之一,其檢測結果將作為焊縫缺陷分析和質量評定的重要判定依據。目前,對X射線檢測結果的評定方法有兩種:人工評定和計算機輔助評定。人工評定效率較低,缺陷分析受評定人員的技術素質、經驗以及外界條件的影響,結果往往會因人而異。采用計算機對X射線檢測結果進行分析和識別,可以大大提高工作效率,有效地克服人工評定中由于評判人員技術素質和經驗差異以及外界條件的不同而引起的誤判或漏判,使評判過程客觀化、科學化和規范化。在本工程實例中,我們在人工評定的基礎上引進了計算機輔助評定系統,具體操作是:將射線底片圖像通過底片數字化掃描設備變成數字圖像,然后將其輸入計算機,應用適當的圖像處理系統,對其進行數據處理-降噪、平滑化、清背景和差分等,再將處理結果用三維圖顯示或彩色顯示,處理后缺陷形狀很容易識別。
3.2 焊接常見缺陷在底片上的表現形式
焊接過程中產生的缺陷主要有6類,即:①熔合不良:未焊透、未熔合;②裂紋;③氣孔;④夾雜物:夾渣、夾鎢;⑤成形不良:咬邊、燒穿和焊瘤等;⑥其他缺陷。射線檢測主要檢測的是前5類。評定人員可根據影像的幾何形狀、黑度分布及位置三方面進行綜合判斷。
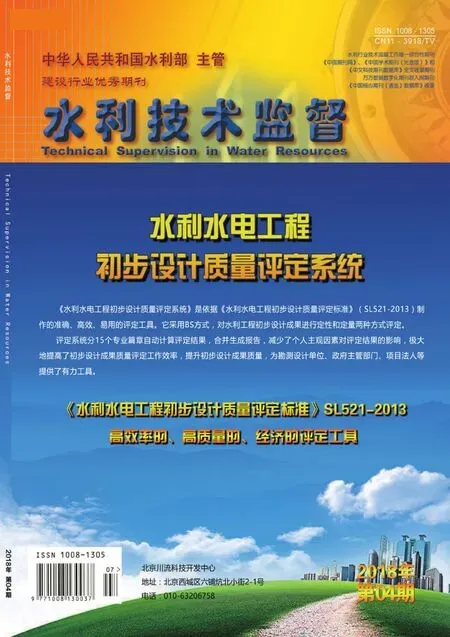
焊接常見缺陷在射線底片上的表現形式如下:未焊透一般呈現為筆直的黑線影像,并處于焊縫影像的中心。未熔合一般呈現為模糊的寬線條狀影像,線條沿焊縫方向延伸,影像的黑度與背景的黑度差較小,有時影像的一側呈現直邊狀。裂紋基本形態呈現為黑線,影像的黑度可能較大,也可能較小。氣孔呈現為黑度大于背景黑度的斑點狀影像,黑度一般都較大,影像清晰,影像的形狀可能是圓形、橢圓形或長圓形(梨形)。夾渣常見的影像有點狀夾渣、密集夾渣和條狀夾渣三種形態,其影像的主要特點是形狀不規則、邊緣不整齊、黑度較大而均勻。夾鎢的影像主要有孤立點狀和密集點狀兩種形態。咬邊類似于夾渣,它出現在焊縫區兩側。燒穿呈現為低黑度的圓環或橢圓環及中心高黑度的暗斑形貌。焊瘤呈現為具有圓滑輪廓的較大的低黑度斑點影像,它經常出現在焊縫兩側區。
3.3 X射線底片評定實例及原因分析
在本工程實例中出現了以下質量缺陷類型,如圖1~4所示。
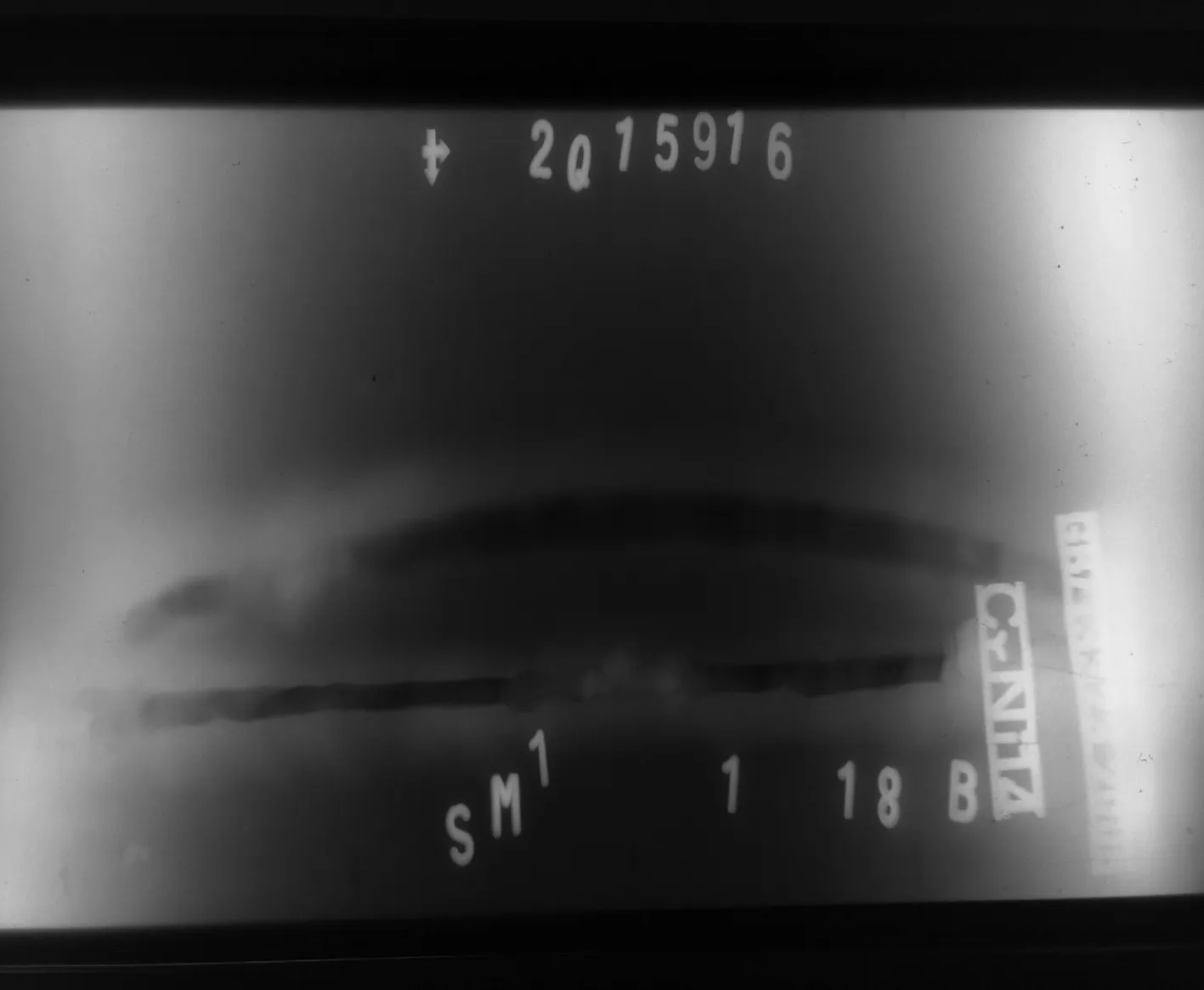
圖1 未焊透

圖2 有氣孔
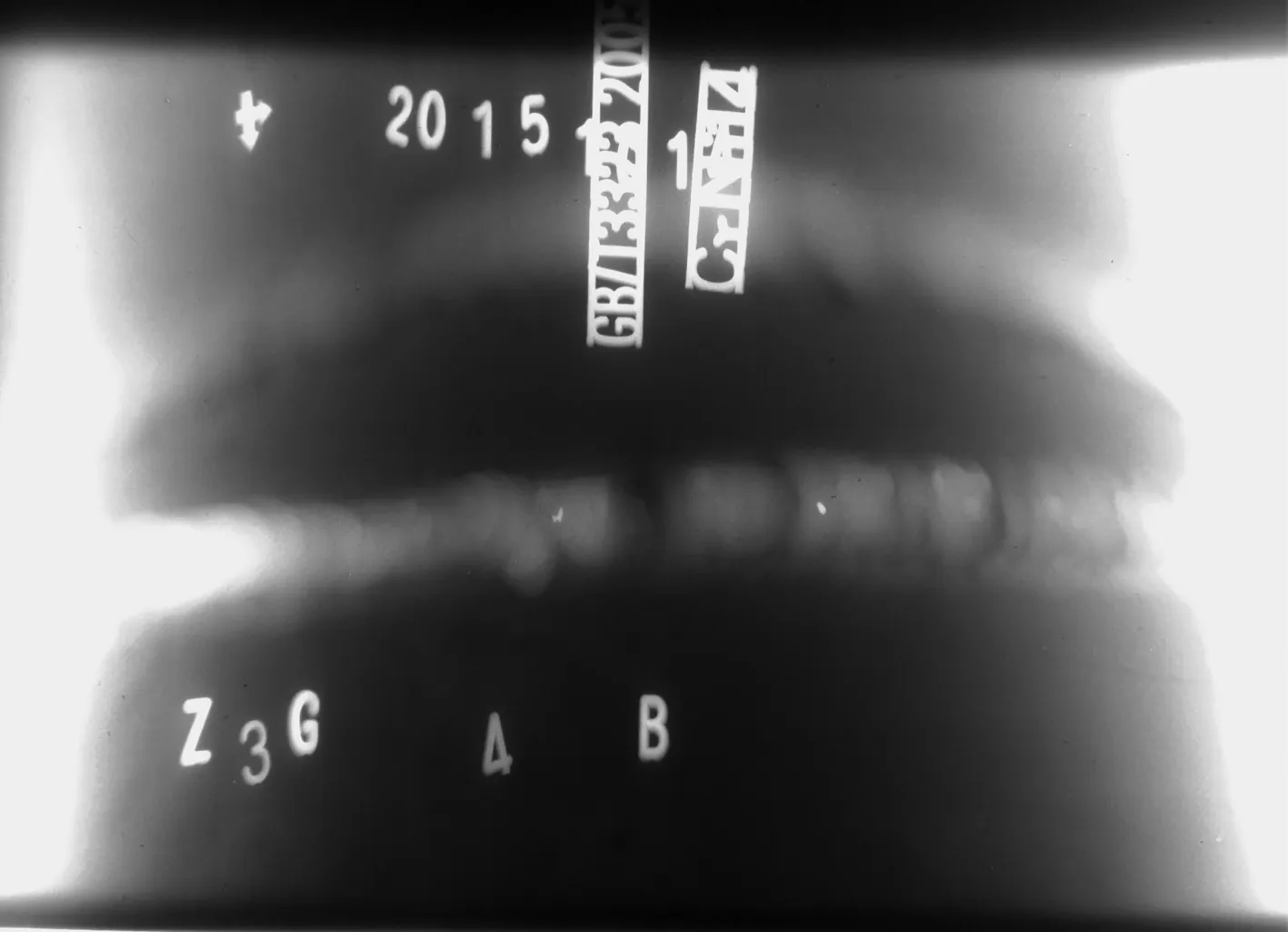
圖3 夾鎢

圖4 缺邊
通過X射線底片可看出圖1所顯示的缺欠性質:未焊透;圖2缺欠性質:氣孔;圖3缺欠性質:夾鎢;圖4缺欠性質:錯邊。缺欠在施工過程中有兩種形式存在,一種是偶然性缺欠,一種是普遍性缺欠。偶然性缺欠出現的原因主要有人、機、材料、環境等個別因素造成的。普遍性缺欠的成因,除偶然性缺欠出現的原因外,產生的主要因素是偏離了工藝規程和作業指導書,監督和檢驗不利造成的。
下面對圖1~4所示的缺欠產生的原因分別進行分析。圖1未焊透產生的原因:管口的對口間隙過大,氬弧焊打底,焊絲直徑1.2mm,用大的焊接電流,高弧長,快的焊接速度,防止燒穿,難免產生未焊透。底片評定時,由于評定人的經驗不足或其它原因,會誤評為內凹缺欠。圖2氣孔產生的原因:焊接電流過大,電弧過長,焊接速度快。圖3夾鎢產生的原因:由于電流過大,鎢極局部熔化而墜入熔池留在焊縫中所致。圖4錯邊產生的原因:管口與管口直徑不對造成。
以上缺欠的產生與焊接工藝規程執行有直接的關系,與焊接質檢員的檢驗力度也有關系,無論哪種因素,這些缺欠如帶入工程的運行,將帶來安全隱患。
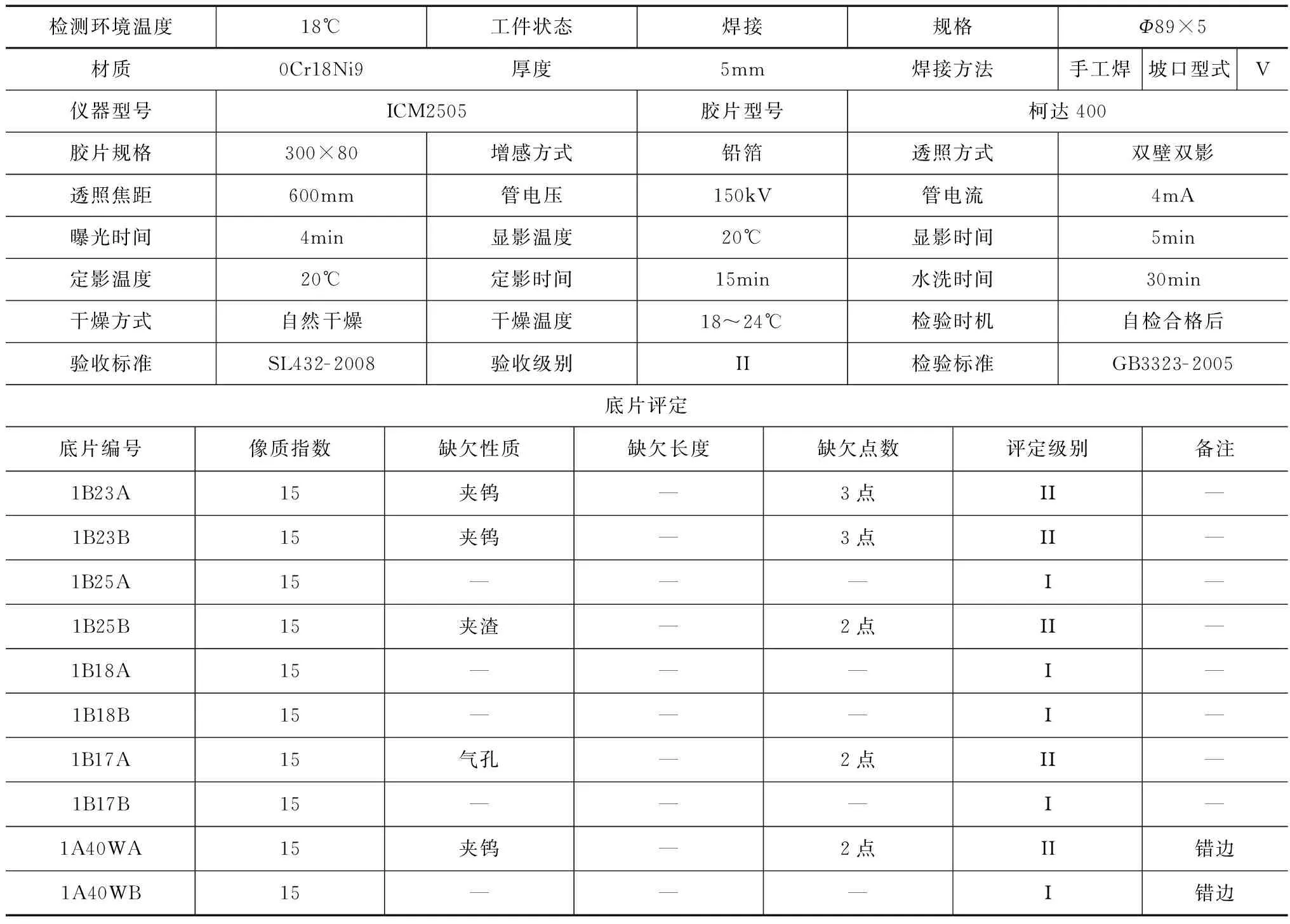
表1 X射線檢測報告表(節選)
4 焊縫質量評級
焊縫射線檢測質量評級執行GB/T3323- 2005《金屬熔化焊焊接接頭射線照相》。該標準適用于金屬材料板和管的熔焊焊接接頭。該標準的附錄C“焊接接頭射線照相缺陷評定”詳細說明了焊接接頭質量分級及評定標準。
根據該標準,焊接接頭質量分為4個等級即I、ΙΙ、III、IV級。缺陷種類包括裂紋、未熔合、未焊透、氣孔、夾渣、夾鎢、根部內凹、根部咬邊,其中長寬比大于3的氣孔、夾渣和夾鎢定義為條形缺陷,長寬比小于3的氣孔、夾渣和夾鎢定義為圓形缺陷。對于本工程實例,合格等級標準為ΙΙ級,射線照相的評定合格的質量標準是應不出現裂紋、未熔合、未焊透,評定區內的圓形缺陷應不大于3點,條形缺陷中單個條形缺陷長度不超過4mm。
5 射線檢測報告
本工程實例中,工程范圍涉及5座泵站廠區,管網總長度達40多km,焊口多達6000多道,管道型號多達12種,此外管道為埋地管道,在焊接完成并經檢測合格后需要覆蓋回填,屬于隱蔽工程,因此焊縫射線檢測報告應滿足及時、全面、可追溯等要求。為此,業主要求射線檢測單位周密安排工作計劃,確保施工單位自檢完成后及時進行平行檢測。檢測過程中,針對射線檢測中發現的共性問題,及時召開專題會議,督促施工單位進行工藝調整,確保焊接質量精益求精。平行檢測報告中要求增加了詳細的底片評定內容,即包括缺欠性質、長度、點數等內容,見表1的示例,同時增加了焊口位置圖,保證了檢測數據的可追溯性,如圖5所示。

圖5 焊口位置圖
6 結語
鋼管焊接是管道安裝工程質量管理工作的重點和難點,必須做好事前、事中、事后全過程各項質量控制活動。焊縫質量是參建各方關注焦點,因此在施工單位自檢的基礎上,業主、監理單位應聘請專業射線檢測單位開展第三方檢測,檢測部位宜選擇關鍵部位和薄弱環節,檢測過程應及時高效,檢測報告應內容全面、可追溯。計算機輔助評判系統的運用有效地提高了射線檢測評定效率和質量,但它依然不是實時性的,應進一步探索采用X射線數字實時成像技術及建立焊縫檢測大數據庫系統,以真正實現焊接過程中的實時快速檢測和質量監控。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12